铝合金支架预算表
2025-01-20
编号 第一年 第二年 第三年 第四年 1 销售数量(光瓦) 5000000 10000000 20000000 30000000 2 销售收入(元) 7500000.00 15000000.00 30000000.00 45000000.00 3 原料成本(元) 4320000.00 8640000.00 17280000.00 25920000.00 4 占用资金(元) 3095000.00 4460000.00 7670000.00 10900000.00 1、生产用资金(元) 1440000.00 2880000.00 5760000.00 8640000.00 2、管理用资金(元) 1896410.00 1907880.00 2488260.00 3090200.00 5 资金成本(元) 241410.00 347880.00 598260.00 850200.00 6 模具费用(

t型铝合金支架支座在桥梁施工时橡胶支座是如何安放的? 一、双立边咬合面支撑屋面系统 1.“standingseamroofingsystem双立边咬合接缝面支撑屋面系统”, 使用专门的立边和自动咬合设备,将两块沿板条长度方向整体向上立边 的预制型板块,通过双重折边锁定而使屋面连接成为一个整体。这种源 于锌和铜板传统技术的接口方式,具有以下特点: a典雅美观,屋面线条纤细并且不影响屋面设计效果; b.整体结构性防水、排水功能; c.结构简洁、轻巧、安全,在台风、暴雨地区尤其适用; d.采用自动控制机械施工,安装灵活、快速、精确、经济。 此系统在欧美已经非常成熟,其技术与材料在建筑领域已超过200年的 历史,其建筑金属屋面,作为欧洲传统与潮流完美相融的建筑标准,已 成为众多欧洲城市的象征符号之一。 2.水密性强 金属屋面板块的咬合方式为立边单向双重折边并依靠机械力量自动咬 合,板

铝合金支架 技术规范书 批准: 审定: 会签: 审核: 校对: 编制: 1总则 1.0.1 为满足太阳能光伏电站工程需要,使铝合金支架系统性能符合太阳能电站功能要 求,保证铝合金支架系统的工程质量,做到设计合理、安全可靠、经济适用,制 定本规程。 1.0.2 本规程适用于地面光伏支架系统及屋面光伏支架系统材料选择、设计制作、安装、 工程验收及保养维修。 1.0.3 地面光伏支架系统及屋面光伏支架系统材料选择、设计制作、安装、工程验收及 保养维修,除应符合本规程的规定外,尚应符合国家和行业现行标准、规范的有 关规定。 1.0.4 本规程中的支架是指在光伏支架系统所处环境无特殊功能要求(如耐强腐蚀、耐 高温、极寒地区等)的铝合金支架,铝合金压块及夹具。 1.0.5 本规程中凡末注明日期的引用文件,以最新版本为准。 2规范性引用文件 2.0.1 有设备的设计、制造、检查、试验及特
编辑推荐下载
格式:pdf
大小:1.2MB
页数:5P
人气:97
 4.5
4.5
 铝合金支架间接挤压铸造的研究
铝合金支架间接挤压铸造的研究 基于有限差分法,对大型铝合金支架间接挤压铸造充型和凝固过程进行了数值模拟。通过对模拟结果的分析,确定了浇注温度为700℃,压射速度为0.03m/s,完成了模具结构和工艺设计,并制作了模具,进行了支架挤压铸造的试制。分析了试制过程铸件缺陷产生的原因,发现气孔和氧化夹渣等是主要缺陷,通过调整脱模剂的配方,适当减少脱模剂的喷涂,缩短挤压铸造循环时间等,获得了品质和性能良好的支架铸件。
格式:pdf
大小:83KB
页数:1P
人气:97
4.6
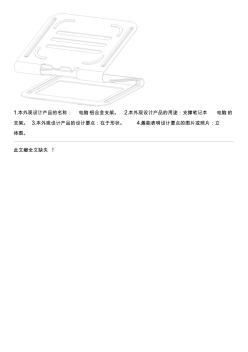
1.本外观设计产品的名称:电脑铝合金支架。2.本外观设计产品的用途:支撑笔记本电脑的 支架。3.本外观设计产品的设计要点:在于形状。4.最能表明设计要点的图片或照片:立 体图。 此文献全文缺失!
热门文档 铝合金支架预算表
格式:pdf
大小:495KB
页数:4P
人气:97
4.3
铝合金支架压铸数值模拟及压铸工艺研究 利用procast铸造模拟软件,对铝合金压铸件支架充型、凝固过程进行了数值模拟,得到了速度场、温度场的分布和变化规律。结果表明,浇注温度对压铸铝合金的模拟结果影响最大,其次为模具预热温度、充型速度。本试验条件下得到的优化工艺参数:浇注温度为600℃,模具预热温度为200℃,充型速度为2.5m/s。按照优化后的压铸工艺参数进行生产,得到了合格的铸件。
格式:pdf
大小:2.4MB
页数:4P
人气:97
4.5
汽车铝合金支架零件压铸工艺优化设计 针对汽车发动机铝合金燃油滤清器支架实际压铸生产中缺陷较多、打压检测合格率低的问题,采用procast数值模拟软件对压铸工艺过程进行模拟、对缩孔缩松缺陷进行预测。根据模拟结果,确定合理浇注方案,采用正交试验确定最佳工艺参数。结果表明,燃油滤清器支架最佳压铸工艺参数为:模具预热温度200℃,压射速度1m/s,浇注温度630℃,应用设计方案及最优工艺参数,完成铸件的压铸生产,得到的铸件质量良好,通过压力检测,效果理想。
格式:pdf
大小:460KB
页数:4P
人气:97
4.7
ZL101A铝合金支架的铸造工艺优化 铝合金发动机支架铸件结构复杂、壁厚不均,容易产生缩松缩孔。使用华铸cae软件对铝合金发动机支架铸件进行了充型凝固过程模拟,预测了缩松、缩孔缺陷。在此基础上对工艺方案进行了改进和模拟,获得了合理的铸造工艺。结果表明,使用华铸cae软件能很好地模拟铝合金铸件的充型凝固过程,预测铸件的缩松缩孔缺陷,用于指导铸造工艺的设计及优化。
格式:pdf
大小:167KB
页数:3P
人气:97
4.7
CAE在铝合金支架压铸件工艺优化上的应用 采用cae方法和正交分析法对铝合金支架压铸件的压铸工艺进行了优化设计。通过对计算机模拟的结果进行分析,认为采用双边锥形浇注系统的效果比扇形浇注系统好。针对此压铸件,比较适合的压铸工艺参数为:模温280℃,液体金属温度700℃,充型压力40.0mpa。
格式:pdf
大小:30KB
页数:2P
人气:97
4.6

铝合金支架安装平行检验记录表 工程名称编号:xxgd-01jb26-00 检验对象分类□设备□材料◆工序 检验对象 基本信息 设备 设备名称/设备型号规格/ 生产厂家/安装位置/ 材料 材料名称光伏支架材料型号规格 生产厂家使用部位 工序 工序名称光伏支架安装实施单位 其他检查依据:《太阳能光伏系统支架通用技术要求》jg/t490-2016 序号 检验项 目 质量标准质量检验结果备注 1外观 6.1.2铝合金材料表面外观应符合下列规 定:a)表面应清洁,色泽应均匀;b)表面 不应有凹凸、变形、皱纹、起皮、腐蚀亮 点、气泡、点灼伤、流痕、发黏以及膜( 涂层)脱落等缺陷。 2材料壁厚 6.3.2铝合金主要受力构件的壁厚应满 足以下要求:a)当纵梁跨度小于或大
精华文档 铝合金支架预算表
格式:pdf
大小:28KB
页数:8P
人气:97
4.6

铝合金支架 技术规范书 批准: 审定: 会签: 审核: 校对: 编制: 1总则 1.0.1 为满足太阳能光伏电站工程需要,使铝合金支架系统性能符合太阳能电站功能要 求,保证铝合金支架系统的工程质量,做到设计合理、安全可靠、经济适用,制 定本规程。 1.0.2 本规程适用于地面光伏支架系统及屋面光伏支架系统材料选择、设计制作、安装、 工程验收及保养维修。 1.0.3 地面光伏支架系统及屋面光伏支架系统材料选择、设计制作、安装、工程验收及 保养维修,除应符合本规程的规定外,尚应符合国家和行业现行标准、规范的有 关规定。 1.0.4 本规程中的支架是指在光伏支架系统所处环境无特殊功能要求(如耐强腐蚀、耐 高温、极寒地区等)的铝合金支架,铝合金压块及夹具。 1.0.5 本规程中凡末注明日期的引用文件,以最新版本为准。 2规范性引用文件 2.0.1 有设备的设计、制造、检查、试验及特
格式:pdf
大小:691KB
页数:4P
人气:97
4.8
ZL101A铝合金支架成型工艺及模具设计 针对目前zl101a铝合金支架零件毛坯生产采用常规砂型铸造存在铸件致密度低,尺寸精度差和生产效率低的问题,采用金属型铸造工艺生产该支架。在模具结构设计方面主要考虑铸件的取出、浇道和冒口的设置、型芯的固定和取出以及模具的锁紧等多方面要求。结果表明:由于金属型冷却速度较快和铸造条件比较稳定,所得支架铸件组织较致密并具有较好的尺寸精度和表面粗糙度,生产效率也有很大提高。
格式:pdf
大小:1.0MB
页数:5P
人气:97
4.4
基于有限元仿真的5083铝合金支架超塑性差温拉深 为提供试验依据,应用ia软件计算零件毛料尺寸,导入msc.marc软件模拟超塑差温拉深,并依据模拟结果优化毛料尺寸。模拟中温度分若干梯度,假定材料同梯度内同力学性能,利用二次开发将各梯度材料本构关系植入模拟,获得5083铝合金支架超塑差温拉深成形工件及壁厚分布,其结果与试验吻合良好,且较恒温拉深理想。讨论了成形温度梯度宽对差温拉深模拟结果的影响。
格式:pdf
大小:280KB
页数:4P
人气:97
4.5
铸造工艺参数对ADC12铝合金支架压铸件缺陷的影响 以adc12铝合金支架压铸件为研究对象,研究了慢压射速度、压射压力、浇注温度等铸造工艺参数对铸件气孔的影响,试验结果显示低的慢压射速度由于缓慢排气,有利于减少缺陷,但是当一级压射速度增加到95l/min时,反而有利于减少缺陷。此外,较低的浇注温度以及适当的压铸压力有利于减少铸件的气孔数量。
格式:pdf
大小:514KB
页数:6P
人气:97
4.6

粤发美式门窗系统 客服热线:021-64590490e-mail:shyuefa@yahoo.com.cn 22系列铝合金悬窗双臂摇窗器 设计悬窗的时候,您需要 安装一个悬窗摇窗器,我们现 在所使用的齿轮传动式摇窗器 实际上是truth公司很早就设 计的一款经典产品,她是11系 列和22系列的功能的组合。这 款摇窗器可以控制窗扇在任意 的位置停靠,在窗角处增加了 拉进距离,增加安全性能,已 满足使用者的需要。简单的拆 卸功能是这款摇窗器的另一个 特点,同时它可以快速的安 装。无论是采用前面安装在还 是采用后面安装,都很方便。 我们的承诺:truth公司提供一系列的质量担保,详细的细节和条款 请联络truth公司的售后服务部门。 如果您正在设计一个新的美式门窗,或者当您选择新的美式门窗五金 配件感到麻烦的话,请联络truth公司的售后
最新文档 铝合金支架预算表
格式:pdf
大小:16KB
页数:1P
人气:97
4.7
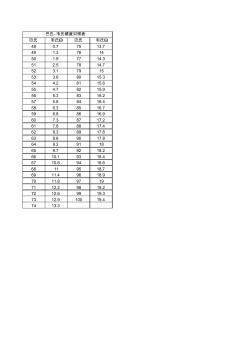
巴氏韦氏b巴氏韦氏b 480.77513.7 491.37614 501.97714.3 512.57814.7 523.17915 533.68015.3 544.28115.6 554.78215.9 565.38316.2 575.88416.4 586.38516.7 596.88616.9 607.38717.2 617.88817.4 628.38917.6 638.89017.8 649.29118 659.79218.2 6610.19318.4 6710.69418.6 68119518.7 6911.49618.9 7011.89719 7112.29819.2 7212.69919.3 7312.910019
格式:pdf
大小:329KB
页数:15P
人气:97
4.4
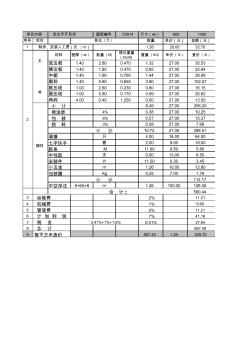
宝光平开系列窗型编号c0914尺寸(㎜)9001400 序号项目数量单价(元)金额(元) 1 制作、安装人工费(元/㎡)1.2626.0032.76 材料壁厚(㎜)数量(m)理论重量 (kg/m) 重量(kg)单价(元)复价(元) 竖边框1.402.800.4701.3227.0035.53 横边框1.401.800.4700.8527.0022.84 中梃1.401.900.7601.4427.0038.99 扇料1.405.800.6553.8027.00102.57 框压线1.002.600.2300.6027.0016.15 扇压线1.005.800.1700.9927.0026.62 角码4.000.401.2500.5027.0013.50 小
格式:pdf
大小:5KB
页数:2P
人气:97
4.4

铝及铝合金的组别分类表组别牌号系列 纯铝(铝含量不小于99.00%)1××× 以铜为主要合金元素的铝合金2××× 以锰为主要合金元素的铝合金3××× 以硅为主要合金元素的铝合金4××× 以镁为主要合金元素的铝合金5××× 以镁和硅为主要合金元素并以mg2si相为强化相的铝合金6××× 以锌为主要合金元素的铝合金7××× 以其它合金元素为主要合金元素的铝合金8××× 代号名称说明与应用 f自由加工状态适用于在成型过程中,对于加工硬化和热处理条件无特殊要求的产品, 该状态产品的力学性能不作规定 o退火状态适用于经完全退火获得最低强度的加工产品 h加工硬化状态适用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也 可不经过)使强度有所降低的附加热处理。h代号后面必须跟有两位或三位阿拉伯数 字 w固溶热处
格式:pdf
大小:5KB
页数:2P
人气:97
4.5

铝型材6063-t5中的6063跟t5代表什么 1、合金编号:我国目前通用的是美国铝业协会〈aluminiumassociation〉的 编号。兹举 例说明如下:1070-h14(纯铝) 2017-t4(热处理合金) 3004-h32(非热处理合金) 2.1第一位数:表示主要添加合金元素。 1:纯铝 2:主要添加合金元素为铜 3:主要添加合金元素为锰或锰与镁 4:主要添加合金元素为矽 5:主要添加合金元素为镁 6:主要添加合金元素为矽与镁 7:主要添加合金元素为锌与镁 8:不属於上列合金系的新合金 2.2第二位数:表示原合金中主要添加合金元素含量或杂质成分含量经修改的 合金。 0:表原合金 1:表原合金经第一次修改 2:表原合金经第二次修改 2.3第三及四位数: 纯铝:表示原合金 合金:表示个别合金的代号 "-″:后面的hn或tn表
格式:pdf
大小:19KB
页数:3P
人气:97
4.8
3174铝合金铝合金条板宽100mm175 3175铝合金铝合金穿孔面板68 3176铝合金铝单板485 3177铝合金铝合金扁管100*44*1.8m34.63 3178铝合金圆筒型铝合金(含配件)600*60030.69 3179铝合金圆筒型铝合金(含配件)800*80027.28 3180铝合金方筒型铝合金(含配件)900*90023.06 3181铝合金方筒型铝合金(含配件)600*60017.05 3182铝合金方筒型铝合金含配件1200*120036.28 3183铝合金铝合金平方板60 3184铝合金铝合金吸音板68 3185铝合金铝合金框料l25*2m12.5 3186铝合金铝合金l型30*12*1m2.87 31
格式:pdf
大小:150KB
页数:3P
人气:97
4.4
铝合金支架焊接工艺研究 分析了铝合金支架钨极氩弧焊内部质量控制中的难点,从焊前准备、焊接过程控制、焊接工艺参数优化、工装改进、x射线探伤结果分析等方面进行工艺研究和技术改进,使铝合金支架产品合格率大幅提升,对其他内部质量要求较高的铝合金焊接结构产品的钨极氩弧焊有借鉴作用。
格式:pdf
大小:405KB
页数:未知
人气:97
4.3
铝合金支架类零件加工工艺研究 介绍了铝合金支架类零件的特点及对变形的分析,并就某零件进行工艺性分析,针对加工难点,提出了适合的解决方法,并重点介绍了高速铣的特点和螺旋进刀的算法。
格式:pdf
大小:187KB
页数:未知
人气:97
4.4
SGM Buick车铝合金从动链轮支架半固态压铸成形工艺研究 研究了用喷雾沉积工艺制造触变性半固态a356铝合金坯料,然后在自行研制的中频感应穿透加热装置中进行二次加热,再将处于半固态的合金锭料压铸成形的工艺方法。用该合金试制了上海通用汽车公司buick车从动链轮支架压铸件,经x射线探伤和金相组织观察表明,压铸件内部显微组织均匀致密,无气孔、偏析等缺陷,力学性能优于普通压铸件。
格式:pdf
大小:225KB
页数:4P
人气:97
4.3
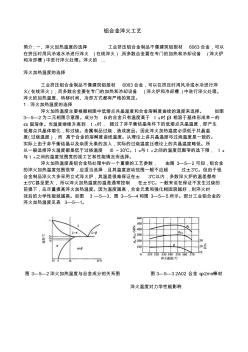
铝合金淬火工艺 简介:一、淬火加热温度的选择工业挤压铝合金制品不像建筑铝型材6063合金,可以 在挤压时用风冷或水冷进行淬火(在线淬火),而多数合金要在专门的加热和冷却设备(淬火炉 和冷却槽)中进行淬火处理。淬火的... 淬火加热温度的选择 工业挤压铝合金制品不像建筑铝型材6063合金,可以在挤压时用风冷或水冷进行淬 火(在线淬火),而多数合金要在专门的加热和冷却设备(淬火炉和冷却槽)中进行淬火处理。 淬火的加热温度、转移时间、冷却方式都有严格的规定。 1.淬火加热温度的选择 淬火加热温度主要根据相图中低熔点共晶温度和合金溶解度曲线的温度来选择。如图 3—5—2为二元相图示意图。成分为b1的合金只有温度高于t溶时β相溶于基体形成单一的 α固溶体。当温度继续升高到t共时,超过了非平衡结晶条件下的低熔点共晶温度,即产生 低熔点共晶体熔化,称过烧。金
格式:pdf
大小:51KB
页数:未知
人气:97
4.4
铝合金及铝合金元件的生产工艺 本发明涉及的铝合金成分如下:(1)1wt%-6wt%组份a(它是从ti、v、hf、zr组中选出的一种或多种元素);(2)3wt%。13.5wt%组份b(它是从la、ce、pr、nd、含铈的稀土合金、ca、sr、batch中选出的一种或多种元素);(3)2wt%~18wt%组份cl从mg和li组中选出的一种或多种元素)。其加工步骤为:先将铝合金加工成含有组份a、b和c的预型件,然后再将该预型件加热n200℃~600℃之间的温度,其温度上升率在2℃/s-200℃/s之间。生产预型件的步骤为:快速形成铝合金固化粉末;铝合金包括铝晶体和金属间化合物,铝晶体的平均晶粒直径≤1000nm;金属间化合物的平均晶粒直径≤50nm;铝合金的硬度hrb在50。100之间,温度≥2000c时临界镦粗比率为70%,在20℃时伸长率≥10%。
文辑创建者
我要分享 >
职位:装修施工员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐