螺杆销钉图
2025-03-17

 单螺杆挤出机销钉螺杆设计
单螺杆挤出机销钉螺杆设计 分析了销钉螺杆的工作特点,介绍了单螺杆挤出机销钉型螺杆的参数设计。
销钉注塑螺杆对物料混合效果的研究 运用基于有限元的cfd分析软件polyflow,对五种销钉注塑螺杆的计量段进行了三维瞬态模拟。五种销钉螺杆元件包括圆形销钉螺杆元件(两种排列方式)、方形销钉螺杆元件和菱形销钉螺杆元件(两种导程)。对计算得到的压力场、速度场、剪切速率场等进行后处理,分析不同销钉螺杆元件在计量段对熔料的混合效果及销钉周围熔料滞留情况。
编辑推荐下载
格式:pdf
大小:333KB
页数:3P
人气:54
 4.4
4.4
塑料挤出机中销钉螺杆的设计 为使塑料挤出机中销钉螺杆具有极高的传热能力和传热速度,有利于实现塑料的低温挤出,可将其设计成热管销螺杆。热管销螺杆的通常形式是螺杆本身除有中心孔外,还在螺杆圆周径向分布有常规销(实心销)和热管销(热管销是全部密封的内部充填一定数量工作液的管子),也可以将深入到螺杆中心孔内的“热管销”端口做成敞口,而把螺杆本身做成“热管”

热门文档 螺杆销钉图
格式:pdf
大小:479KB
页数:8P
人气:54
4.5
销钉机筒挤出机螺杆圆周展开面内物料流动与混合的数值分析与实验 在一定简化条件下,对销钉机筒挤出机螺杆圆周展开面内的流场及分布混合效果以及销钉个数对流场和分布混合效果的影响进行了数值与实验研究.提出了流场中某点混合效果、整个流场平均混合效果以及混合效果统计分布的数值计算与评价方法.数值分析结果与实验结果具有较好的一致性.结果表明,销钉及螺棱切槽对物料具有明显的强化流动与混合的作用;6个销钉结构模型混合效果好于3个销钉结构模型,3个销钉结构模型好于有切槽无销钉结构模型,有切槽无销钉结构模型好于无切槽无销钉结构模型;有销钉结构较无销钉结构的平均混合效果提高30%~40%;有销钉结构随着时间的延长,混合效果不断提高,无销钉结构随着时间的延长,当混合效果达到一定值后则不再提高
格式:pdf
大小:522KB
页数:9P
人气:54
4.7
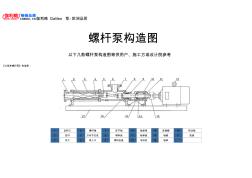
伽利略galileo泵-欧洲品质 螺杆泵构造图 以下几款螺杆泵构造图等供用户、施工方或设计院参考 【g型单螺杆泵】构造图: 1出料口4螺杆轴7连节轴10轴承座13连轴器16传动轴 2拉杆5万向节总成8填料座11轴承盖14轴套17底座 3定子6吸入口9填料压盖12电动机15轴承 伽利略galileo泵-欧洲品质 g型单螺杆泵价格 编 号 型号 主要性能单价(元,台) 进口出口转速流量压力扬程电机普通电机配调速电机配防爆电机 (mm)(mm)(r/min)w/h)(mpa)(m)(kw)轴不锈钢正体不锈钢轴不锈钢正体不锈钢轴不锈钢正体不锈钢 19g25-1322596020.6601.5236327804170458732673684 20g25-

格式:pdf
大小:10KB
页数:3P
人气:54
4.3
注塑机---螺杆料筒与塑化相关部件介绍 注射部分与塑化相关的部件主要有:螺杆、料筒、分流梭、止逆环、射咀、法兰、 加料斗等。下面分别就其在塑化过程中的作用与影响加以说明。 螺杆是注塑机的重要部件。它的作用是对塑料进行输送、压实、熔化、搅拌和施 压。所有这些都是通过螺杆在料筒内的旋转来完成的。在螺杆旋转时,塑料对于 机筒内壁、螺杆螺槽底面、螺棱推进面以及塑料与塑料之间在都会产生摩擦及相 互运动。塑料的向前推进就是这种运动组合的结果,而摩擦产生的热量也被吸收 用来提高塑料温度及熔化塑料。螺杆的结构将直接影响到这些作用的程度。 普通注塑螺杆结构,也有为了提高塑化质量设计成分离型螺杆,屏障型螺杆或 分流型螺杆。料筒的结构其实就是一根中间开了下料口的圆管。 在塑料的塑化过程中,其前进和混合的动力都是来源于螺杆和料筒的相对旋 转。根据塑料在螺杆螺槽中的不同形态,一般把螺杆分为
格式:pdf
大小:40KB
页数:2P
人气:54
4.8
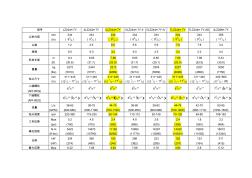
型号lz244×7y4lz244×7y5lz244×7y5lz244×7y-ii5lz244×7y-iv7lz244×7y7lz244×7y-ad3lz286×7y 公称外径 mm (in) 244 (95/8) 244 (95/8) 244 (95/8) 244 (95/8) 244 (95/8) 244 (95/8) 244 (95/8) 286 (111/4) 头数1:24:55:65:65:67:87:83:4 级数6.56.03.06.04.53.02.24.0 标准长度 m (ft) 9.4 (30.8) 9.65 (31.7) 7.88 (25.9) 9.65 (31.7) 8.85 (29.1) 7.88 (25.9) 7.88 (25.9) 9.34 (30
精华文档 螺杆销钉图
格式:pdf
大小:22KB
页数:1P
人气:54
4.7
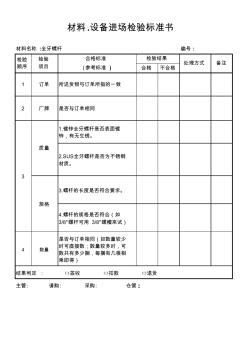
编号: 合格标准 (参考标准)合格不合格 1订单所送货物与订单所指的一致 2厂牌是否与订单相同 1.镀锌全牙螺杆是否表面镀 锌,有无生锈。 2.sus全牙螺杆是否为不锈钢 材质。 3.螺杆的长度是否符合要求。 4.螺杆的规格是否符合(如 3/8"螺杆可用3/8"螺帽来试) 4数量 是否与订单相同(如数量较少 时可直接数;数量较多时,可 数共有多少捆,每捆有几根相 乘即得) 结果判定:□签收□扣款□退货 检验 项目 检验 顺序 规格 材料.设备进场检验标准书 主管:请购:采购:仓管: 备注 检验结果 处理方式 质量 3 材料名称:全牙螺杆
格式:pdf
大小:121KB
页数:3P
人气:54
4.4
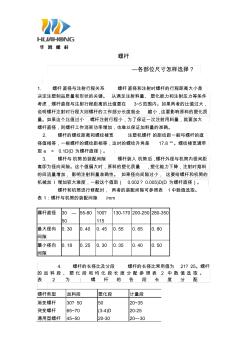
螺杆 —各部位尺寸怎样选择? 1.螺杆直径与注射行程关系螺杆直径和注射时螺杆的行程距离大小是 决定注塑制品质量和形状的关键。从满足注射料量、塑化能力和注射压力等条件 考虑,螺杆直径与注射行程距离的比值要在3~5范围内。如果两者的比值过大, 说明螺杆注射时行程大则螺杆的工作部分长度就会縮小,这要影响原料的塑化质 量。如果这个比值过小.螺杆注射行程小,为了保证一次注射用料量,就要加大 螺杆直径,则螺杆工作消耗功率增加,也难以保证加料量的准确。 2.螺杆的螺纹距离和螺纹棱宽注塑机螺杆的距纹距一般与螺杆的直 径值相等,一根螺杆的螺纹距相等,这时的螺纹升角是17.8°。螺纹棱宽通带 取e=0.1d(d为螺杆直径)。 3.螺杆与机筒的装配间隙螺杆装入机筒后,螺杆外径与机筒内径间距 离即为径向间隙。这个值偏大时,原料的塑化质量,塑化能力下降,注射时熔料 的回流量增加
格式:pdf
大小:63KB
页数:7P
人气:54
4.5
1.马达下井前全面检查: a)检查马达外连接部分,两端螺纹及端面应完好,旁通阀无堵塞现象; b)用提升短节将马达吊起放入井内,用卡瓦将钻具卡牢,旁通阀处于转盘面以上便 于观察,卸去提升短节; c)检查旁通阀,用木棒下压阀心,阀心应上下活动自如,可用下压阀心至底部,从 上部灌水检查旁通阀的密封性,此时无水从旁通孔泄出,松开木棒此时水从旁通孔泄出,可 认为旁通阀正常(中空马达不适用此方法) 2.马达的寿命取决于其工作环境,下列情况会缩短其寿命,必须加以控制: a)钻井液含砂量大于1%; b)常温马达在120度以上温度工作; c)马达压力降超过推荐值; d)钻头压力降与钻压不匹配即钻具水力推力与钻压不平衡; e)大流量下工作。 3.井下马达二次下井: a)修复后的井下马达第一次下井使用时间低于马达工作寿命的50%,传动轴轴向间 隙低于


最新文档 螺杆销钉图

格式:pdf
大小:294KB
页数:2P
人气:54
4.6
螺杆泵中螺杆加工的功率计算 本文简述了单螺杆泵的工作原理,以及它与活塞离心泵、叶片泵、齿轮泵相比所具有的诸多优点,最后给出了螺杆泵中螺杆加工时的功率计算。
格式:pdf
大小:114KB
页数:1P
人气:54
4.5
四螺杆造粒机螺杆端密封改造 本文结合大庆炼化公司聚合物二厂聚合车间四螺杆造粒机的使用情况,对螺杆密封端进行不断改造从而保证密封效果,提高螺杆使用周期。
格式:pdf
大小:313KB
页数:2P
人气:54
4.5
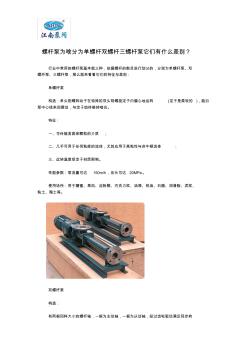
螺杆泵为啥分为单螺杆双螺杆三螺杆泵它们有什么差别? 行业中常用的螺杆泵基本就三种,依据螺杆的数目进行划分的,分别为单螺杆泵、双 螺杆泵、三螺杆泵,那么就来看看它们的特征与差别: 单螺杆泵 构造:单头阳螺转动子在特殊的双头阴螺旋定子内偏心地运转(定子是柔软的),能沿 泵中心线来回摆动,与定子始终维持啮合。 特征: 一、可传输含固体颗粒的介质; 二、几乎可用于任何粘度的流体,尤其应用于高粘性与非牛顿流体; 三、运转温度受定子材质限制。 性能参数:泵流量可达150m/h,压头可达20mpa。 使用场所:用于糖蜜、果肉、淀粉糊、巧克力浆、油漆、柏油、石腊、润滑脂、泥浆、 粘土、陶土等。 双螺杆泵 构造: 有两根同样大小的螺杆轴,一根为主动轴,一根为从动轴,经过齿轮驱动满足同步转 动。 特征: 一、螺杆与泵体,及其螺杆之间维持0.05~0.15mm缝隙,磨坏小,寿命长;
格式:pdf
大小:315KB
页数:未知
人气:54
4.5
碱回收喷射炉采用螺栓焊设备补焊销钉的实践 为使碱回收炉安全正常运行,必须进行定期检查,补焊销钉和更换炉衬。目前,国内碱回收炉补焊销钉一般采用二种方法:一是用普通电焊方法焊接,二是用螺栓焊设备焊接。前者,费工费时,不易保证施工质量;后一方法安全、简便可靠,对于国内一些需要经常增补销钉更换炉衬的碱回收炉来说,它是一种值得推广的焊接方法。
格式:pdf
大小:2.7MB
页数:6P
人气:54
4.7

solidworksm10*45*1螺杆制作 1:新建零件草图,画直径为φ10的圆,如图所示: 2:拉伸凸台45mm,如图所示: 3:在圆基准面,画14mm六边形,拉伸凸台6mm,如图所示: 4:在螺杆另一面转换实体引用,插入→曲线→螺旋线/涡状线,高度和螺距,曲线长度40mm, 螺距1mm,如图所示: 5:画等边三角形,长度为1mm,作为构造图形,扫描-切除, 6:画圆柱中心线,角度为30o的直角三角形,如图所示,旋转切除 7:制作完成.
格式:pdf
大小:74KB
页数:2P
人气:54
4.5
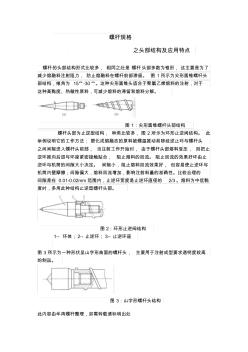
螺杆规格 之头部结构及应用特点 螺杆的头部结构形式比较多,相同之处是螺杆头部多数为锥形,这主要是为了 减少熔融料注射阻力,防止熔融料在螺杆前部滞留。图1所示为尖形圆锥螺杆头 部结构,维角为15°-30°。这种尖形圆锥头适合于聚氯乙烯熔料的注射,对于 这种高黏度、热敏性原料,可减少熔料的滞留和熔料分解。 图1:尖形圆锥螺杆头部结构 螺杆头部为止逆型结构,种类比较多,图2所示为环形止逆阀结构。此 举例说明它的工作方法:塑化成熔融态的原料被螺温推动前移经逆止环与螺杆头 之间间隙进入螺杆头前部,当注射工作开始时,由于螺杆头部熔料受压,则把止 逆环推向后退与环座紧密接触贴合,阻止熔料的回流。阻止回流的效果好坏由止 逆环与机筒的间隙大小决定。间隙小,阻止熔料回流效果好,但容易使止逆环与 机筒内壁摩擦;间隙偏大,熔料回流增加,影响注射料量的准确性。比较合理的 间隙是
格式:pdf
大小:1.1MB
页数:6P
人气:54
4.3

螺杆制冷机的部件及流程图 螺杆式制冷压缩机组由螺杆压缩机、电动机、联轴器、气路系统(包括吸气止回式截止 阀和吸气过滤器)、油路系统(包括油分离器、油冷却器、油过滤器、油泵、油压调节阀和 油分配管路)、控制系统(包括操作仪表箱、控制器箱、电控柜等)和设备、
文辑创建者
我要分享 >
职位:机电BIM工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐