冷弯管加工施工方案
2025-01-17

西气东输二线工程(东段干线)线路施工投标文件第25标段技术标 291 方案10冷弯管加工施工方案 冷弯管是指钢管不经加热而使用弯管机进行 机械加工的符合《西气东输二线管道工程冷弯管技 术规范》(q/sygjx0108-2008)的弯管。 本工程使用的弯管机型号为:cyw48,如右图 所示。 1冷弯管加工流程图 2基本参数 弯管基本参数应符合下表规定。 弯管基本参数 外径d(mm)曲率半径r最大弯曲角度α(°)每端直管段长度l(m) 1219≥50d7≥2 冷弯管预制厂建设 设备安装调试 冷弯管生产 质量检测 产品标识 出厂 防腐管拉运 防腐管验收 西气东输二线工程(东段干线)线路施工投标文件第25标段技术标 292 t α r d l 3施工准备 3.1预制场建设 冷弯管预制厂选择设置在交通便利,社会依托好的场所。弯管制作场地应平整, 面
中俄东线试压段冷弯管加工施工方案(05) 中俄东线管道工程试验段冷弯加工方案 技术标 1 中俄东线管道工程试验段冷弯加工方案 技术标 目录 一、编制依 据................................................................................................................ ............................3 二、工程概 况................................................................................................................ ............................3 2.1工程描 述.............
编辑推荐下载
格式:pdf
大小:266KB
页数:14P
人气:93
 4.4
4.4
中俄天然气管道项目(东线)工程 冷弯管加工方案 (a版) 四川石油天然气建设工程有限责任公司(特装公司) 名称签字日期名称签字日期 编制校对 审核批准 目录 一、编制依据...................................................................................................................................................................3 二、工程概况.....................................................................................................................................
热门文档 冷弯管加工施工方案
格式:pdf
大小:141KB
页数:47P
人气:93
4.8
3弯管 3.1弯管宜采用壁厚为正公差的管子制作。高压钢管的弯曲半径宜大于外径的5倍,其他管 子的弯曲半径宜大于管子外径的35倍,有缝管制作弯管时,焊缝应避开管拉(压)区。 弯曲半径与管子壁厚的关系 3.2不锈钢管宜冷弯,铝锰合金管不得冷弯其他材质的管子可冷弯或热弯。高、中合金钢管 热弯时不得浇水,低台金钢管一般不宜浇水,热弯后应在5℃以上静止空气中缓慢冷却。 3.3热煨弯头常用:地炉加热煨弯,火焰弯管机,中频电热弯管机等,热煨弯管测温常热用 电偶,光学高温计等。 3.4采用热弯管时,不论管径大小,一律按规定装干燥的细砂。加热铜管应用术炭作燃料, 加热铝管应先用焦炭打底,上面铺木炭以调节温度。存加热过程中应关闭鼓风机.并不断转 动管子,防止温度过高使管子熔化。 3.5采用高合金钢管或有色金属管制作弯管,宜采用机械方法,当充砂制作弯管时,不得用 铁锤敲击。铅管加
格式:pdf
大小:25KB
页数:2P
人气:93
4.6

sh3503–j405 高压、sha级管道 弯管加工记录 工程名称: 单元名称: 管线号:执行标准: 管子编号弯曲半径角度或尺寸偏差圆度热处理结果磁粉(渗透)检测结果 附简图: 技术负责人:质量检查员:班(组)长:年月日 sh3503–j405 高压、sha级管道 弯管加工记录 工程名称: 单元名称: 管线号:执行标准: 管子编号弯曲半径角度或尺寸偏差圆度热处理结果磁粉(渗透)检测结果 附简图: 技术负责人:质量检查员:班(组)长:年月日
格式:pdf
大小:99KB
页数:5P
人气:93
4.5
浅谈大口径冷弯管技术 管道一公司徐少峰 摘要:作为冷弯管生产厂家,在弯管机研制、试验及应用过程中,对如何保 证冷弯管的质量进行了深入的研究和测试,从冷弯管内侧面的褶皱(即波浪)、 横截面的椭圆度、横截面的平面度、冷弯管表面的防腐层4个方面分析了了冷弯 管产生缺陷的原因并提出了相应的控制措施。 关键词:长输管道;大口径;冷弯管;缺陷;控制措施 大口径冷弯管是长输管道施工中常用的管件,是根据管线实际走向,实测所 需弯管角度,利用垂直液压弯管机现场制作而成的。进人21世纪,我国长输管 道工程建设发展迅速,而且我国地貌复杂多样,管道沿线山地丘陵多、平原少, 冷弯管的需求量相当大,但由于许多参加施工的单位缺少生产冷弯管的经验,对 如何制作高质量的冷弯管,尚处于摸索阶段。作为冷弯管机生产厂家,我们在弯 管机研制、试验及应用过程中,就如何保证冷弯管弯制质量进行了深人的研究和
格式:pdf
大小:997KB
页数:4P
人气:93
4.6

**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
精华文档 冷弯管加工施工方案
格式:pdf
大小:713KB
页数:11P
人气:93
4.7

中国pvc冷弯管行业 市场调查研究报告 编制机构:北京中经视野信息咨询有限公司 中经视野-中国pvc冷弯管行业市场调查研究报告 北京中经视野信息咨询有限公司http://www.***.***第1页 核心内容提要 市场需求 本报告从以下几个角度对pvc冷弯管行业的市场需求进行分析研究: 1、用户消费规模及同比增速:通过对过去连续五年中国市场pvc冷弯管行业用户消费规模及同比 增速的分析,判断pvc冷弯管行业的经济规模和成长性,并对未来五年的用户消费规模增长趋势做 出预测,该部分内容呈现形式为“文字叙述+数据图表(柱状折线图)”。 2、产品结构:从多个角度(1-3个),对pvc冷弯管行业的产品和服务进行分类,并给出每一类 细分产品和服务的用户消费规模和在行业中的占比,帮助客户在整体上把握pvc冷弯管行业的产品 结构;该部分内容呈现形式为“文字
格式:pdf
大小:587KB
页数:4P
人气:93
4.4
 X70钢螺旋焊缝冷弯管的质量评价
X70钢螺旋焊缝冷弯管的质量评价 对1219mm的x70钢螺旋焊缝冷弯管的性能进行了试验研究。结果表明:冷弯管管端椭圆度变化比较明显,外弧处的壁厚减薄率较大。钢管弯制过程未对焊缝结构及性能产生明显的影响。相比弯管直管段,弯管外弧处母材的强度及硬度在时效处理后增大比较明显;弯管伸长率及冲击韧度略有减小。
格式:pdf
大小:36KB
页数:10P
人气:93
4.7

;‘ 详细文档内容需要请看文档最后一页 中文摘要 当今制造业越来越广泛的使用数控技术,传统手工业加工将会逐渐被数控加工所替代。因 为数控加工能降低人工劳动强度减少加工时间等许多优点。 本论文简单介绍了501弯管的组成部分、501弯管部件的选材以及501弯管的加工工艺, 以及喷嘴、散热头的数控加工方法和数控加工中一些值得注意的事项。对喷嘴和散热的数控 加工工艺进行分析,编写了数控加工程序。以及数控加工中一些值得注意的要点分析。 关键词:501万贯的工艺性分析、基准、数控技术、数控加工工艺、数控机床、数控编程、 以及数控刀具等。 -2- 目录 第一章前言----------------------------------------------------------------------------3 第二章机械工艺设计部分-----------
最新文档 冷弯管加工施工方案

格式:pdf
大小:4.4MB
页数:23P
人气:93
4.7

15.油气管道工程冷弯管制作技术规范QSYGJX145-2012
格式:pdf
大小:5KB
页数:2P
人气:93
4.4
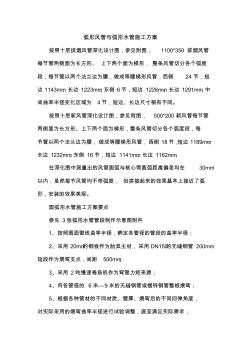
弧形风管与弧形水管施工方案 按照十层排烟风管深化设计图,参见附图,1100*350排烟风管 每节管两侧面为长方形、上下两个面为梯形,整条风管切分各个弧度 段,每节管以两个法兰边为腰,做成等腰梯形风管,西侧24节,短 边1143mm、长边1223mm;东侧6节,短边1226mm、长边1291mm;中 间曲率半径变化区域为4节,短边、长边尺寸稍有不同。 按照十层新风管深化设计图,参见附图,500*200新风管每节管 两侧面为长方形、上下两个面为梯形,整条风管切分各个弧度段,每 节管以两个法兰边为腰,做成等腰梯形风管,西侧18节,短边1189mm、 长边1232mm;东侧16节,短边1141mm、长边1162mm; 在深化图中测量出的风管圆弧与核心筒圆弧距离偏差均在30mm 以内,虽然每节风管均不带弧度,但拼接起来的效果基本上接近了弧 形,安装的效果美
格式:pdf
大小:500KB
页数:2P
人气:93
4.7
城市燃气管线冷弯弯管角度范围 冷弯弯管是燃气输送管道在平面走向改变及竖向变化处所采用的方式之一。文章介绍了城市燃气常见规格的冷弯弯管角度范围选择。

格式:doc
大小:52KB
页数:4P
人气:93
4.9
 pvc冷弯管折弯技巧
pvc冷弯管折弯技巧 本文将详细介绍在建设工程领域中使用pvc冷弯管进行折弯的技巧和方法,包括对比不同折弯方式的效果和说明。希望通过本文的阅读,读者能够掌握使用pvc冷弯管进行折弯的技巧,提高工作效率和质量。
格式:doc
大小:83KB
页数:5P
人气:93
4.8
阻燃通用冷弯管b型 本文将详细介绍阻燃通用冷弯管b型在建设工程领域的应用。通过对比其他类型的冷弯管,我们将详细说明其特点、优势以及适用范围。希望本文可以为读者提供有关阻燃通用冷弯管b型的全面了解。
格式:doc
大小:54KB
页数:5P
人气:93
4.7
pvc冷弯管怎样弯管 本文将对pvc冷弯管在建设工程领域中的弯管方法进行对比和比较,详细说明不同的弯管方式及其适用情况,帮助读者了解如何正确使用pvc冷弯管进行工程建设。
文辑创建者
我要分享 >
职位:钢结构工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐