利用低速数控加工中心在铝合金铸件上加工小孔
2025-04-01
2013年 第 4期 20 冷加工 ndustrial ForumI 产业论坛 ( 1) 在数控 铣 (加 工 中心 )机 床上 加工 一 些小的或个别工装模具零 件时,由于没有压装的部 分,就需要增加工艺台或 互换压板来完成加工。这 样 就造 成效 率和 精度 降 低。是否能将机床的工作 台或增加一个附件使其自身有导磁体的功能? (2) 由于大多数是单件加工,在校正工件和 寻找基准上会浪费很多时间。所以在数控铣(加工 中心)机床上能否使用自动感应装置进行工件的分 中和找基准点? (3)随着计算机普遍的应用,零件图已经都 是电脑绘制,能否实现将二、三维图形直接在机床 上显示后进行处理后可以生成加工程序?或者将简 单的二、三维图形的程序模块化,实现人机对话? (4)对于操作人员来说在遇到机床报警后都 很头疼,现在的一般报警都是以代码形式出现,还 要去翻资料查询。所以能否将故障报警信息以文字

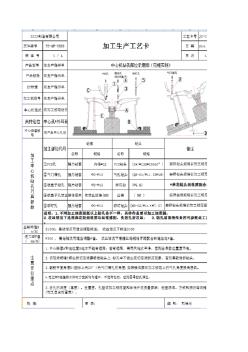
数控加工中心机工艺卡片(铝合金轮毂钻孔)
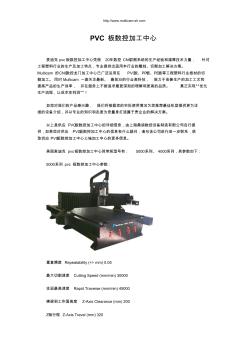
http://www.***.*** pvc板数控加工中心 麦迪克pvc板数控加工中心凭借20年数控cnc切割系统的生产经验和雄厚技术力量,针对 工程塑料行业的生产及加工特点,专业提供出适用本行业的雕刻、切割加工解决方案。 multicam的cnc数控龙门加工中心已广泛运用在pvc板、pp板、pe板等工程塑料行业板材的切 割加工。同时multicam一直关注最新、最前沿的行业高科技,致力于改善生产的加工工艺和 提高产品的生产效率,并在服务上不断追求着更深刻的理解和更高的品质。真正实现“优化 生产流程,让成本变利润”! 如您对我们的产品感兴趣,我们将根据您的实际使用情况为您推荐最佳机型提供更为详 细的设备介绍,并以专业的知识和态度为您量身打造属于贵企业的解决方案。 以上是供应pvc板数控加工中心的详细信息,由上海鼎迪数控设备制造有限公司自行提
编辑推荐下载
格式:pdf
大小:1.1MB
页数:21P
人气:81
 4.5
4.5
郑州电力职业技术学院 课程设计说明书 题目机电一体化技术与系统课程设计 --数控加工中心刀具换刀系统的设计 系别机电工程 专业机电一体化 班级机电四班 姓名 设计时间2012/4/17 指导教师刘光定 二o一二年四月十七日 郑州电力职业技术学院 课程设计说明书 -1- 课程设计任务书 一.设计任务 本课程取自数控加工中心刀具库的自动控制实验。因原有的刀具库控制方 式过于陈旧、功能过于单一且智能度不高。效率较低并且指示灯不合理,对 刀成功后没有正确与否的提示。针对原有功能的不足提出自己的改进方法。 对位成功的进行指示灯闪烁提示,调取不是当前工位的道时,系统能根据调 取刀具的大小自动选择最佳刀盘转动发向,以提高取刀效率。 改进的基本特征: 1.档
格式:pdf
大小:994KB
页数:24P
人气:81
4.7
职业技术学院 毕业论文 题目:数控加工中心自动换刀系统 学生: 学号: 院(系): 专业: 指导教师: 2013年5月3日 ⅰ 数控加工中心刀具库自动换刀系统 摘要 本设计介绍了加工中心自动换刀装置的机械手运动的部分设计及控制系统的设计, 最终实现自动换刀动作,介绍了目前加工中心常用的刀库,及其在加工中心上的应用情 况,从而可以看出在数控方面的发展趋势。 换刀装置作为加工中心的重要组成部分,其主要作用在于减少加工过程中的非切削 时间,提高生产率,降低生产成本,进而提升机床乃至整个生产线的生产力。加工中心 自动换刀装置是实现多工序连续加工的重要装置,其结构设计及其控制是实现加工中心 设计制造的关键。加工中心的换刀过程较为复杂,动作多,动作间的相互协调多,进而 自动换刀系统的好坏直接影响加工效率的高低。 带有自动换刀系统的
热门文档 利用低速数控加工中心在铝合金铸件上加工小孔
格式:pdf
大小:83KB
页数:6P
人气:81
4.6
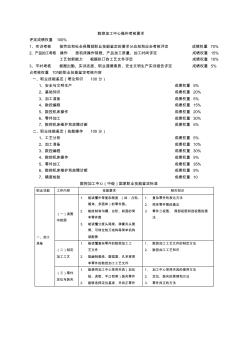
数控加工中心操作考核要求 评定成绩权重100% 1、实训考核按劳动和社会保障部职业技能鉴定的要求分应知和应会考核评定成绩权重70% 2、产品加工考核操作按机床操作规程、产品加工质量、加工时间评定成绩权重15% 工艺创新能力根据拟订的工艺文件评定成绩权重10% 3、平时考核根据出勤、实训态度、职业道德素质、安全文明生产实训报告评定成绩权重5% 占考核权重70%的职业技能鉴定考核内容 一、职业技能鉴定(理论知识100分) 1、安全与文明生产成绩权重5% 2、基础知识成绩权重20% 3、加工准备成绩权重5% 4、数控编程成绩权重15% 5、数控机床操作成绩权重20% 6、零件加工成绩权重30% 7、数控机床维护和故障诊断成绩权重5% 二、职业技能鉴定(技能操作100分) 1、工艺分析成绩权重5% 2、加工准备
格式:pdf
大小:2.7MB
页数:23P
人气:81
4.6

1 行业模块《加工中心操作与加工》 项目1加工中心的操作编程 学习单元1加工中心的手动方法 一、fanuc0i—mate系统加工中心控制面板 fanuc0i—mate数控系统分为4个部分,分别是cnc操作面板,屏幕显示区,屏幕软 键和机床控制面板,如图h.1.1所示。 图h.1.1fanuc数控系统加工中心控制面板 1fanuc数控系统cnc操作面板 fanuc数控系统cnc操作面板如图h.1.2所示,各按键功能见表h1.1。 cnc操作面板屏幕显示区 屏幕软键 机床控制面 板 2 图h.1.2fanuc数控系统cnc操作面板 表h1.1:fanuc数控系统操作面板各键功能 键名称功能说明 0~9地址、数字键输入输入字母、数字和符号 shift上档键切换字符 eob段结束符键每条语句结束后加 “;” pos加工
格式:pdf
大小:5.7MB
页数:61P
人气:81
4.6
i 研 究 生 学 位 论 文 题 目 作 者 姓 名 吉 林 大 学 分类号:单位代码:10183 研究生学号:200xxxxxxx密级: (以上为宋体加粗小四号字) 吉林大学 硕士学位论文 (专业学位) 中文论文题目(要求黑体三号字) 英文论文题目(要求arial体小三号字) (以下为宋体加粗三号字) 作者姓名: 类别: 领域(方向): 指导教师: 培养单位: 年月 i 硕士学位论文 ————————————————————— 铝合金数控加工与夹具设计 ————————————————————— aluminumalloycncprocessingandfixturedesign (arial三号字) (以下均为宋体四号字) 作者姓名: 领域(方向): 指导教师: 类别: 答辩日期:年月日
格式:pdf
大小:1.9MB
页数:4P
人气:81
4.6
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:57KB
页数:3P
人气:81
4.3

数控加工中心专业(高级工)培养模式 初中起点学制:4年(3+1) 序 号 课程 总 学 时 第一 学期 第二 学期 第三 学期 第四 学期 第五 学期 第六 学期 第七 学期 第八 学期 1德育(二)(三)60通用模式 顶 岗 实 习 2体育40 通用模式 3语文(第四版)上下80 4数学(第四版)上下80 5机械制图(第五版)180通用模式 6机械基础(第四版)120一体化 7公差配合与测量技术(中级)80一体化 8 金属材料与 热处理(第五版) 40通用 模式 9机制工艺80 通用模式 10数控工艺学120 11计算机应用基础60 通用模式 12创新与创业40 13铣工工艺学120通用模式 14autocad100通用模式 15车床数字控制40通用模式 16数控原理及系统100通用模
精华文档 利用低速数控加工中心在铝合金铸件上加工小孔
格式:pdf
大小:176KB
页数:3P
人气:81
4.4
针对电机生产企业数控加工中心加工的两种典型产品,文中介绍了制定相应定额标准的编制过程和结果,为单件、小批量生产类型的企业科学编制工艺定额提供了可行的方法。
格式:pdf
大小:71KB
页数:1P
人气:81
4.3
 铝合金铸件改进方法
铝合金铸件改进方法 美国专利us7452430本专利介绍了一种改进析出硬化型铝合金铸件的方法。其方法是把铝合金铸件加热到高温,并加高压力,然后降低压力,使铸件处在高温下,进行固溶处理,再进行淬火,时效强化。这种处理方法可以改进铸件的力学性能,提高铸件质量,同时比较经济。
格式:pdf
大小:1.2MB
页数:23P
人气:81
4.7
课程设计说明书 题目机电一体化技术与系统课程设计 --数控加工中心刀具换刀系统的设计 系别 专业 班级 姓名 设计时间 指导教师 xxxx年xx月xx日 xx学院 课程设计说明书 -1- 目录 一、课程设计任务,,,,,,,,,,,,,,,,,3 二、课程设计要求,,,,,,,,,,,,,,,,,4 三、课程设计参数设置,,,,,,,,,,,,,,,4 四、课程设计过程,,,,,,,,,,,,,,,,,4 第一节plc基本介绍,,,,,,,,,,,,,,4 1.1plc介绍,,,,,,,,,,,,,,,4 1.2plc的组成,,,,,,,,,,,,,,
格式:pdf
大小:6KB
页数:2P
人气:81
4.4

数控加工中心安全操作规程 1、机床通电后,检查各开关、按钮和键是否正常、灵活及机床是否有异常情况,发现异常 立即报告相关人员。 2、机床各坐标轴回零,空运转10-15min以上,方可操作。 3、操作前检查所有压力表,检查操作面板上的开关、指示灯以及安全装置是否正常。在需 手工润滑的地方添加润滑油。 4、在手脉及手动进给时,一定要弄清正负方向,认准按键,方可操作。 5、自动换刀前,首先检查显示器显示的主轴上的刀位号,刀库对应的刀座上不能安装有刀, 其次检查刀库是否乱刀(即刀库上的标号与控制器内的刀号不对应),避免主轴与刀柄相撞。 6、依工艺卡对应安装刀具到刀库上,检查是否定位好,并检查装置在主轴孔上的刀是否在 主轴孔内拉紧。 7、对所要运行的程序要在计算机上模拟运行确认无误后,填写好“数控机加工任务单”,并 由指导老师检查、审阅后,方可输入机床。 8、在运行任何程序之前,皆应
格式:pdf
大小:11KB
页数:6P
人气:81
4.6
1 数控加工中心管理制度 第一章总则 第一条为了做到对数控设备、加工中心等设备的正确使用和精心维护保 养,确保设备正常运行,根据公司实际情况,制定本制度。 第二条本制度适用于成都晋林石油机械公司。 第二章数控机床的特点及应用 第三条数控机床的特点 数控机床就是用数字化信号对机床运动及其加工过程进行控制的 一种加工设备。现代数控机床是一种典型的集光、机、电、磁技术 于一体的加工设备。数控加工设备主要分切(磨)削加工、压力加 工和特种加工(如电火花加工、线切割加工等)三大类。切削加工类 数控机床的加工过程能按预定的程序自动进行,消除了人为的操作 误差和实现了手工操作难以达到的控制精度,加工精度还可以通过 软件来校正和补偿,因此,可以获得比工作母机自身精度还要高的 加工精度及重复定位精度;工件在一次装夹后,能先后进行粗、精 加工,配置自动换刀装置后,还
最新文档 利用低速数控加工中心在铝合金铸件上加工小孔
格式:pdf
大小:209KB
页数:未知
人气:81
4.4
换档支架铝合金铸件降低针孔度熔体处理 对一种汽车换档支架铝合金铸件存在多针孔和硬质点等缺陷原因进行分析,提出了消除铸造缺陷方案,结合采用原料除油工艺、改进排杂净化除氢熔剂配方、控制熔炼温度、改进浇注过滤技术等,铸件的针孔度由原来的3级提高到1级,铸件的针孔率下降了50%左右,提升了产品的性能,有效降低了成本。
格式:pdf
大小:167KB
页数:未知
人气:81
4.7
铝合金铸件机箱四孔定位加工工艺方法研究 铸造铝合金材料因其良好的抗腐蚀性、流动性和切削加工性能,适合铸造薄壁、形状复杂和强度高的机箱等各类零件。根据实际生产过程中某薄壁类铸件机箱加工中易变形的问题,进行工艺流程改进,总结出铸件机箱的典型加工工艺方法,提高了产品质量和生产效率。
格式:pdf
大小:406KB
页数:2P
人气:81
4.7
在数控加工中心上进行法兰盘钻孔的编程分析 本校在进行产学结合的过程中,为某企业加工法兰盘,在数控车床上车削毛坯,然后用fanuc数控加工中心进行法兰盘的钻孔,加工的产品精度高,质量好,满足用户需求,现将钻孔的编程给予总结,希望能在实践中推广应用。
格式:pdf
大小:17KB
页数:2P
人气:81
4.3

为了保证数控加工的安全,便于检查、调整,编程时根据数控系统的指令,设置某一标准程序格式,提高编程的效率与可靠性。
格式:pdf
大小:32KB
页数:3P
人气:81
4.5
实木窗的发展及其数控加工中心的应用前景 在对新型实木窗和传统窗进行比较的基础上分析了实木窗的优点,结合我国具体国情和欧洲实木窗的普及情况,论述了我国与欧洲国家的实木窗及其数控加工中心技术的差距,分析了实木窗数控加工中心国产化和在国内的应用前景。
格式:pdf
大小:426KB
页数:2P
人气:81
4.5
金属型铝合金铸件铸造工艺探讨 某金属型铸造铝合金铸件结构复杂,易出现缩松缺陷,产品合格率低。通过对铸件结构和工艺性进行分析,找到了该铸件的铸造工艺难点及合理的铸造工艺方法。通过试验改进,解决了该铝合金铸件易出现的缩松问题。
格式:pdf
大小:14KB
页数:3P
人气:81
4.5
铝合金铸件中夹杂和氢含量关系 随着汽车工业的发展铝合金铸件的使用越来越多,对铸件的要求也越来越高。 除要求保证化学成分、力学性能和尺寸精度外,铝合金铸件还不允许有缩孔、缩 松、气孔、渣孔等铸造缺陷。铝液净化处理是保证高质量铝合金产品的措施之一, 也是提高铝合金综合质量的主要手段。铝液的精炼效果对气孔、缩孔、夹杂的形 成有重要的影响,且直接影响铝合金铸件的物理性能、力学性能。没有高质量的 铝液,即使后续处理再先进,缺陷一旦产生它就始终存在产品之中,高质量的铸 件就难以获得。因此必须重视铝液中的气体和夹杂物,并采取措施来清除铝液中 的气体和夹杂物。 1、铝液中的气体和夹杂物 铝液中的气体主要是氢气(约占80%~90%),其次是氮气、氧气、一氧化碳等。 氢几乎不溶于固态铝,而在液态溶解度很大。氢在固相线上下的溶解度为每100g 铝液的氢含量是0.65ml和0.
格式:pdf
大小:599KB
页数:4P
人气:81
4.6
盘类铝合金铸件低压铸造工艺优化 通过改善合金充型及凝固条件,对铝合金盘类铸件低压铸造工艺方案进行优化,消除了铸件表面类似“折叠”缺陷,获得了品质优良的铸件。
格式:pdf
大小:168KB
页数:未知
人气:81
4.6
国家标准《铝合金铸件》解读 1标准概况国家标准gb/t9438《铝合金铸件》于1988年首次制定,并于1999年进行第1次修订,2012年进行第2次修订。全国铸造标准化技术委员会委托沈阳铸造研究所等11家单位共同修订《铝合金铸件》国家标准。2012年8月形成《铝合金铸件》标准征求意见稿,2012年10月形成标准送审稿。2012年12月在天津进行了审查,最后形成了标准报批稿。

文辑创建者
我要分享 >
职位:一级消防工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐