利用氩气保护罩提高镍管焊接质量
2024-06-26
分析了纯镍的焊接性能及其影响因素。结合实际工作中的应用,针对工业纯镍的管材焊接工艺进行探讨。在钨极氩弧焊(tig焊)的基础上用自制氩气保护罩来避免镍在焊接过程中高温区域氧化严重的问题,同时结合其它保护措施及合理的焊接规范,明显地提高了镍管的焊接质量。

1.关于皮带轮保护罩,验厂中一般也是参考国标gb5083-1999,6.1.6条,以操作 人员的操作位置所在平面为基准,凡高度在2米以内的所有旋转的危险零部件及 危险部位,都必须设置防护装置。 2.对紧急出口的数量要求是根据工厂车间面积和员工人数来确定的。如果车间面 积较大,则要求两个紧急出口。或者即使车间面积不是很大,但是员工人数很多, 也需要设置两个安全出口。对于仓库安全出口的数量,与车间在面积要求上还有 不同。对于宿舍来说,也最好要有两道直通地面的楼梯,有两个标准衡量-单层 面积是否超过650平米,门口到楼梯是否超过15米。安全出口宽度也有要求,起 码1.1米,让员工输散时能顺利通过。工作时间,安全出口不能上锁,也不能被 货物或者产品堵塞。安全出口的门必须向外开。 3.洗眼器的种类: 1.固定式洗眼器。就是接上自来水管道的洗眼器,标准配置必须要两个向上,双
 自制塑料薄管王台保护罩
自制塑料薄管王台保护罩 育王时自复式移虫至王台成熟一般需要11天,即移虫之后到11天进入导台工作。在移虫过程中,稍移大点的幼虫,会提早出房。出房后的处女王常常将其他成熟王台咬光,前功尽弃。在实践中利用废旧透明塑料薄管做成王台保护罩,避免了王台早出毁台事故的发生。具体做法如下:找1根直径为1.5cm的废旧塑料薄管,越旧越好(新管有气味,对王台内幼虫羽化为处女王不利)。将薄膜管按每5cm长剪下1个,其数量按王台数而
编辑推荐下载
格式:pdf
大小:4.9MB
页数:31P
人气:70
 4.5
4.5
提高钢管桩接头焊接质量 申报单位:中交二航局第三工程有限公司 小组名称:中交二航三公司菲律宾达沃电厂码头工程 钢管桩焊接qc小组 二〇一四年四月 目录 一、工程概况.............................................1 二、小组概况.............................................2 三、选题理由..............................................2 四、现状调查..............................................3 五、确定目标..............................................4 六、原因分析........................................
格式:pdf
大小:9KB
页数:1P
人气:70
4.7
浅议提高管道焊接质量的提高措施 摘要:经过几十年的建设,我国从油田到炼厂的原油输送管线已经成网,基 本满足了原油的输送需要。近几年天然气、成品油输送管道建设则是正方兴未艾, 搞得热火朝天。钢质管道的焊接技术无论对管道建设施工的速度、质量,还是对 管道输送生产过程的安全和使用寿命都是一个不可忽视的重要环节。在输油(气) 管道建设的发展过程中,七十年代采用的是传统的手工电弧焊接工艺;八十年代 采用了较为先进的手工下向焊接技术,九十年代推广了药芯焊丝半自动焊接工 艺,并成为管线施工的主要工艺。而目前自动焊接工艺正在被人们所普遍重视。 关键词:管道焊接;质量;措施 一、焊接的定义以及焊接应力 焊接是被焊工件的材质(材质的相同和不同),通过加热或压力两种并用, 在焊接的过程中用或者不用填充材料,使工件的材质达到原子间的建立,形成永 久性的连接工艺。 在焊接过程中由于温度的变化产
热门文档 利用氩气保护罩提高镍管焊接质量
格式:pdf
大小:1.9MB
页数:1P
人气:70
4.7
电流互感器保护罩 电力系统用互感器是将电网高电压、大电流的信息传递到低电压、小电流二次侧的计量装置。互感器性能、环境的好坏,将直接影响到电力系统测量、计量的准确性。然而由于这些电流互感器的接线端子上无保护装置,接线端子处于裸露状态,在天气潮湿的情况下易产生电化反
格式:pdf
大小:22KB
页数:17P
人气:70
4.6
提高钢管桩接头焊接质量 一、工程概况 菲律宾达沃电厂码头工程(davaopowerplantproject-jettyand wharfpilingandstructure)为一座电厂卸煤码头,位于菲律宾南部棉 兰老岛达沃湾,达沃市西南方toril区,距离达沃市区约20km处(北 纬6°57′45″,东经125°28′55″)。 本工程桩基为钢管桩,钢管桩直径为1.2m,壁厚20mm,单根长 18.79-80m,总根数为187根,钢管桩总长为11197m,业主提供标准 节长度为24m,根据码头桩长表进行配桩焊接。焊接时间从2013年 8月6日开始,至2013年11月20日结束,施工周期为107天。 图1钢管桩接头焊接示意图 制图人:刘功鑫日期:2013年8 月15日 -1- 二、小组概况 为提高钢管桩焊接质量,我们
格式:pdf
大小:22KB
页数:17P
人气:70
4.7
提高钢管桩接头焊接质量 一、工程概况 菲律宾达沃电厂码头工程(davaopowerplantproject-jettyand wharfpilingandstructure)为一座电厂卸煤码头,位于菲律宾南部棉 兰老岛达沃湾,达沃市西南方toril区,距离达沃市区约20km处(北 纬6°57′45″,东经125°28′55″)。 本工程桩基为钢管桩,钢管桩直径为1.2m,壁厚20mm,单根长 18.79-80m,总根数为187根,钢管桩总长为11197m,业主提供标准 节长度为24m,根据码头桩长表进行配桩焊接。焊接时间从2013年 8月6日开始,至2013年11月20日结束,施工周期为107天。 图1钢管桩接头焊接示意图 制图人:刘功鑫日期:2013年8 月15日 -1- 二、小组概况 为提高钢管桩焊接质量,我们
格式:pdf
大小:24KB
页数:17P
人气:70
4.5
此文档收集于网络,如有侵权请联系网站删除 此文档仅供学习和交流 提高钢管桩接头焊接质量 一、工程概况 菲律宾达沃电厂码头工程(davaopowerplantproject-jettyand wharfpilingandstructure)为一座电厂卸煤码头,位于菲律宾南部棉 兰老岛达沃湾,达沃市西南方toril区,距离达沃市区约20km处(北 纬6°57′45″,东经125°28′55″)。 本工程桩基为钢管桩,钢管桩直径为1.2m,壁厚20mm,单根 长18.79-80m,总根数为187根,钢管桩总长为11197m,业主提供 标准节长度为24m,根据码头桩长表进行配桩焊接。焊接时间从2013 年8月6日开始,至2013年11月20日结束,施工周期为107天。 图1钢管桩接头焊接示意图 制图人:刘功鑫日期:2013年8 月
精华文档 利用氩气保护罩提高镍管焊接质量
格式:pdf
大小:3.9MB
页数:28P
人气:70
4.4
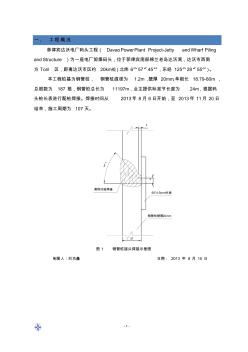
-1- 一、工程概况 菲律宾达沃电厂码头工程(davaopowerplantproject-jettyandwharfpiling andstructure)为一座电厂卸煤码头,位于菲律宾南部棉兰老岛达沃湾,达沃市西南 方toril区,距离达沃市区约20km处(北纬6°57′45″,东经125°28′55″)。 本工程桩基为钢管桩,钢管桩直径为1.2m,壁厚20mm,单根长18.79-80m, 总根数为187根,钢管桩总长为11197m,业主提供标准节长度为24m,根据码 头桩长表进行配桩焊接。焊接时间从2013年8月6日开始,至2013年11月20日 结束,施工周期为107天。 45 ° 5 3 20 50*4.5mm衬板 钢管桩壁厚20mm 满焊对接焊缝 图1钢管桩接头焊接示意图 制图人:刘功鑫日期:
格式:pdf
大小:124KB
页数:3P
人气:70
4.4
谈钢筋焊接质量的提高 目前公路施工中所有的钢筋焊接都是由手工完成的,可以说焊工的技术水平在很大程度上代表了焊件的质量,只有提高焊工的技术水平,严格执行焊接工艺,在焊接材料的保管上注意方法,加强管理,才能从根本上解决焊接节点的质量问题。
格式:pdf
大小:171KB
页数:3P
人气:70
4.8
谈提高型钢柱的焊接质量 通过分析影响型钢柱焊接的主要因素,制定了一系列质量控制措施,然后在明确焊接质量标准和检验要求的基础上提出了质量管理措施,最后从安全、文明、环保方面总结了注意要点,以确保型钢柱焊接质量。
格式:pdf
大小:23KB
页数:18P
人气:70
4.8

提高钢管桩接头焊接质量 一、工程概况 菲律宾达沃电厂码头工程(davaopowerplantproject-jettyand wharfpilingandstructure)为一座电厂卸煤码头,位于菲律宾南部棉 兰老岛达沃湾,达沃市西南方toril区,距离达沃市区约20km处(北 纬6°57′45″,东经125°28′55″)。 本工程桩基为钢管桩,钢管桩直径为1.2m,壁厚20mm,单根 长18.79-80m,总根数为187根,钢管桩总长为11197m,业主提供 标准节长度为24m,根据码头桩长表进行配桩焊接。焊接时间从2013 年8月6日开始,至2013年11月20日结束,施工周期为107天。 图1钢管桩接头焊接示意图 制图人:刘功鑫日期:2013年8 月15日 -1- 二、小组概况 为提高钢管桩焊接质量,我
格式:pdf
大小:173KB
页数:6P
人气:70
4.7
本文介绍了该qc小组运用qc方法,通过多次pdca科研实施,研制成功了一种用于焊接钢结构工程的专用焊条,提高了工程的焊接质量和效率,得到了业主和监理的首肯。
最新文档 利用氩气保护罩提高镍管焊接质量
格式:pdf
大小:613KB
页数:13P
人气:70
4.6

1 提高不锈钢油烟风管焊接质 企业名称:xxxxxxx有限公司 小组名称:xxxxxxxx项目部qc小组 2 提高不锈钢油烟风管焊接质量 xxxxxx有限公司 xxxxxxxx项目部qc小组 一、工程概况 xxxxxx项目,位于xx市xx区xxx大道与xx路交汇处,该项目总用地面积12554.29 平方米,建筑面积120481.01平方米。本项目共分为a座、b座、c座三个单体,均为框 架剪力墙结构,功能为办公商业综合体。商业部分机电工程包含有不锈钢油烟风管的施 工,风管采用奥氏体不锈钢,板材厚度1.0mm,总工程量约3800平米。 二、小组简介 小组名称 xxxxxx有限公司 xxxxxx项目部qc小组 小组类型问题解决型活动时间2018年9月-10月 课题名称提高不锈钢油烟风管焊接质量小组人数4 小组简 介 小组职务姓名性别年
格式:pdf
大小:9KB
页数:1P
人气:70
4.6
提高长输管线焊接质量的措施探讨 【摘要】我国能源分布不均,常常需要远程输送、调动能源,这就需要与之 配套的长距离输送管线,长距离管线的焊接质量则是管线质量及寿命的重要影响 因素。本文简要介绍了长输管线的常用焊接技术,分析了影响焊接质量的主要因 素,并探讨了提高焊接质量的主要途径。 【关键词】长输管线焊接质量措施探讨 1长输管线的常用焊接技术 随着科学技术的进步,长输管线的焊接技术也在不断发展与提高,目前主要 的焊接技术有自保护药芯焊丝半自动焊,全自动焊,以及焊条电弧向下焊3种。 3种焊接工艺各具优势,也各有缺陷,自保护药芯焊丝半自动焊抗风能力强,但 不能进行根焊;全自动焊作业效率高,但对设备要求较高;条电弧向下焊灵活性 好,使用方便快捷,但抗风能力差。如何根据实际焊接作业要求进行焊接工艺的 选择,是影响长输管线焊接质量的重要因素。 2影响长输管线焊接质量的主要因
格式:pdf
大小:11KB
页数:1P
人气:70
4.4
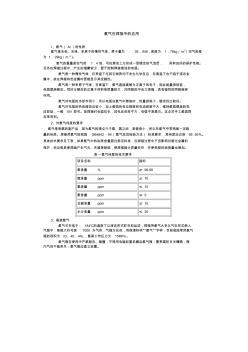
氩气在焊接中的应用 1、氩气(ar)的性质 氩气是无色、无味、单原子的惰性气体,原子量为39.948,密度为1.78kg/m3(空气密度 为1.29kg/m3)。 氩气的重量是空气的1.4倍,可在熔池上方形成一层稳定的气流层,具有良好的保护性能。 另外在焊接过程中,产生的烟雾较少,便于控制焊接熔池和电弧。 氩气是一种惰性气体,在常温下与其它物质均不发生化学反应,在高温下也不溶于液态金 属中,故在焊接有色金属时更能显示其优越性。 氩气是一种单原子气体,在高温下,氩气直接离解为正离子和电子,因此能量损耗低, 电弧燃烧稳定。同时分解后的正离子体积和质量较大,对阴极的冲击力很强,具有强烈的阴极破碎 作用。 氩气对电弧的冷却作用小,所以电弧在氩气中燃烧时,热量损耗小,稳定性比较好。 氩气对电弧的热收缩效应较小,加上氩弧的电位梯度和电流密度不大,维持氩弧燃烧的电 压较低,一般10v即
格式:pdf
大小:180KB
页数:3P
人气:70
4.7
高合金不锈钢和耐热钢管焊接氩气保护罩 针对高合金不锈钢和耐热钢管焊接接头施焊需要氩气保护(防止接头产生氧化、气孔等缺陷)的特点,设计了一种焊接保护罩,可提高焊接一次合格率并节约氩气,降低工程施工成本。介绍了这一焊接保护罩的结构及其使用方法。
格式:pdf
大小:60KB
页数:1P
人气:70
4.8
插管患者防水保护罩的制作与应用 目前,临床上许多患者需施行插管治疗,由于插管是连通患者体内的,且在治疗期间不能拔除,此类患者在沐浴时必须防止不洁净的水触及插管口或是沿插管流入体内,造成感染。目前常用的方法,只能是用大量的防水膜将插管处反复缠绕,不仅防水效果差,容易发生污水渗漏,而且操作繁琐,给患者带来诸多不便,影响其感受。
格式:pdf
大小:104KB
页数:1P
人气:70
4.7
如何提高灰铸铁的焊接质量 铸铁由于具有较低的熔点、优良的铸造性能、良好的切削加工性能、良好的耐磨性、减振性、生产工艺简单、成本低合金化以后还具有良好的耐热性和耐腐蚀性等优点,所以被广泛的运用于工业生产的构件中。
格式:pdf
大小:695KB
页数:25P
人气:70
4.6

焊接质量管理标准 编制:制造工艺工程部 审核:段伟群 批准:王晓军 日期:2006年9月1日 焊接质量管理标准 1范围 本标准规定了焊接质量检查的标准、检查的方法和焊接缺陷的处理。 本标准适用于车体开发和批生产阶段的焊接质量的检查。 2目的 焊接在制造安全、舒适的汽车方面起着重要的作用,焊接问题和对顾客生命 构成伤害的重要缺陷相关联。因此,本标准将具体、详细的介绍检查项目和检 查标准,以便有效的控制焊接质量。 3检查周期 3.1开发阶段:每个时期,至少一台车进行全破坏检查; 3.2批生产阶段:讨论和确定全破坏检查的详细内容,由质检部门负责周期检 查和生产过程中的检查。 a)全破坏检查:每4个月检查一次; b)周期检查:依据生产检查表进行检查; c)生产过程中的检查:讨论确定需要目视和半破坏检查的部位。 4焊接质量等级 具体内容见表1 表1
格式:pdf
大小:587KB
页数:34P
人气:70
4.4
1.1.目的 为了提高天生港电厂技改工程的焊接质量,鼓励和激发广大焊接人员的工作积极性,确保受监焊口的 一次合格率在95%以上。 1.2.适用范围 南通天电技改工程(2*330mw机组)焊接物资、焊接施工、焊接质检所涉及各项目的管理。 1.3.相关文件 1.3.1.国家及电力系统行业管理的有关政策、法令、条例、标准; 1.3.2.电力系统的规程、规范和规则; 1.3.3.dl647-1998电力工业锅炉压力容器检验规程; 1.3.4.dl5031-94电力建设施工验收技术规范(管道篇); 1.3.5.dl5048-95电力建设施工验收技术规范(管道焊缝超声波篇); 1.3.6.dlt5069-1996电力建设施工验收技术规范(钢制承压管道对接焊缝射线检验篇); 1.3.7.dl5007-92电力建设施工验收规范(火力发电厂焊接篇); 1.3.8.火电
文辑创建者
我要分享 >
职位:给排水专业工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐