量子遗传算法的钢管焊接结构焊缝损伤识别
2025-03-07
利用从发射台骨架试验模型获取的模态参数,选择识别结果中精度较好的模态频率作为模型修正的基准频率。通过对待修正参数的灵敏度分析,运用ANSYS和MATLAB软件对有限元模型进行了修正。以实测模态和计算模态之间的误差建立一个带约束边界的非线性最小二乘目标函数,将损伤识别问题转化为优化问题,引入量子遗传算法处理模态参数,进行结构的损伤识别。为了让量子遗传算法更适用于结构工程损伤识别领域,提出了改进的动态策略调整量子门旋转角。以有限元模型焊接结点单元组弹性模量的降低模拟焊缝损伤,并假定了损伤工况,对发射台骨架模型的数值仿真及试验研究表明:该损伤识别方法识别效果较为理想,为解决这种复杂焊接结构焊缝损伤识别问题提供了新的思路。

 钢管焊接时法兰盘的找正及焊缝接口处的操作
钢管焊接时法兰盘的找正及焊缝接口处的操作 分析焊钢管焊法兰盘时,法兰盘与钢管不垂直的原因及其焊接时焊缝接口处的操作
锅炉异种钢管焊接接头焊缝稀释率试验 异种钢焊接的稀释率对焊接质量有影响,通过焊缝的稀释率与接头坡口形式、焊接工艺关系试验与分析,采用试验推荐的坡口形式及焊接参数可将焊缝稀释率控制在所要求的范围内。
编辑推荐下载
格式:pdf
大小:137KB
页数:未知
人气:73
 4.5
4.5
小直径钢管体全熔透焊缝焊接方法的比较 该文以手弧焊(smaw),埋弧焊,钨极气体保护焊和熔化极气体保护焊四种通用焊接方法为例,从生产率,实现焊接质量保证的难度,劳动强度,技术先进性和经济效益方面对小直径钢筒体的全熔透焊缝进行了比较。认为gmaw具有最强的竞争力,saw对厚壁筒最合适,gtaw缺点是熔敷效率太低,而传充的smaw在较长时期内仍不会被完全淘汰。
格式:pdf
大小:221KB
页数:3P
人气:73
4.6
304+20R复合钢管焊接及焊缝裂纹修复 通过对咸阳500万t/年常减压装置减压转油线复合钢管304+20r(规格为φ2042×(18+3))焊缝裂纹的分析,确定其裂纹产生的主要原因。根据不同的管径和缺陷所在位置制定相应的修复工艺,并对复合钢焊缝裂纹进行全面修复,论述了复合钢管的焊接材料选用、焊接顺序以及焊缝缺陷的返修等焊接工艺。
热门文档 量子遗传算法的钢管焊接结构焊缝损伤识别
格式:pdf
大小:21KB
页数:2P
人气:73
4.4
工程分包合同 甲方: 乙方: 根据《中华人民共和国合同法》、《中华人民共和国建筑法》及《建设工程施工合同管理办法》 等法律、法规规定,结合本工程具体情况,本着协商一致、等价有偿、诚实守信原则,签订本建设 工程合同,以供双方共同遵守。 一、工程概况: 1、工程名称: 2、工程地点: 3、工程内容及承包范围:管道铺设、焊接、测漏直至完工使用。 二、工期: 本工程从2018年4月5日开始,2018年5月20日前完工。 三、工程质量: 1、乙方必须严格按甲方提出的技术要求和现行施工规范及标准施工,并甲方现场代表的监督、 检查、检验。乙方应为检查人员提供便利条件并给予积极配合。对不合格的部分按甲方代表的要求 限期返工修改,乙方自行承担由自身原因导致返工修改的费用。乙方不得自行改变施工要求及降低 工程质量标准。 2、若因乙方工程质量达不到标准或因技术素质差、劳动力不足,或因工
格式:pdf
大小:188KB
页数:7P
人气:73
4.5

钢管焊接及焊缝外观检查记录表 rgsz0905.07.06 工程名称卓尔高层创意空间2#、3#楼燃气管道工程施焊日期2013年月日天气晴 管材及管径坡口形式v预热温度 焊接方式手工电弧焊焊条型号e4303、j422焊丝型号 焊口 编号 管号 (原 材料) 焊缝位置 (所在桩号) 坡口内外 清理范围 (㎜) 钝边 (mm) 坡口 角度 (°) 间隙 (mm) 内壁错 边量 (㎜) 螺旋焊 道间距 (mm) 表面缺陷外观 合格 情况 抽查 结果 抽查人 签字 气孔夹渣 咬边 (㎜) 未焊透 (㎜) 余高 (㎜) dn800120#b-2栋调压箱处110.9461.30.1无无000.2ⅱ合格 dn800220#b-2栋调压箱处130.6691.10.2无无000.3ⅱ合格 dn80032
格式:pdf
大小:13KB
页数:8P
人气:73
4.3

d(a)圆形口方形口六边形口边×边×厚 %20×20×3 40.098厚度%kg/m厚度%kg/m4 4.50.1250.21.571078.525×25×3 50.1540.1960.251.9631186.44 5.60.1930.32.3551294.230×30×4 60.2220.2830.352.74813102.132×32×3 6.30.2450.43.1414109.94 70.3020.3850.453.53315117.836×36×3 80.3950.5020.4350.53.92516125.64 90.4990.6360.5510.554.31817133.540×40×3 100.6170.7850.68
格式:pdf
大小:330KB
页数:4P
人气:73
3
基于era算法的结构损伤识别及试验研究——针对多孔砖砌体结构,分别进行了理论计算、有限元分析及其基于特征值实现法(era)的模态实验分析,通过对比表明3种方法分析的结果较为吻合,说明了识别的结果的正确性。根据识别出的频率,得出了损伤前后的变化规律,说...
精华文档 量子遗传算法的钢管焊接结构焊缝损伤识别
格式:pdf
大小:237KB
页数:未知
人气:73
4.7
基于量子遗传算法的成品门幅模型参数优化设计 为了解决热定型中影响成品织物门幅的工艺参数难以定量设计的关键技术难题。提出了将量子遗传算法用于成品门幅模型工艺参数优化设计中。建立优化模型,基于该模型采用量子遗传算法,实现了影响成品门幅的工艺参数精确定量设计。用该方法得到的工艺参数加工弹力布,生产成品的门幅与用户要求指标的偏差小于0.1%,完全满足实际生产要求。同时将量子遗传算法与遗传算法在工艺参数的优化设计中进行比较,得出当迭代种群逐渐增大时,量子遗传算法在工艺参数的优化设计中的优势更加明显。
格式:pdf
大小:264KB
页数:19P
人气:73
4.4

焊接结构学课程设计 专业:材料成型及控制工程 学号: 姓名: 指导老师: 二零一六年六月 锅炉的焊接结构工艺设计 kjeleprosessdesignsveisetstrukturer (立式常横水管锅炉) 学院:材料科学与工程学院 班级:焊接(3)班 学号: 姓名: 指导老师: 2016年6月 1 目录 目录..................................................................................................................................................1 摘要.........................................................................
格式:pdf
大小:64KB
页数:未知
人气:73
4.4
大直径钢管环焊缝自动组装焊接系统 水电站压力钢管道施工中钢管往往具有大小不同的椭圆度,为解决这一问题,特研制“大直径压力钢管环焊缝组装对接自动化系统”。本文简要介绍该系统的结构、组成及工作原理。
最新文档 量子遗传算法的钢管焊接结构焊缝损伤识别
格式:pdf
大小:20KB
页数:3P
人气:73
4.7
钢管焊接施工工艺方法 (一)焊条、焊剂及焊丝 1、根据16mn焊接性,选用j506焊条,ho8mna焊丝及nj431焊剂。 2、所有焊接材料均应有出厂合格证书,焊条在极限抗拉强度屈服点和延伸等方面应与 母材适应。 3、到货焊接材料按标书规定作生产性焊接工艺试验,以证明每一批焊接材料的机械特 性符合规范要求。 4、焊接材料在使用前按厂家建议的条件烘烤及分类存放,随焊随取,洞内施焊时,焊 工随配保温筒,随用随取,并盖上保温筒。 (二)钢管的焊接(环缝) 1、焊接程序和工艺的选定 (1)钢管焊接前经过试验制定钢管及其它部件的焊接程序和工艺,在开始焊接前30 天,递交焊接程序的报告,报送监理工程师批准,在焊接程序和工艺报告中,至少提供下 列资料: ⅰ、焊接程序(包括手工电弧焊、自动埋弧焊等); ⅱ、材料标准,焊接规范及焊接的厚度范围; ⅲ、焊缝设计(如坡口角度和尺寸、根部间隙、可能
格式:pdf
大小:14KB
页数:2P
人气:73
4.3

钢管焊接施工方法 (1)检验:钢管在使用前,必须先进行检验,要求管节的材料、规格、压 力等级、加工质量应符合设计规定。在充分照明的条件下进行目视外观检查,内 外表面不得有裂缝、折叠、轧折、离层、发纹、结疤等缺陷。 (2)切割:管道切割前应根据材质不同和直径大小选择不同的切割方式, 如手工切割、机械切割、火焰切割等,但不得用电焊代替切割。切割的管口应平 整,内壁毛刺应及时清除。切口质量应符合下列规定:切口表面应平整,无裂纹、 重皮、毛刺、凹凸、缩口、熔渣、氧化铁及铁屑;切口端面倾斜偏差不应大于管 子外径的1%。 (3)坡口:管道焊接前应按设计文件和焊接工艺的要求进行坡口。管道坡 口加工宜采用机械方法,也可采用等离子弧、氧乙炔等热加工方法。采用热加工 方法加工坡口后,应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并 将凹凸不平处打磨平整。 (4)组对:焊接接头组对前
格式:pdf
大小:501KB
页数:3P
人气:73
4.8
大直径钢管环焊缝自动组装焊接系统 在水电站压力钢管道施工中,钢管接头处往往具有大小不同的椭圆度,为解决这一问题,特地研制了"大直径压力钢管环焊缝组装对接自动化系统"。简要介绍了该系统的结构、组成及工作原理。
格式:pdf
大小:204KB
页数:5P
人气:73
4.7
页眉内容 渭南市抽黄供水工程党渭输水线路试验段 合同编号:shxjh2014-02-10/chgs-dwsyd 钢管焊接施工方案 批准: 审核: 编制: 中国葛洲坝集团股份有限公司 渭南抽黄供水项目部 二〇一四年七月 第一章、工程概况: 本标段合同编号shxjh2014-02-10/chgs-dwsyd,桩号dw1(1+327.61)~dw4(12+265.41), 起点位于党睦镇以西,林吉村以东,末点位于交口抽渭总干渠以北,蔺店镇永安坊村以西,试验段 全长10.94km。试验段输水管线设计流量采用党渭输水设计流量3.25m3/s;试验段输水管道选用单 根dn1800mm、0.6mpa抗硫酸盐侵蚀预应力钢筒混凝土管。 工程内容,预应力钢筒混凝土管的安装,管件焊接及安装。 第二章、施工准备 1.熟悉图纸及设计要求。 2.同业主、设计
格式:pdf
大小:7.9MB
页数:11P
人气:73
4.8
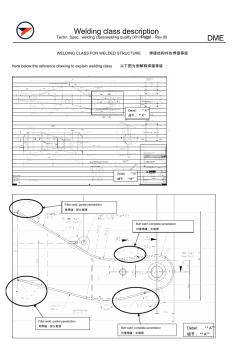
weldingclassdescription techn.spec.:weldingclass/weldingquality001/page1of11-rev.00dme weldingclassforweldedstructure焊接结构件的焊接等级 herebelowthereferencedrawingtoexplainweldingclass以下图为例解释焊接等级: detail:“a” 细节:“a” 细节:“b” detail:“b” detail:“a” 细节:“a”对接焊缝:全熔透 buttweld:completepenetration 角焊缝:部分熔透 filletweld:partialpenetration 对接焊缝:全熔透 buttweld:completepene
格式:pdf
大小:13KB
页数:5P
人气:73
4.6
1 第五章焊接结构的装配与焊接工艺 装配与焊接是焊接结构生产过程中的核心,直接关系到焊接结构的质量和生产效率。 同一种焊接结构,由于其生产批量、生产条件不同,或由于结构形式不同,可有不同的装配 方式、不同的焊接工艺、不同的装配—焊接顺序,也就会有不同的工艺过程。本章重点介绍 装配与焊接工艺方法。 第一节焊接结构的装配 装配是将焊前加工好的零、部件,采用适当的工艺方法,按生产图样和技术要求连接成 部件或整个产品的工艺过程。 一、装配方式的分类 装配方式可按结构类型及生产批量、工艺过程、工艺方法及工作地点来分类。 (一)按结构类型及生产批量的大小分类 1.单件小批量生产 单件小批量生产的结构经常采用划线定位的装配方法。该方法所用的工具、设备比较简单, 一般是在装配台上进行。划线法装配工作比较繁重,要获得较高的装配精度,要求装配工人 必须具有熟练的操作技术。 2.成批生
格式:pdf
大小:48KB
页数:3P
人气:73
4.8
焊接结构件焊缝缺陷的无损检测技术研究 焊接结构件是能源、化工、核电等设备中不可缺少的部件。在高效益的需求下,能源化工等设备正向大型化发展,并在焊接产品制造过程、使用过程和恶劣危险的环境检验中需要进行无损检测,以保证产品的安全,这是发展自动超声无损检测技术与设备的主要原因。随着先进超声传感器的开发,信号采集速度与计算机功能的提高,信号处理模式识别与人工智能软件的逐步成熟,焊接件超声波检测已逐步摆脱最初的单一手工操作方式,进入了自动超声波检测的时代。
格式:pdf
大小:339KB
页数:3P
人气:73
3
基于图像过渡区的co2气体保护焊焊缝识别算法——利用过渡区图像分割技术实现co2气体保护焊焊缝的识别。采集到的焊缝图像在目标区和背景区存在过渡区域,在直方图上表现为双峰之间的谷比较宽广且平坦。通过对原始图像进行高端剪切和低端剪切变换,利用不同灰度像...
格式:pdf
大小:2.4MB
页数:1P
人气:73
4.4
焊接结构件焊接变形的控制方法研究 随着科学技术的发展,焊接技术也有了长足的进步,尤其是现代焊接的技术有着非常鲜明的优势和特点,朝着精细化的方向不断快速发展,不过,发展的过程中受到了相应的制约,制约其发展的主要因素是焊接残余应力和钢结构变形控制.在钢结构的多种连接方法中,焊接占据着非常重要的位置,并且这种技术的优势得到了充分的发挥,节约钢材、操作迅速等.所以,对钢结构残余应力和焊接变形控制进行全面、深入地研究是非常必要的.
文辑创建者
我要分享 >
职位:安全质量环境管理员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐