门窗用PVC-U型材的功能结构尺寸和公差
2025-04-01
本文通过国内外的对照,说明检测门窗用PVC-U型材功能结构尺寸和公差的重要性。仅按GB 8814检测门窗用PVC-U型材是很不全面的。

 PVC-U门窗异型材加热后尺寸变化率的研究
PVC-U门窗异型材加热后尺寸变化率的研究 研究了生产工艺和配方对pvc-u门窗异型材加热后尺寸变化率的影响,结果表明:随着牵引速度的增加,加热后型材尺寸变化率大幅上升;cpe和加工改性剂acr用量的小幅度变化,对加热后型材尺寸变化率的影响较小,可以忽略;caco3的用量与加热后型材尺寸变化率成反比。
PVC-U门窗异型材加热后尺寸变化率的研究 研究了生产工艺和配方对pvc—u门窗异型材加热后尺寸变化率的影响,结果表明:随着牵引速度的增加,加热后型材尺寸变化率大幅上升;cpe和加工改性剂acr用量的小幅度变化,对加热后型材尺寸变化率的影响较小,可以忽略;caco3的用量与加热后型材尺寸变化率成反比。
编辑推荐下载
格式:pdf
大小:17KB
页数:1P
人气:78
 4.6
4.6
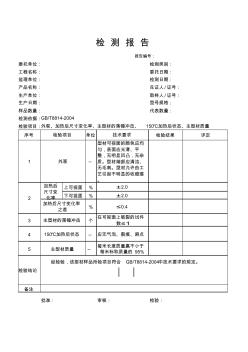
委托单位:检测类别: 工程名称:委托日期: 监理单位:检测日期: 产品名称:见证人/证号: 生产单位:取样人/证号: 生产日期:型号规格: 样品数量:代表数量: 检测依据: 检验项目: 序号单位检验结果评定 1-- 上可视面% 下可视面% % 3个 4-- 5-- 备注 批准:审核:检验: 2 检验结论 加热后 尺寸变 化率 经检验,该型材样品所检项目符合gb/t8814-2004中技术要求的规定。 150℃加热后状态应无气泡、裂痕、麻点 外观 型材可视面的颜色应均 匀,表面应光滑、平 整,无明显凹凸,无杂 质。型材端部应清洁、 无毛刺。型材允许由工 艺引起不明显的收缩痕 。 ±2.0 ±2.0 主型材质量 每米长度质量赢不小于 每米标称质量的95% 加热后尺寸变化率 之差 ≤0.4 主型材的落锤冲击 在可视面上破裂的试件 数≤1 g
格式:pdf
大小:623KB
页数:2P
人气:78
4.7
门窗PVC-U主型材可焊接性和角强度 本文介绍了门窗pvc-u主型材可焊接性与角强度检测方法的不同,并详细说明两种检测方法得出的检测结果的区别,新门窗标准和型材标准中相关规定的联系与区别,以及理论计算fc和试验测得fc,目的在于说明采用可焊接性检测方法,并通过计算得到受压弯曲应力σc,比采用角强度检测方法得出的结果更具科学、公正、合理性。
热门文档 门窗用PVC-U型材的功能结构尺寸和公差
格式:pdf
大小:9KB
页数:1P
人气:78
4.3
3门窗用材料 3.1一般规定 3.1.1门窗受力杆件应经试验或设计计算确定,100m以上建筑外门窗应出具抗风压计算书。 3.1.2门窗采用的型材、增强型钢、密封条、密封胶、玻璃和五金件等均应符合现行国家 标准和相应标准、规范的有关规定。 3.1.3门窗应通过型材和玻璃制品的合理选择与搭配,满足建筑设计中的节能、使用安全 和其它物理、力学性能要求。 3.1.4门窗五金件应具有足够的强度,启闭灵活、无噪声,满足使用、环保、耐腐蚀、抗 疲劳、易更换和安全的要求。其表面质量应具有良好的耐候性,手触摸的部位表面应光滑 并具有良好的耐磨性。与门窗型材直接接触的五金件、紧固件、密封条、玻璃垫块和密封 胶等材料应与其相容。 3.1.5正常使用条件下,中空玻璃的使用寿命不得低于15年。 3.2门窗型材 3.2.1未增塑聚氯乙烯(pvc-u)型材应符合现行国家标准《门、窗用未增塑聚氯
格式:pdf
大小:84KB
页数:未知
人气:78
4.7
《门、窗框用硬聚氯乙烯(PVC-U)型材》新国标实施 gb/t8814—1998《门、窗框用硬聚氯乙烯(pvc—u)型材》国家标准于1998年9月29日发布,1999年5月1日正式实施。从新标准生效之日起,旧标准gb/t8814-88即废止。上述标准从发布之日起到实施之日止,中间有半年的时间让各生产企业过渡、调整,按标准的要求对产品的配方、工艺进行适当的调整,组织生产,生产出达标的产品。gb/t8814一1998标准对gb/t8814一88标准的五项项目指标进行了适当的修改,如拉伸试验的
格式:pdf
大小:131KB
页数:2P
人气:78
4.6
浅谈PVC-U异型材加热后尺寸变化率的影响因素 作者从原材料、设备、挤出工艺和检测时间4个方面讨论了影响pvc-u异型材尺寸变化率的因素。
精华文档 门窗用PVC-U型材的功能结构尺寸和公差
格式:pdf
大小:427KB
页数:3P
人气:78
4.5
PVC-U异型材门窗焊接工艺的探讨 采用四因素三水平正交试验考察了影响pvc-u异型材门窗焊接强度的关键因素(焊接温度、熔融时间、焊接时间、焊接压力等)。结果表明:①影响pvc-u异型材门窗焊角强度的最主要因素是熔融时间,之后依次是焊接时间、焊接压力、焊接温度;②适宜的工艺条件为:焊接温度245~255℃、熔融时间30s左右、焊接时间30s左右、焊接压力0.4mpa左右。
格式:pdf
大小:13KB
页数:5P
人气:78
4.7
1 门窗副框尺寸允许偏差是多少 平开门扇与框搭接宽度允许偏差±2mm; 平开门窗同樘门窗相邻扇的横角高度差允许偏差±2mm; 平开门窗框铰链部位的配合间隔c允许偏差+2mm、-1mm; 推拉门窗门搭接亮度允许偏差+1.5mm、-3mm; 推拉门窗扇与框或相邻扇立边水平度允许偏差±2mm 一、加工检查1、型材检查1.1长度尺寸允许偏差+15mm、-0mm。1.2断面 尺寸允许偏差±0.3mm。1.3扣条与主料配合缝允许偏差0.3mm。1.4壁厚允许 偏差±0.1mm。1.5表面应平滑,不允许有裂纹及影响使用杂质和气泡等缺陷。1.6 颜色一致,不能有明显色差。2、下料检查2.1尺寸允许偏差±0.5mm。2.2断面 尺寸允许偏差±0.3mm。2.3扣条与主料配合缝允许偏差0.3mm。2.4弯曲度允 许偏差
格式:pdf
大小:324KB
页数:未知
人气:78
4.7
PVC-U塑料门窗型材抗冲改性剂应用 通过对氯化聚乙烯(cpe)和聚丙烯酸酯(acr)抗冲改性剂的性能及其抗冲机理的分析,对目前国内塑料门窗使用的抗冲改性剂提出了一些建议。
最新文档 门窗用PVC-U型材的功能结构尺寸和公差
格式:pdf
大小:616KB
页数:4P
人气:78
4.7
从PVC-U型材标准的变化看型材质量的区分 gb/t8814-2004《门、窗用未增塑聚氯乙烯(pvc-u)型材》已实施。通过对pvc-u型材标准前后变化的比较,以及对新标准的主要性能要求的分析,以区分pvc-u型材的质量。
格式:pdf
大小:73KB
页数:2P
人气:78
4.6
PVC—U门窗异型材挤出过程的弯曲变形与对策 PVC—U门窗异型材挤出过程的弯曲变形与对策
格式:pdf
大小:27KB
页数:8P
人气:78
4.8
门、窗用未增塑聚氯乙烯(pvc-u)型材作业指导书 1范围 本标准适用于颜色范围在l≥82,-2.5≤a≤5,-5≤b≤15内的未增塑聚氯乙 烯型材。 2规范性引用文件 gb/t1633-2000 gb/t2828.1-2003 gb/t9341-2000 gb/t13525-1992 gb/t16422.2-1999 iso179:2000 3要求 5.1材料性能 型材材料的性能应满足要求。 5.2外观 型材可视面的颜色应均匀,表面应光滑、平整、无明显凹凸,无杂质。型材 端部应清洁、无毛刺。 型材允许有由工艺引起不明显的收缩痕。 5.3尺寸和偏差 5.3.1外形尺寸和极限偏差 型材外形尺寸极限偏差应符合表4的规定 表4外形尺寸和极限偏差单位为毫米 外形尺寸极限偏差 厚度(d)≤80±0.3 >80±0.5 宽度(w)±0
格式:pdf
大小:947KB
页数:3P
人气:78
4.3
门、窗用PVC-U塑料异型材截面设计思路 简述门、窗用pvc-u塑料异型材截面设计流程及方法,应首先考虑目标地区的气候特点,然后从塑料门窗的抗风压性能、气密性能、水密性能、保温性能、空气声隔声性能、采光性能等六大性能着手确定截面设计方案,并参照塑料门窗标准进行细节设计,最后对门窗截面进行各种数据验证。
格式:pdf
大小:599KB
页数:3P
人气:78
4.6
浅议门、窗用PVC-U塑料异型材发展趋势 简述了pvc-u塑料异型材技术现状和发展趋势。着重阐述了塑料异型材正向大尺寸、厚壁厚、腔室、多密封方向发展。目前,塑料异型材表面彩色化已经普及,对推拉门窗性能有所提升。胶条后共挤得到了改进并广泛应用。塑料异型材在理论设计、技术验证方面都取得了长足进步。
格式:pdf
大小:54KB
页数:5P
人气:78
4.4
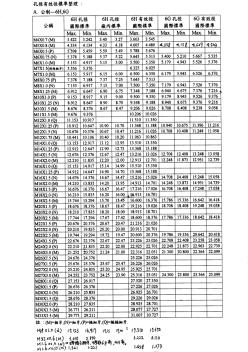
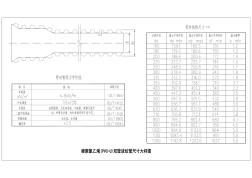
硬聚氯乙烯(pvc-u)管材外径和壁厚极限偏差 发布日期:1991-07-03 本标准参照采用国际标准iso3606——1976《硬聚氯乙烯(pvc) 管材外径和壁厚》。 1主题内容与适用范围本标准规定了各种流体输送用圆截面硬聚氯 乙烯(pvc-u)管材(以下简称管材)外径和壁厚允许的极限偏差。 本标准适用于各种流体输送用圆截面硬聚氯乙烯(pvc-u)管材。2 引用标准gb4217热塑性塑料管材的公称外径和公称压力(公制 系列)gb8806塑料管材尺寸测量方法gb10798热塑性塑料 管材通用壁厚表 3外径极限偏差3.1定义3.1.1公称外径(de):符合gb4217 表中所列的管材公称外径的一种。3.1.2任何部位外径(di):管材 任何横断面任何直径的测量值。测量结果精确到0.1mm。小数点后 第二位大于零时进
格式:pdf
大小:214KB
页数:3P
人气:78
4.7
从工艺条件提高PVC-U异型材的性能 加工工艺对塑料异型材的物理化学性能有重要影响,本文重点从加工工艺和填充等方面来研究对pvc型材的性能影响,并设计高效的型材配方。
格式:pdf
大小:2.9MB
页数:11P
人气:78
4.4
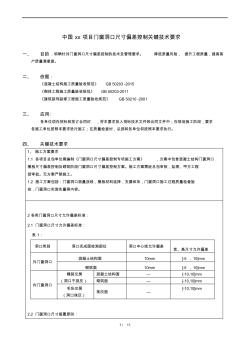
1/11 中国xx项目门窗洞口尺寸偏差控制关键技术要求 一、目的:明确针对门窗洞口尺寸偏差控制的技术及管理要求。降低质量风险,提升工程质量,提高客 户质量满意度。 二、依据: 《混凝土结构施工质量验收规范》gb50203-2015 《砌体工程施工质量验收规范》gb50203-2011 《建筑装饰装修工程施工质量验收规范》gb50210-2001 三、应用: 各单位须在招标和签订合同时,将本要求放入招标技术文件和合同文件中;在现场施工阶段,要求 各施工单位按照本要求进行施工;在质量检查时,总部和各单位将按照本要求执行。 四、关键技术要求 1、施工方案要求 1.1各项目总包单位需编制《门窗洞口尺寸偏差控制专项施工方案》,方案中包含混凝土结构门窗洞口 模板尺寸偏差控制及砌筑阶段门窗洞口尺寸偏差控制方案。施工方案需经总包审核,监理、甲方工程
格式:pdf
大小:476KB
页数:3P
人气:78
4.3
PVC-U型材断面结构及壁厚对其焊角强度的影响 本文叙述了国家和行业标准对门、窗用未增塑聚氯乙烯(pvc-u)型材壁厚和结构尺寸的规定,并详细介绍了型材壁厚、结构尺寸对焊角强度的影响,目的在于说明门、窗用未增塑聚氯乙烯(pvc-u)型材的合理化设计的重要性。
文辑创建者
我要分享 >
职位:超高层建筑监理工程师,总监,总代
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐