埋弧焊焊接工艺及操作方法
2024-04-28
埋弧焊焊接工艺及操作方法 标签:福州焊工培训,福州焊工培训班,福州焊工培训学校 一、焊前准备 1、准备焊丝焊剂,焊丝就去污、油、锈等物,并有规则地盘绕在焊丝盘内, 焊剂应事先烤干 (250°C下烘烤 1—2小时 ),并且不让其它杂质混入。工件焊口 处要去油去污去水。 2、接通控制箱的三相电源开关。 3、检查焊接设备,在空载的情况下,变位器前转与后转,焊丝向上与向下 是否正常,旋转焊接速度调节器观察变位器旋转速度是否正常; 松开焊丝送进轮, 试控启动按扭和停止按扭, 看动作是否正确, 并旋转电弧电压调节器, 观察送丝 轮的转速是否正确。 4、弄干净导电咀,调整导电咀对焊丝的压力,保证有良好的导电性,且送 丝畅通无阻。 5、按焊件板厚初步确定焊接规范,焊前先作焊接同等厚度的试片,根据试 片的熔透情况( X光透视或切断焊缝,视焊缝截面熔合情况)和表面成形,调整 焊接规范,反复试验后确定最好的焊接


1.3埋弧焊工艺参数及焊接技术 影响焊缝形状、性能的因素 弧焊主要适用于平焊位置焊接,如果采用一定工装辅具也可以实现角焊和横焊位置的焊接。埋弧焊时影响焊 和性能的因素主要是焊接工艺参数、工艺条件等。本节主要讨论平焊位置的情况。 焊接工艺参数的影响影响埋弧焊焊缝形状和尺寸的焊接工艺参数有焊接电流、电弧电压、焊接速度和焊 等。 )焊接电流当其他条件不变时,增加焊接电流对焊缝熔深的影响(如图1所示),无论是y形坡口还是i形 正常焊接条件下,熔深与焊接电流变化成正比,即状的影响,如图2所示。电流小,熔深浅,余高和宽度不 流过大,熔深大,余高过大,易产生高温裂纹。 图1焊接电流与熔深的关系(φ4.8mm) 图2焊接电流对焊缝断面形状的影响 a)i形接头b)y形接头 )电弧电压电弧电压和电弧长度成正比,在相同的电弧电压和焊接电流时,如果选用的焊剂不
焊条电弧向下焊焊接工艺及操作——焊条电弧向下焊焊接工艺及操作
编辑推荐下载

格式:pdf
大小:195KB
页数:3P
人气:65
 4.5
4.5
 ZG35CrMo埋弧焊焊接工艺
ZG35CrMo埋弧焊焊接工艺 通过对zg35crmo进行埋弧焊焊接试验,并对不同焊后热处理状态下的接头性能进行对比,结果表明:调质态下焊接,焊后去氢、去应力退火处理与正火状态下焊接、焊后整体调质的焊接接头在抗拉强度和冲击韧性方面存在明显差异;采用调质态下焊接、焊后去应力退火处理的埋弧焊工艺可以获得综合性能最优的焊接接头。
热门文档 埋弧焊焊接工艺及操作方法
格式:pdf
大小:195KB
页数:3P
人气:65
4.7
ZG35CrMo埋弧焊焊接工艺 通过对zg35crmo进行埋弧焊焊接试验,并对不同焊后热处理状态下的接头性能进行对比,结果表明:调质态下焊接,焊后去氢、去应力退火处理与正火状态下焊接、焊后整体调质的焊接接头在抗拉强度和冲击韧性方面存在明显差异;采用调质态下焊接、焊后去应力退火处理的埋弧焊工艺可以获得综合性能最优的焊接接头。
格式:pdf
大小:188KB
页数:16P
人气:65
4.4
焊接工艺规范及操作规程 焊接工艺规范及操作规程 1.目的和适用范围 1.1本规范对本公司特殊过程――焊接过程进行控制,做到技术先 进、经济合理、安全适用、确保质量。 1.2本规范适用于各类铁塔结构、桁架结构、多层和高层xx框架 结构等工业与民用建筑和一般构筑物的钢结构工程中,钢材厚度 ≥的碳素结构钢和低和金高强度结构钢的焊接。适用的焊接方法 包括:手工电弧焊、气体保护焊、埋弧焊及相应焊接方法的组合。 2.本规范引用如下标准: jgj81-2002《建筑钢结构焊接技术规程》 gb50205-2001《钢结构工程施工质量验收规范》 gb50017-2003《钢结构设计规范》 3.焊接通用规范 3.1焊接设备 3.1.1焊接设备的性能应满足选定工艺的要求。 3.1.2焊接设备的选用: 手工电弧焊选用zx3-400型、bx1-500型焊机 焊接工艺规范及操作规程
格式:pdf
大小:176KB
页数:10P
人气:65
4.8
焊接工艺规范及操作规程 1.目的和适用范围 1.1本规范对本公司特殊过程――焊接过程进行控制,做到技术先进、经济合理、安全适 用、确保质量。 1.2本规范适用于各类铁塔结构、桁架结构、多层和高层梁柱框架结构等工业与民用建筑 和一般构筑物的钢结构工程中,钢材厚度≥4mm的碳素结构钢和低和金高强度结构钢的 焊接。适用的焊接方法包括:手工电弧焊、气体保护焊、埋弧焊及相应焊接方法的组合。 2.本规范引用如下标准: jgj81-2002《建筑钢结构焊接技术规程》 gb50205-2001《钢结构工程施工质量验收规范》 gb50017-2003《钢结构设计规范》 3.焊接通用规范 3.1焊接设备 3.1.1焊接设备的性能应满足选定工艺的要求。 3.1.2焊接设备的选用: 手工电弧焊选用zx3-400型、bx1-500型焊机 co2气体保护焊选用krⅱ-5

格式:pdf
大小:110KB
页数:8P
人气:65
4.7
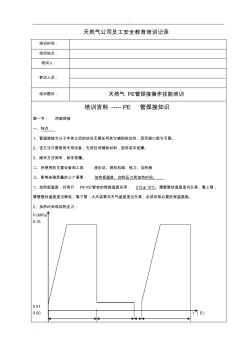
. . 天然气公司员工安全教育培训记录 培训时间: 培训地点: 培训人: 参训人员: 培训题目:天然气pe管焊接操作技能培训 培训资料-----pe管焊接知识 第一节:热熔焊接 一、特点: 1、管道熔接为分子本体之间的结合无需任何其它辅助粘合剂,因而接口极为可靠。 2、该方法只需使用专用设备,无须任何辅助材料,因而成本低廉。 3、操作方法简单,易学易懂。 二、所使用的主要设备和工具:液压站、焊机机架、铣刀、加热板 三、影响连接质量的三个要素:加热板温度、加热压力和加热时间。 1、加热板温度:对现行pe100管材的焊接温度采用:215±10℃。薄壁管材温度适当升高,靠上限; 厚壁管材温度适当降低,靠下限;大风或寒冷天气温度适当升高,必须采取必要的保温措施。 2、加热时间和加热压力: p(mpa) 0.15 0.01 0.00t(s) . . 图:热熔焊
精华文档 埋弧焊焊接工艺及操作方法
格式:pdf
大小:1.8MB
页数:13P
人气:65
4.8
铝热焊的基本原理和用途 [来源:《焊接与切割作业安全技术》|更新日期:2008-11-11|浏览(18)人次] 基本原理 铝粉及氧化粉按一定比例制成铝热焊剂,经典然后形成铝热钢,将铝热钢注入预 先设臵的型腔内,使接头部熔化达到焊接目的。 用途 主要用于钢轨的链接或修理。 热熔焊接 用化学反应热作为热源的焊接方法。焊接时,预先把待焊两 工件的端头固定在铸型内,然后把铝粉和氧化铁粉混合物(称铝 热剂)放在坩埚内加热,使之发生还原放热反应,成为液态金属 (铁)和熔渣(主要为al2o3),注入铸型。液态金属流入接头空 隙,形成焊缝金属,熔渣则浮在表面上。为了调整熔液温度和焊 缝金属化学成分,常在铝热剂中加入适量的添加剂和合金。图[钢 轨的铝热焊]为钢轨的铝热焊。铝热焊具有设备简单、使用方便、 不需要电源等特点,常用于钢轨、钢筋和其他大截面工件的焊接。
格式:pdf
大小:110KB
页数:8P
人气:65
4.5
. . 天然气公司员工安全教育培训记录 培训时间: 培训地点: 培训人: 参训人员: 培训题目:天然气pe管焊接操作技能培训 培训资料-----pe管焊接知识 第一节:热熔焊接 一、特点: 1、管道熔接为分子本体之间的结合无需任何其它辅助粘合剂,因而接口极为可靠。 2、该方法只需使用专用设备,无须任何辅助材料,因而成本低廉。 3、操作方法简单,易学易懂。 二、所使用的主要设备和工具:液压站、焊机机架、铣刀、加热板 三、影响连接质量的三个要素:加热板温度、加热压力和加热时间。 1、加热板温度:对现行pe100管材的焊接温度采用:215±10℃。薄壁管材温度适当升高,靠上限; 厚壁管材温度适当降低,靠下限;大风或寒冷天气温度适当升高,必须采取必要的保温措施。 2、加热时间和加热压力: p(mpa) 0.15 0.01 0.00t(s) . . 图:热熔焊
格式:pdf
大小:110KB
页数:8P
人气:65
4.4
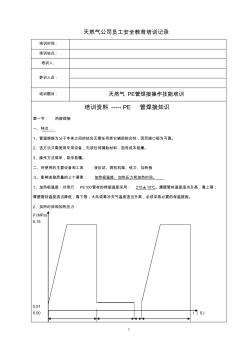
1 天然气公司员工安全教育培训记录 培训时间: 培训地点: 培训人: 参训人员: 培训题目:天然气pe管焊接操作技能培训 培训资料-----pe管焊接知识 第一节:热熔焊接 一、特点: 1、管道熔接为分子本体之间的结合无需任何其它辅助粘合剂,因而接口极为可靠。 2、该方法只需使用专用设备,无须任何辅助材料,因而成本低廉。 3、操作方法简单,易学易懂。 二、所使用的主要设备和工具:液压站、焊机机架、铣刀、加热板 三、影响连接质量的三个要素:加热板温度、加热压力和加热时间。 1、加热板温度:对现行pe100管材的焊接温度采用:215±10℃。薄壁管材温度适当升高,靠上限; 厚壁管材温度适当降低,靠下限;大风或寒冷天气温度适当升高,必须采取必要的保温措施。 2、加热时间和加热压力: p(mpa) 0.15 0.01 0.00t(s) 2 图:热熔焊接过程曲线示
格式:pdf
大小:110KB
页数:8P
人气:65
4.4

1 天然气公司员工安全教育培训记录 培训时间: 培训地点: 培训人: 参训人员: 培训题目:天然气pe管焊接操作技能培训 培训资料-----pe管焊接知识 第一节:热熔焊接 一、特点: 1、管道熔接为分子本体之间的结合无需任何其它辅助粘合剂,因而接口极为可靠。 2、该方法只需使用专用设备,无须任何辅助材料,因而成本低廉。 3、操作方法简单,易学易懂。 二、所使用的主要设备和工具:液压站、焊机机架、铣刀、加热板 三、影响连接质量的三个要素:加热板温度、加热压力和加热时间。 1、加热板温度:对现行pe100管材的焊接温度采用:215±10℃。薄壁管材温度适当升高,靠上限; 厚壁管材温度适当降低,靠下限;大风或寒冷天气温度适当升高,必须采取必要的保温措施。 2、加热时间和加热压力: p(mpa) 0.15 0.01 0.00t(s) 2 图:热熔焊接过程曲线示
格式:pdf
大小:115KB
页数:10P
人气:65
4.8
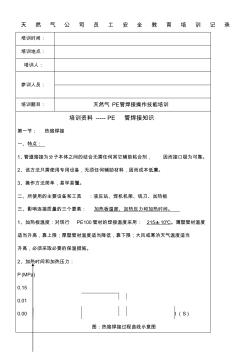
天然气公司员工安全教育培训记录 培训时间: 培训地点: 培训人: 参训人员: 培训题目:天然气pe管焊接操作技能培训 培训资料-----pe管焊接知识 第一节:热熔焊接 一、特点: 1、管道熔接为分子本体之间的结合无需任何其它辅助粘合剂,因而接口极为可靠。 2、该方法只需使用专用设备,无须任何辅助材料,因而成本低廉。 3、操作方法简单,易学易懂。 二、所使用的主要设备和工具:液压站、焊机机架、铣刀、加热板 三、影响连接质量的三个要素:加热板温度、加热压力和加热时间。 1、加热板温度:对现行pe100管材的焊接温度采用:215±10℃。薄壁管材温度 适当升高,靠上限;厚壁管材温度适当降低,靠下限;大风或寒冷天气温度适当 升高,必须采取必要的保温措施。 2、加热时间和加热压力: p(mpa) 0.15 0.01 0.00t(s) 图
最新文档 埋弧焊焊接工艺及操作方法
格式:pdf
大小:466KB
页数:3P
人气:65
4.8
直缝焊管多丝埋弧焊焊接工艺 以材质为x70,φ1016×26.2mm的直缝焊管为例,对其多丝埋弧焊焊接工艺进行了研究。对影响直缝焊管焊接质量的电源、焊剂、焊丝、焊接工艺参数进行了分析。通过分析,为各种不同口径、材质直缝焊管的多丝埋弧焊焊接工艺研究奠定了基础。
格式:pdf
大小:168KB
页数:2P
人气:65
4.3
直缝焊管多丝埋弧焊焊接工艺 针对多丝埋弧焊焊接工艺进行了分析和探讨,同时分析了焊丝、焊剂以及电源等对直缝焊管焊接质量具有直接影响的因素。通过上述的研究,希望能够有效的促进多丝埋弧焊焊接工艺在各种不同材质以及不同口径等方面的进一步发展。
格式:pdf
大小:27KB
页数:3P
人气:65
4.8
济宁山特程序文件文件编号:sw/pi-js-008 手工焊接工艺操作规程 修订状态:a/0 页码:第1页共2页 一、目的 规定印制电路板元器件插装、手工焊接工序应遵循的基本工艺要求。 二、元器件插装、手工焊接要求 1、焊前准备 (1)熟悉所焊印制板的装配图,并按装配图检查元器件型号、规格及数量 是否符合图纸上的要求,发现问题应及时向有关人员反映。 (2)材料代用一律以技术部下发的“元器件代换通知单”为准,其它人员 无权作更改代用决定。 (3)检查各种元件的引线是否氧化过重、元件标识是否不清,如有以上情 况,必须将其挑选出来以作其它处理。 (4)检查印制板是否有变形挠曲。 2、装焊顺序 一般情况下,应按电阻、电容、二极管、三极管、集成电路、大功率管 顺序插焊。 元器件装焊顺序依据的原则是:先低后高,先小后大。 3、插装方法 (1)电路板一般采用插焊方法。
格式:pdf
大小:76KB
页数:2P
人气:65
4.3
Q345D钢埋弧焊的焊接材料、焊接工艺及应用 q345d钢埋弧焊首次在我公司应用,通过选择适当的焊接材料、焊接工艺,使焊接接头满足低温韧性,-20℃冲击试验要求,并通过焊接工艺评定进行验证。
格式:pdf
大小:246KB
页数:未知
人气:65
4.5
单电双细丝埋弧焊焊接工艺试验研究 通过单电双细丝与单电单粗丝埋弧焊工艺的对比试验研究,得出:与单电单粗丝埋弧焊工艺相比,单电双细丝埋弧焊的焊接熔敷速度更高。其原因是焊接电流与焊丝直径是影响熔敷速度的主要因素,在同等的焊接电流下,单电双细丝埋弧焊的焊丝直径较小,电流密度更大,因而焊接熔敷速度更高;与单电单粗丝埋弧焊工艺相比,由于单电双细丝埋弧焊可使用较高的焊接速度,因此在焊接电流、电压相同的条件下,单电双细丝埋弧焊可获得更低的焊接热输入和良好的焊接接头冲击韧性。
格式:pdf
大小:124KB
页数:未知
人气:65
4.3
低温钢09MnNiDR埋弧焊的焊接工艺 低温用钢主要用于低温下工作的容器、管道和结构,如液化石油气储罐、冷冻设备及石油化工低温设备等。对低温用钢的主要性能要求是保证在使用温度下具有足够的韧性及抵抗脆性破坏的能力。现以2004年吉林石化12万t/年丁醇项-丁辛醇装置中丙烯净化器的焊接为例介绍低温钢的焊接性。
格式:pdf
大小:93KB
页数:未知
人气:65
4.4
Q245R埋弧焊焊接工艺参数优化 对承压设备q245r钢制集油器进行埋弧焊试验,研究了焊接工艺参数(焊接速度、焊接电流、焊接电压)对力学性能的影响。正交试验结果表明,焊接电流对力学性能的影响最大,优佳的焊接参数为:焊接速度470mm/min、焊接电流580a、焊接电压33v,在此工艺参数下,焊接接头抗拉强度为503mpa,焊缝冲击吸收功为47j,弯曲试验结果未发现裂纹,完全达到承压设备相关技术标准规定。
格式:pdf
大小:143KB
页数:49P
人气:65
4.4
焊接工艺评定、焊接工艺规程的实用编制方法 一、焊接工艺评定的有关概念 二、焊接工艺评定及使用管理程序 三、焊接工艺评定变素及其评定规则 四、如何阅读焊接工艺评定报告 五、如何编制焊接工艺规程 一、焊接工艺评定的有关概念 1、焊接工艺评定的定义和目的 2、消除焊接工艺评定认识上误区: 3、“焊接性能”与“焊接性”4、“焊接性能试验”与“焊接工艺评定”5、“焊缝”与“焊接接头”6、“焊 接工艺评定”与“焊工技能考试”7、焊接工艺评定的基本条件 8、常用焊接工艺评定标准: jb4708-2000《钢制压力容器焊接工艺评定》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》第4章 劳部发1996[276]号《蒸汽锅炉安全监察规程》附录i jgj81-2000《建筑钢结构焊接技术规程》第5章 gb128-90《立式圆筒形钢制焊接油罐施工及验收规范》附录一
格式:pdf
大小:37KB
页数:14P
人气:65
4.5

目前常用的焊接工艺有: →电弧焊(氩弧焊、手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、气体 保护焊) →电阻焊 →高能束焊(电子束焊、激光焊) →钎焊 →以电阻热为能源:电渣焊、高频焊; →以化学能为焊接能源:气焊、气压焊、爆炸焊; →以机械能为焊接能源:摩擦焊、冷压焊、超声波焊、扩散焊 焊接工艺精度变形热影响焊缝质量焊料使用条件 激光焊精密小很小好无 钎焊精糙一般一般一般需要整体加热 电阻焊精糙大大一般无需要电极 氩弧焊一般大大一般需要需要电极 等离子焊较好一般一般一般需要需要电极 电子束焊精密小小好无需要真空 1.电弧焊 电弧焊是目前应用最广泛的焊接方法。它包括有:手弧焊、埋弧焊、钨极气体保 护电弧焊、等离子弧焊、熔化极气体保护焊等。绝大部分电弧焊是以电极与工 件之间燃烧的电弧作热源。在形成接头时,可以采用
文辑创建者
我要分享 >
职位:施工员主管
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐