门座机安装工艺
2025-03-18
1 目录 一、工程概况 ,,,,,,,,,,,,,,,, 二、门座机吊装、安装工艺流程 ,,,,,,,, 三、门座机吊装、安装施工工艺 ,,,,,,,, 四、整机试车 ,,,,,,,,,,,,,,,, 2 一、工程概况 本工程地点在舟山市秀山岛,由九院设计,常石集团 THB投 资建造两台 D20048K12型 200t 门座式起重机 ,该起重机主要由行 走机构、门座、下转柱、八撑杆、大针轮、转盘、人字架、臂架 机房及机房内主起升、副起升、变幅机构、旋转机构、电气设备 等组成,由无锡大力起重机有限公司制造, 在舟山秀山岛 THB工 厂三期现场安装。 针对本工程实际情况,起重机主要部件在吊装时拟使用一副 360t 级龙门桅杆吊,按自下而上的顺序进行安装。为确保在起 重机吊装、安装过程中的安全、质量和工期,特编制本方案以利 项目的顺利实施。 门座起重机主要技术参数: 起重能力:主钩: 200


青岛海西重机有限责任公司mq型门座机通用总装工艺 1/18 mq型门座起重机 通用总装工艺 批准审核编制 青岛海西重机有限责任公司 年月日 青岛海西重机有限责任公司mq型门座机通用总装工艺 2/18 概述 一、适用范围:厂内总装,滚装上船的mq型门座起重机 二、总装场地:海西码头。 三、主要吊装设备:260t门机,150t履带吊、50t汽车吊、5t叉车等。 四、总装的一般要求: 1.执行的技术标准、技术文件: gb3811-1983起重机设计规范 gb6067-1985起重机安全规范 jt5017—1986港口门座起重机技术条件 jt/t99—1994港口门座起重机试验方法 jt5020—1986港口装卸机械司机室 gb50231-1998机械设备安装工程施工及验收通用规范 gb50278-1998起重设备安装工程施工及
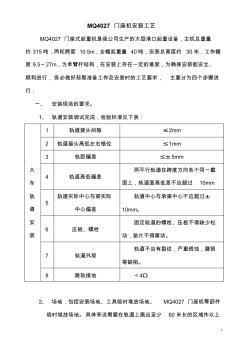
1 mq4027门座机安装工艺 mq4027门座式起重机是我公司生产的大型港口起重设备,主机总重量 约315吨,两轮跨度10.5m,全幅起重量40吨,安装总高度约30米,工作幅 度9.5~27m,为单臂杆结构,在安装上存在一定的难度,为确保安装能安全、 顺利进行,务必做好前期准备工作及安装时的工艺要求,主要分为四个步骤进 行: 一、安装现场的要求。 1、轨道安装调试完成,检验标准见下表: 大 车 轨 道 安 装 1轨道接头间隙≤2mm 2轨道接头高低左右错位≤1mm 3轨距偏差≤±5mm 4轨道高低偏差 两平行轨道在跨度方向各个同一截 面上,轨道面高低差不应超过10mm 5 轨道实际中心与梁实际 中心偏差 轨道中心与承梁中心不应超过± 10mm。 6压板、螺栓 固定轨道的螺栓、压板不得缺少松 动,垫片不得窜动。 7轨道外观 轨道不应有裂纹
编辑推荐下载
格式:pdf
大小:38KB
页数:7P
人气:57
 4.5
4.5

通风机安装 1范围 本工艺标准适用于风压低于3kpa(≈300mmh2o)范围内的中低压离心式或轴流式通 风机,以及同等原理的各类型风机。 2施工准备 2.1材料及主要机具: 2.1.1通风、空调的风机安装所使用的主要材料,成品或半成品应有出厂合格证或质 量鉴定文件。 2.1.2风机开箱检查,皮带轮,皮带,电机滑轨及地脚螺栓是否齐备,符合设计要 求。有无缺损等情况。 2.1.3风机轴承清洗,充填润滑剂其粘度应符合设计要求,不应使用变质或含有杂物 的润滑剂。 2.1.4地脚螺栓灌注时,应使用与混凝土基础同等级混凝土,决不能使用失效水泥灌 注。 2.1.5倒链、滑轮、绳索、撬棍、活动扳手,铁锤、钢丝钳、螺丝刀、水平尺、钢板 尺、钢卷尺、线坠、平板车、高凳、电锤、油桶、刷子、棉布、棉丝等。 2.2作业条件: 2.2.1施工现场环境,除机房内的装修和地面
格式:pdf
大小:54KB
页数:5P
人气:57
4.7

太浦河泵站位于江苏省吴江市庙港镇境内的太浦河节制闸南侧,距东太湖约2公里,距苏州市约51公里,与已建的太浦河节制闸平列布 置,中心线平行距离200米。 泵站设计流量为300m3/s,安装有6台50m3/s的斜轴泵,水泵型式为斜15°斜轴泵,转轮直径,配套1600kw异步电动机,水泵最高净 扬程,设计净扬程,最低净扬程。 每一台斜轴泵有两个进水孔口和两个出水孔口,在水泵处汇在一起,泵站在太湖侧是进水池,12个孔口,安装四套检修闸门;泵站在太 浦河侧是出水池,12个孔口,前后两道闸门,第一道闸门为多叶拍门,第二道闸门为快速工作闸门。在枯水期,太湖水位比太浦河水位 低,为了防止太浦河水倒流回太湖,故安装多叶拍门,即止回水闸门。中国水利水电第十一工程局机电安装分局是第一次制造大型拍门。 太浦河泵站多叶拍门的特点: 多叶拍门尺寸为高×宽×厚,每台工作拍门上有3个
热门文档 门座机安装工艺
格式:pdf
大小:19KB
页数:3P
人气:57
4.3
厅门安装工艺 1范围 本工艺标准适用于额定载重量5000kg及以下,额定速度3m/s及以下各类国产曳引驱动 电梯厅门安装工程。 2施工准备 2.1设备、材料要求: 2.1.1厅门部件应与图纸相符,数量齐全。 2.1.2地坎、门滑道、厅门扇应无变形、损坏。其它各部件应完好无损,功能可靠。 2.1.3制作钢牛腿和牛腿支架的型钢要符合要求。 2.1.4电焊条和膨胀螺栓要有出厂合格证。 2.1.5水泥、砂子要符合第二章的规定。 2.2主要机具: 台钻、电锤、水平尺、钢板尺、直角尺、电焊工具、气焊工具、线坠、斜塞尺、铁锹、 小铲、榔头、凿子。 2.3作业条件: 2.3.1各层脚手架横杆位置应不妨碍稳装地坎、厅门安装的施工要求。 2.3.2各层厅门口及脚手板上干净,无杂物。防护门安全可靠。有防火措施,设专人看 火。 3操作工艺 3.1工艺流程: 稳装地 坎 →安装
格式:pdf
大小:19KB
页数:3P
人气:57
4.7
厅门安装 1范围 本工艺标准适用于额定载重量5000kg及以下,额定速度3m/s及以下各类国产曳引驱动 电梯厅门安装工程。 2施工准备 2.1设备、材料要求: 2.1.1厅门部件应与图纸相符,数量齐全。 2.1.2地坎、门滑道、厅门扇应无变形、损坏。其它各部件应完好无损,功能可靠。 2.1.3制作钢牛腿和牛腿支架的型钢要符合要求。 2.1.4电焊条和膨胀螺栓要有出厂合格证。 2.1.5水泥、砂子要符合第二章的规定。 2.2主要机具: 台钻、电锤、水平尺、钢板尺、直角尺、电焊工具、气焊工具、线坠、斜塞尺、铁锹、 小铲、榔头、凿子。 2.3作业条件: 2.3.1各层脚手架横杆位置应不妨碍稳装地坎、厅门安装的施工要求。 2.3.2各层厅门口及脚手板上干净,无杂物。防护门安全可靠。有防火措施,设专人 看火。 3操作工艺 3.1工艺流程:
格式:pdf
大小:272KB
页数:8P
人气:57
4.8
厅门安装工艺 部门:xxx 时间:xxx 制作人:xxx 整理范文,仅供参考,可下载自行修改 厅门安装 1范围 本工艺标准适用于额定载重量5000kg及以下,额定速度3m/s及以 下各类国产曳引驱动电梯厅门安装工程。b5e2rgbcap 2施工准备 2.1设备、材料要求: 2.1.1厅门部件应与图纸相符,数量齐全。 2.1.2地坎、门滑道、厅门扇应无变形、损坏。其它各部件应完好 无损,功能可靠。 2.1.3制作钢牛腿和牛腿支架的型钢要符合要求。 2.1.4电焊条和膨胀螺栓要有出厂合格证。 2.1.5水泥、砂子要符合第二章的规定。 2.2主要机具: 台钻、电锤、水平尺、钢板尺、直角尺、电焊工具、气焊工具、线 坠、斜塞尺、铁锹、小铲、榔头、凿子。 2.3作业条件: 2.3.1各层脚手架横杆位置应不妨碍稳装地坎、厅门安装的施
格式:pdf
大小:410KB
页数:9P
人气:57
4.3
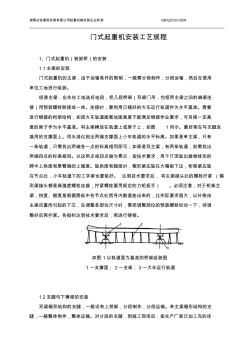
湖南冶金建筑安装有限公司起重机械安装企业标准qb/qzc03-2004 门式起重机安装工艺规程 1、门式起重机(装卸桥)的安装 1.1主梁的安装 门式起重机的主梁,由于运输条件的限制,一般需分段制作,分段运输,然后在使用 单位工地进行组装。 组装主梁,应先在工地选好地段,把几段桥架(双梁门吊,包括两主梁之间的端梁连 接)用预装螺栓联接成一体。连接时,要利用已铺好的大车运行轨道作为水平基准。需要 进行铆接的桁架结构,如因大车轨道面离地面高度不能满足铆接作业要求,可另搭一定高 度的架子作为水平基准。将主梁横放在轨道上或架子上,如图1所示。最好架在与支腿连 接用的支撑面上。用水准仪测出两端支撑面上小车轨道的水平标高。如果是单主梁,只有 一条轨道,只需找出两端各一点的标高相同即可;如果是双主梁,有两条轨道,则需找出 两端四点的标高相同。以这两点或四点做为零点,按技术要求,用千斤顶垫出抛物线形
格式:pdf
大小:417KB
页数:10P
人气:57
4.6
湖南冶金建筑安装有限公司起重机械安装企业标准qb/qzc03-2004 门式起重机安装工艺规程 1、门式起重机(装卸桥)的安装 1.1主梁的安装 门式起重机的主梁,由于运输条件的限制,一般需分段制作,分段运输,然后在使用 单位工地进行组装。 组装主梁,应先在工地选好地段,把几段桥架(双梁门吊,包括两主梁之间的端梁连 接)用预装螺栓联接成一体。连接时,要利用已铺好的大车运行轨道作为水平基准。需要 进行铆接的桁架结构,如因大车轨道面离地面高度不能满足铆接作业要求,可另搭一定高 度的架子作为水平基准。将主梁横放在轨道上或架子上,如图1所示。最好架在与支腿连 接用的支撑面上。用水准仪测出两端支撑面上小车轨道的水平标高。如果是单主梁,只有 一条轨道,只需找出两端各一点的标高相同即可;如果是双主梁,有两条轨道,则需找出 两端四点的标高相同。以这两点或四点做为零点,按技术要求,用千斤顶垫出抛物线形
精华文档 门座机安装工艺
格式:pdf
大小:737KB
页数:16P
人气:57
4.7

本守则适用于低压成套开头控制设备中的主电路元器件安装与调整。 1元器件安装、调整应根据安装调整的对象,采用适当规格的下列若干工具、量具与仪表: a.活动扳手; b.螺丝刀; c.套筒扳手; d.尖嘴钳; e.剥线钳; f.钢板尺; g.钢卷尺; h.游标卡尺; i.兆欧表; j.万用表等。 2工艺准备 2.1按图样或元器件明细表要求的型号、规格、数量备齐所需的元器件。当元器件与图样 或元器件明细要求不一致时,应与项目设计负责人进行沟通并确认。 2.2检查元器件合格证并妥善保存好,无合格证者应经质检人员确认是合格品件后,才能 进行安装,3c认证范围内的元器件,应标有认证标志。 2.3检查无器件是否完好无损如绝缘电阻等,备件、附件是否齐全,线圈等有无断线(可 用万用表 检查)等,如有缺损,应予配齐、修复,并经检验部门检验合格后,才能进行安装。 2.4清除元
格式:pdf
大小:28KB
页数:11P
人气:57
4.6

一安装工艺 ★★洗涤盆: (1)洗涤盆产品应平整无损裂。排水栓应有不小于8mm直径的溢流孔。 (2)排水栓与洗涤盆让接时排水栓溢流孔应尽量对准洗涤盆溢流孔以保证溢流部位畅通, 镶接后排水栓上端面应低于洗涤盆底。 (3)托架固定螺栓可采用不小于6mm的镀锌开脚螺栓或镀锌金属膨胀螺栓(如墙体是多孔 砖,则严禁使用膨胀螺栓)。 (4)洗涤盆与排水管连接后应牢固密实,且便于拆卸,连接处不得敞口。洗涤盆与墙面接 触部应用硅膏嵌缝。 (5)如洗涤盆排水存水弯和水龙头是镀络产品,在安装时不得损坏镀层。 ★★浴盆: (1)在安装裙板浴盆时,其裙板底部应紧贴地面,楼板在排水处应预留250~300mm洞孔, 便于排水安装,在浴盆排水端部墙体设置检修孔。 (2)其他各类浴盆可根据有关标准或用户需求确定浴盆上平面高度。然后砌两条砖基础后 安装浴盆。如浴盆侧边砌裙墙,应在浴盆排水处设置检修孔或在排
格式:pdf
大小:16KB
页数:2P
人气:57
4.5

对重安装 1范围 本工艺标准适用于额定载重量5000kg及以下,额定速度3m/s及以下各类国产曳引驱动 电梯的对重安装工程。 2施工准备 2.1设备、材料要求: 2.1.1对重架规格应符合设计要求,完整、坚固,无扭曲及损伤现象。 2.1.2对重导靴和固定导靴用的螺丝规格、质量、数量应符合要求。 2.1.3调整垫片应符合要求。 2.2主要机具: 倒链、钢丝绳扣、木方。 2.3作业条件: 2.3.1对重导轨安装、调整、验收合格后,在底层拆除局部脚手架排档,以对重能进 入井道就位为准。 2.3.2井道内电焊把线、照明线等整理好,具有方便的操作场地。 3操作工艺 3.1工艺流程: 吊装前的准备工作→对重框架吊装就位→对重导靴安装、调整→对重块安装及固定 3.2吊装前的准备工作: 3.2.1在脚手架上相应位置(以方便吊装对重
格式:pdf
大小:31KB
页数:9P
人气:57
4.4
个人收集整理资料,仅供交流学习,勿作商业用途 1/9 轿厢安装 1范围 本工艺标准适用于额定载重量5000kg及以下,额定速度3m/s及以 下各类国产曳引驱动电梯轿厢安装工程。b5e2rgbcap 2施工准备 2.1设备、材料要求: 2.1.1轿厢零部件应完好无损,数量齐全。规格符合要求。 2.1.2各传动、转动部件应灵活,可靠<如安全钳连动机构)。 2.1.3方木<200×200)或工字钢<i20#),m16膨胀螺栓, 100×100角钢,直径大于50mm的圆钢或φ75×4的钢管,8#铅 丝。p1eanqfdpw 2.2主要机具: 2.2.1电锤、倒链<3t以上)、钢丝绳扣、活板子、榔头、手电 钻、水平尺、线坠、钢板尺、盒尺、圆锉。dxdita9e3d 2.3作业条件: 2.3.1机房装好门窗,门上加锁,
格式:pdf
大小:410KB
页数:6P
人气:57
4.8

5—5厅门安装工艺标准(505—1998) 1范围 本工艺标准适用于额定载重量5000kg及以下,额定速度3m/s及以下各类国产曳引驱动 电梯厅门安装工程。 2施工准备 2.1设备、材料要求∶ 2.1.1厅门部件应与图纸相符,数量齐全。 2.1.2地坎、门滑道、厅门扇应无变形、损坏。其它各部件应完好无损,功能可靠。 2.1.3制作钢牛腿和牛腿支架的型钢要符合要求。 2.1.4电焊条和膨胀螺栓要有出厂合格证。 2.1.5水泥、砂子要符合第二章的规定。 2.2主要机具∶ 台钻、电锤、水平尺、钢板尺、直角尺、电焊工具、气焊工具、线坠、斜塞尺、铁锹、 小铲、鎯头、凿子。 2.3作业条件∶ 2.3.1各层脚手架横杆位置应不妨碍稳装地坎、厅门安装的施工要求。 2.3.2各层厅门口及脚手板上干净,无杂物。防护门安全可靠。有防火措施,设专人 看火。 3操作工艺 3
最新文档 门座机安装工艺
格式:pdf
大小:6KB
页数:3P
人气:57
4.8
套装门的安装工艺 1)组合门套:将门套的横框与竖框连接牢固,套板之间缝隙要严密、平整、无错位; 竖框与横框连接处成90度角,要求门套对角线、套的正面和侧面安装垂直度符合以下的 要求。 木质门安装允许偏差: 门套内径的高度与宽度允许误差分别为+1mm与+1mm用钢尺检查 门套与扇截口及门套线结合处高低差±0.5mm用钢直尺和塞尺检查 门套正、侧面安装垂直度允许误差±1mm用1米垂直检测尺检查 门套与扇接缝高低允许误差0.5mm用钢直尺和塞尺检查 错口缝、平口缝允许误差分别为+1mm?与+1mm塞尺检查 45°角门套线套线接缝处要严密、平整无错台 2)门套与墙体的固定 采用后塞口的施工工序,洞口与门框间的安装缝隙为10mm——20mm。墙洞上存在 的异物应铲掉,利于发泡胶与墙体粘接且支撑,待发泡胶工作后拆掉支撑。 门套内径的高度与宽度、门套与扇截口及门套线结合处
格式:pdf
大小:55KB
页数:6P
人气:57
4.4

一、编制依据: 1、dl/t5018-94水利水电工程钢闸门制作安装及验收规范。 2、图纸及合同上的技术要求。 3、公司现有的技术装备及制作经验。 二、主要技术参数 1、孔口型式:露顶式 2、闸门尺寸:9.0×10.5m 3、运行条件:动水启闭 4、设计水头:10.5m 5、启闭高度:13m 6、启闭容量:2×250kn 三、工艺方案 1、工艺路线: 原材料进厂→检验→放样划线→确认→下料→下料检查(矫正)→构件拼装→拼装检查→焊 接→较正→检验(含超声探伤)→产品组焊→粗拼确认→整体焊接→厂内组装→组装确认→ 运输分节→防腐(喷砂、喷锌、涂漆)→防腐检查→出厂检查→运输→现场安装→安装检查 →验收。 2、门槽制作方案 单边侧轨分拆3段制作,在工地拼接。 底槛整体制作。 3、门叶制作方案 门叶整体拼装放样,门叶制造完成预组装,对整扇门叶尺寸进行校核, 后分
格式:pdf
大小:11KB
页数:1P
人气:57
4.7
木门的安装程序介绍 首先检查木门各部件是否齐全,各部件尺寸是否正确,分配各套门到相应安装的位置是否 与门洞尺寸相符。 组装门套 先将门套和立板找出,根据背面编号对好接合口,采口要在同一平面上,在接口处涂上 胶水,在接口后面的引孔上打上80mm木牙螺丝,用螺丝刀将其拧紧,不要把螺丝直接打 入门套内,检查采口之间的尺寸是否正确,接合处是否平整密实、牢固,然后在门套立板背 面装上铁片,装铁片时,要用25mm的自攻螺丝,铁片间距以300-350mm为宜,铁片距地 面以200mm为宜。 安装门套 将组装牢固的门套整体放入门洞内,用小木条将门套四周大致固定好,门套两面要与墙 体在同一平面上,然后检查门套整体与地面是否垂直,门套顶板与两立板的两个角是否直角, 门套立板有无弯曲,把铁片扭转两端,使之包住墙体。根据铁片上预留孔的位置,用电锤在 墙体上钻8mm
格式:pdf
大小:22KB
页数:6P
人气:57
4.6
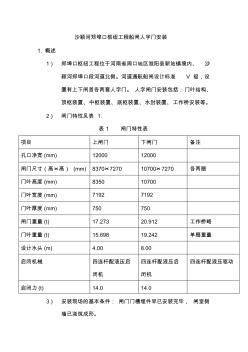
沙颖河郑埠口枢纽工程船闸人字门安装 1.概述 1)郑埠口枢纽工程位于河南省周口地区淮阳县新站镇境内、沙 颖河郑埠口段河道北侧。河道通航船闸设计标准v级,设 置有上下闸首各两套人字门。人字闸门安装包括:门叶结构、 顶枢装置、中枢装置、底枢装置、水封装置、工作桥安装等。 2)闸门特性见表1. 表1闸门特性表 项目上闸门下闸门备注 孔口净宽(mm)1200012000 闸门尺寸(高×高)(mm)8370×727010700×7270各两扇 门叶高度(mm)835010700 门叶宽度(mm)71927192 门叶厚度(mm)750750 闸门重量(t)17.27320.912工作桥略 门叶重量(t)15.69819.242单扇重量 设计水头(m)4.008.00 启闭机械四连杆配液压启 闭机 四连杆配液
格式:pdf
大小:20KB
页数:3P
人气:57
4.4

人防门安装工程技术质量交底附页 人防门安装工艺标准 1适用范围 本工艺标准适用于一般工业与民用建筑的木门窗安装工
格式:pdf
大小:89KB
页数:3P
人气:57
4.7

筑 龙 网 ww w. zh ul on g. co m 19 门禁系统安装工艺标准 1适用范围 本标准适用于新建、扩建及改建的公用和民用建筑物内的门禁系统安装工程。 2施工准备 2.1材料 2.1.1前端设备:主要包括门禁主机、计算机(内置系统管理软件)、打印机、不间断电源等。 2.1.2终端设备:主要包括门禁控制器、电控锁、电磁锁、出门按钮、读卡器、密码键盘等。 2.1.3上述设备及材料应根据设计要求选型,必须附有产品合格证、质检报告、安装及使用 说明书等。并经国家3c认证,具有3c认证标识。如果是进口产品,则需提供进口商品商 检证明。设备安装前应根据使用说明书进行全部检查方可安装。 2.1.4镀锌材料:镀锌钢管、镀锌线槽、金属膨胀螺栓、金属软管。 2.1.5其它材料:塑料胀管、机螺丝、平垫、弹簧垫圈、接线端子、钻头、焊锡、焊剂、绝 缘胶布、塑料胶布
格式:pdf
大小:89KB
页数:3P
人气:57
4.7

筑 龙 网 ww w. zh ul on g. co m 19 门禁系统安装工艺标准 1适用范围 本标准适用于新建、扩建及改建的公用和民用建筑物内的门禁系统安装工程。 2施工准备 2.1材料 2.1.1前端设备:主要包括门禁主机、计算机(内置系统管理软件)、打印机、不间断电源等。 2.1.2终端设备:主要包括门禁控制器、电控锁、电磁锁、出门按钮、读卡器、密码键盘等。 2.1.3上述设备及材料应根据设计要求选型,必须附有产品合格证、质检报告、安装及使用 说明书等。并经国家3c认证,具有3c认证标识。如果是进口产品,则需提供进口商品商 检证明。设备安装前应根据使用说明书进行全部检查方可安装。 2.1.4镀锌材料:镀锌钢管、镀锌线槽、金属膨胀螺栓、金属软管。 2.1.5其它材料:塑料胀管、机螺丝、平垫、弹簧垫圈、接线端子、钻头、焊锡、焊剂、绝 缘胶布、塑料胶布
格式:pdf
大小:22KB
页数:3P
人气:57
4.4
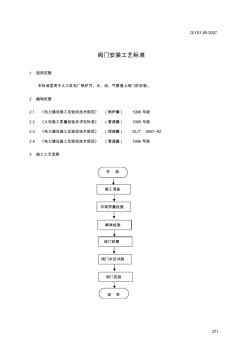
q/ys1.85-2007 371 阀门安装工艺标准 1适用范围 本标准适用于火力发电厂锅炉汽、水、油、气管道上阀门的安装。 2编制依据 2.1《电力建设施工及验收技术规范》(锅炉篇)1996年版 2.2《火电施工质量检验及评定标准》(管道篇)1996年版 2.3《电力建设施工及验收技术规范》(焊接篇)dl/t5007--92 2.4《电力建设施工及验收技术规范》(管道篇)1996年版 3施工工艺流程 施工准备 外观质量检查 阀门水压试验 解体检查 阀门研磨 阀门安装 开始 结束 q/ys1.85-2007 372 4工艺方法及质量要求 4.1人员配备要求 钳工3~4人,电焊工1~2人,起重工1~2人,(全体施工人员均经过三级安全教育并考试合格; 焊工经焊前练习确认合格;高空作业人员经体检合格,能适应高处作业的要求)。 4.2机械
格式:pdf
大小:22KB
页数:3P
人气:57
4.4
q/ys1.85-2007 371 阀门安装工艺标准 1适用范围 本标准适用于火力发电厂锅炉汽、水、油、气管道上阀门的安装。 2编制依据 2.1《电力建设施工及验收技术规范》(锅炉篇)1996年版 2.2《火电施工质量检验及评定标准》(管道篇)1996年版 2.3《电力建设施工及验收技术规范》(焊接篇)dl/t5007--92 2.4《电力建设施工及验收技术规范》(管道篇)1996年版 3施工工艺流程 施工准备 外观质量检查 阀门水压试验 解体检查 阀门研磨 阀门安装 开始 结束 q/ys1.85-2007 372 4工艺方法及质量要求 4.1人员配备要求 钳工3~4人,电焊工1~2人,起重工1~2人,(全体施工人员均经过三级安全教育并考试合格; 焊工经焊前练习确认合格;高空作业人员经体检合格,能适应高处作业的要求)。 4.2机械
文辑创建者
我要分享 >
职位:公路专业监理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐