耐热钢焊条
2025-02-08
耐热钢焊条 R106Fe 符合 GB E5018-A1 相当 AWS E7018-A1 说明 : R106Fe 是铁粉低氢型药皮的含 Mo0.5% 的珠光体耐热钢焊条,交直流两用,可全位置焊接,焊件应根 据结构特点进行适当的预热及焊后热处理。 用途 : 用于焊接工作温度在 510℃以下的锅炉管道(如 15Mo),也可用于焊接一般的低合金钢。 熔敷金属化学成分 (%) 化学成分 C Mn Si S P Mo 保证值 0.05-0.12 ≤0.90 ≤0.5 ≤0.035 ≤0.035 0.40~0.65 熔敷金属力学性能 (620 ±15℃×1h 回火处理) 试验项目 R m(MPa) R eL或 R p0.2(Mpa) A(%) KV 2(J) 保证值 ≥490 ≥390 ≥22 ≥47(常温 ) 一般结果 510~570 400~450 22~28 110~160( 常温


r307g焊条采购技术条件 低合金耐热钢焊条r307g 采购技术条件 r307g焊条采购技术条件 1内容及范围: 1.1本技术条件规定了14cr1mor(h)钢用焊条r307g的化学成分、包装、标 识和质量证明书等方面要求。 1.2本技术条件适用于r307g焊条的订货和验收。订货的规格和数量应按照采 购合同的要求。 1.3按本技术要求供货的焊条,除满足本技术条件的规定外,其他未列出的款项 应符合gb/t5118e5516-b2和awsa5.5e8016-b2的要求。 2熔敷金属的化学成分: 熔敷金属化学成分应符合下列要求(%) csimnsp ≤0.12≤0.50≤0.90≤0.012≤0.012 cusbsnassi+mn ≤0.20≤0.004≤0.010≤0.010≤1.20 注:x系数:(10p+5sb+4
电焊条的选用 (二) (3)耐热钢焊条的选用 低合金耐热钢要在高温下长期工作,为了保证耐热钢的高温性能,须向钢中 加入较多的合金元素(如cr、mo、v、nb等)。在选择焊接材料时,首先要保证焊缝 性能与母材匹配,具有必要的热强性,因此要求焊缝金属的化学成分应尽量与母 材一致。如果焊缝与母材化学成分相差太大,高温长期使用后,接头区域某些元 素发生扩散现象(如碳元素在熔合线附近的扩散),使接头设法性能下降。 耐热钢焊条一般可按钢种和构件的工作温度来选用。选配耐热钢焊接材料的 原则是焊缝金属的合金成分和性能与母材相应指标一致,或应达到产品技术条件 提出的最低性能指标。为了提高焊缝金属的抗热裂能力,焊缝中的碳含量应略低 于母材的碳含量,一般应控制在0.07%~0.15%之间。由于钢中碳和合金元素的共 同作用,耐热钢焊接时极易形成淬硬组织,焊接性较差。为此耐热钢
编辑推荐下载
格式:pdf
大小:17KB
页数:2P
人气:95
 4.6
4.6
此文档收集于网络,如有侵权请联系网站删除 此文档仅供学习和交流 r307g焊条采购技术条件 低合金耐热钢焊条r307g 采购技术条件 此文档收集于网络,如有侵权请联系网站删除 此文档仅供学习和交流 r307g焊条采购技术条件 1内容及范围: 1.1本技术条件规定了14cr1mor(h)钢用焊条r307g的化学成分、包装、标 识和质量证明书等方面要求。 1.2本技术条件适用于r307g焊条的订货和验收。订货的规格和数量应按照采 购合同的要求。 1.3按本技术要求供货的焊条,除满足本技术条件的规定外,其他未列出的款项 应符合gb/t5118e5516-b2和awsa5.5e8016-b2的要求。 2熔敷金属的化学成分: 熔敷金属化学成分应符合下列要求(%) csimnsp ≤0.12≤0.50≤0.90≤0.012≤0.012 cusb
热门文档 耐热钢焊条
格式:pdf
大小:25KB
页数:3P
人气:95
4.4
r307g焊条采购技术条件 低合金耐热钢焊条r307g 采购技术条件 r307g焊条采购技术条件 1内容及范围: 1.1本技术条件规定了14cr1mor(h)钢用焊条r307g的化学成分、包装、标 识和质量证明书等方面要求。 1.2本技术条件适用于r307g焊条的订货和验收。订货的规格和数量应按照采 购合同的要求。 1.3按本技术要求供货的焊条,除满足本技术条件的规定外,其他未列出的款项 应符合gb/t5118e5516-b2和awsa5.5e8016-b2的要求。 2熔敷金属的化学成分: 熔敷金属化学成分应符合下列要求(%) csimnsp ≤0.12≤0.50≤0.90≤0.012≤0.012 cusbsnassi+mn ≤0.20≤0.004≤0.010≤0.010≤1.20 注:x系数:(10p+5sb+
格式:pdf
大小:209KB
页数:3P
人气:95
4.4
 药皮成分对耐热钢焊条R307焊接工艺性能的影响
药皮成分对耐热钢焊条R307焊接工艺性能的影响 通过调整耐热钢r307焊条药皮中大理石/萤石的比值,对不同比值的焊条进行了断弧长度、脱渣率、飞溅率的工艺性能试验,研究了药皮中大理石/萤石的比值对r307焊条焊接工艺性能的影响。结果显示:随药皮中大理石/萤石比值的增大,焊条的断弧长度先增大后减小,比值在1.70~1.75,断弧长度达到最大值;其脱渣率先增大后减小,比值在1.75~1.80,脱渣率达到最大值;其飞溅率一直增大。综合考虑,药皮中大理石/萤石比值在1.75左右时,耐热钢焊条r307的工艺性能最好。
格式:pdf
大小:458KB
页数:1P
人气:95
4.4
酸性碳钢焊条、碱性碳钢焊条 不锈钢焊条、堆焊焊条 邹平县电焊条厂的“鲁生”牌电焊条,已有十多年的生产历史。该厂具有现代化的生产和检测设备,技术力量雄厚,质量管理制度健全完善。生产的“鲁生”牌电焊条系列产品中有酸、碱性碳钢焊条,不锈钢焊条,堆焊焊条等八大系列,80多个品种,160多种规格的产
格式:pdf
大小:526KB
页数:4P
人气:95
4.3
采用奥氏体不锈钢焊条焊接珠光体耐热钢的生产运用 通过对珠光体耐热钢焊接性的分析,根据“中间换热器”产品结构、材料特点及相应焊接性试验和焊接工艺评定试验,制定适宜的焊接工艺,采用a302焊条焊接获得质量合格的产品。
精华文档 耐热钢焊条
格式:pdf
大小:63KB
页数:14P
人气:95
4.5
碳钢焊条 说明: 碳钢焊条适用于碳钢和低强度的低合金钢的焊接。 选择焊条依据钢材的化学成分、力学性能、抗裂性能的要求,同时考虑焊接结构、钢板厚度、工作条 件、受力情况、焊机性能等因素综合分析。必要时,做焊接试验,制订相应的工艺措施,再确定选用焊条。 ⒈碳钢的焊接一般选用与钢材强度等级相对应的焊条,同时考虑结构复杂、厚板、刚度大、动负荷、 可焊性差的,一般选用塑性好、冲击韧性高、抗裂性能好的低氢型焊条。对焊接位置有特殊要求的,采用 相应专用焊条,如立向下焊条、打底焊条等。为提高焊接效率可选用铁粉型焊条。 ⒉对焊缝冷却速度快、强度增高、焊缝易产生裂纹的,此时可选用比母材强度低一级的焊条;低碳钢 与低合金钢之间的异种钢焊接,一般选用与强度等级低的钢材相应的焊条,并且考虑低合金钢因素,以选 用低氢型为宜。 ⒊对于中碳钢的焊接,由于钢材含碳量较高,增大了焊接裂纹倾向,一般选用低氢型焊条并采用预
格式:pdf
大小:145KB
页数:4P
人气:95
4.7
美国碳钢焊条和不锈钢焊条标准的新变化 美国1991年版的碳钢焊条标准awsa5.1和1992年版的不锈钢焊条标准awsa5.4,与1981年版作比较,都有了较大变化,它反映了其间取得的最新研究成果。
格式:pdf
大小:208KB
页数:3P
人气:95
4.5
奥氏体耐热不锈钢焊条A437的研制 采用低氢型渣系,研制了a437耐热不锈钢焊条。通过合金体系的优化,提高热强性。对熔敷金属进行金相分析,并利用汉诺威质量分析仪对焊条工艺性能进行测试,结果表明:熔敷金属基体组织为奥氏体;焊接电弧稳定,工艺性能较好;熔敷金属抗拉强度702mpa。
格式:pdf
大小:251KB
页数:2P
人气:95
4.7
结507低碳钢焊条热焊铸铁的实践 去年年末我厂五吨蒸汽锥底座裂断,裂断位置及宏观走向见图1,裂断面形状见图2(图1中的b向视图)。裂断的一角重约三百公斤。该座材质为ht20—40。在现有的条件下,我们制定了用低碳钢焊条在预热状态下焊接的工艺方法代替以往铜质热焊式高镍焊条冷焊,降低了成本、缩短了周期。其焊接工艺方案如下:
格式:pdf
大小:171KB
页数:3P
人气:95
3
烧结型耐磨耐热堆焊焊条的研制——采用冷粘结挤压法,研制了一种工艺性能良好的烧结型耐磨耐热堆焊焊条。并对其堆焊层显微组织、抗热腐蚀和抗高温氧化性等性能进行了试验。结果表明堆焊合金的平均洛氏硬度为55.7,相对耐磨性为1.28,具有良好的工艺性能,高温...
最新文档 耐热钢焊条
格式:pdf
大小:188KB
页数:2P
人气:95
3
篦板体耐磨耐热堆焊焊条的研制与应用——针对篦板体的工况条件,研制了dl一2型耐磨耐热堆焊焊条,并对该焊条堆焊合金的耐磨性、高温性能和工艺性能进行了检测与分析。实际生产应用表明:该焊条的各项性能指标达到设计要求。
格式:pdf
大小:154KB
页数:10P
人气:95
4.4

耐热钢的选用 一.什么是耐热钢 耐热钢是指在高于450℃条件下工作,并具有足够的强度、抗氧化、耐腐蚀性能和 长期的组织稳定性的钢种。 耐热钢从性能上分为热强钢和抗氧化钢(不起皮钢)。含ni量很高的耐热钢称为 高温合金。 二.耐热钢的分类与适用范围:见附表一 【附表一】耐热钢的分类与适用范围 钢种钢号使用温度℃适用范围 马 氏 体 铬 钢 4cr9si2800不起皮钢,用于小负荷的耐热件。 1cr13700不起皮钢,用于小负荷的耐热构件,常 用于电热元件的引出棒。减震性良好。 铁 素 体 1cr17900不起皮钢,900℃以下常用于无负荷的、 不渗c的电热设备构件。 1cr25ti 3cr25si3ni 1cr28 1100 1100 1150 不起皮钢,抗硫腐蚀性好,常用于小负 荷的加热设备构件。 奥 氏 体 铬
格式:pdf
大小:154KB
页数:10P
人气:95
4.7
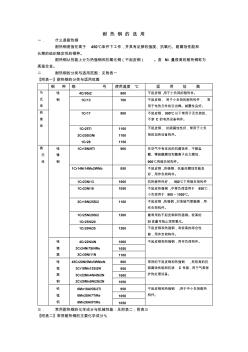
耐热钢的选用 一.什么是耐热钢 耐热钢是指在高于450℃条件下工作,并具有足够的强度、抗氧化、耐腐蚀性能和 长期的组织稳定性的钢种。 耐热钢从性能上分为热强钢和抗氧化钢(不起皮钢)。含ni量很高的耐热钢称为 高温合金。 二.耐热钢的分类与适用范围:见附表一 【附表一】耐热钢的分类与适用范围 钢种钢号使用温度℃适用范围 马 氏 体 铬 钢 4cr9si2800不起皮钢,用于小负荷的耐热件。 1cr13700不起皮钢,用于小负荷的耐热构件,常 用于电热元件的引出棒。减震性良好。 铁 素 体 1cr17900不起皮钢,900℃以下常用于无负荷的、 不渗c的电热设备构件。 1cr25ti 3cr25si3ni 1cr28 1100 1100 1150 不起皮钢,抗硫腐蚀性好,常用于小负 荷的加热设备构件。 奥 氏 体 铬
格式:pdf
大小:168KB
页数:4P
人气:95
3
结构钢焊条焊接电参数分析——采用德国汉诺威大学发明的焊接质量分析系统,对结构钢e4303和e5015型焊条在焊接过程中的电参数进行随机检测,对电弧电压、焊接电流波形和短路时间、燃弧时间、过渡周期等参数的概率分布进行了分析研究,精确地确定了最大值、平均值...
格式:pdf
大小:301KB
页数:未知
人气:95
4.8
CHH308低合金耐热钢焊条的研制 chh308是铁粉低氢型药皮的低合金耐热钢焊条,具有较高的熔敷效率,可交直流两用。主要用于焊接工作温度在520℃以下的(ω_(mo)=0.5%、ω_(cr)=1%)低合金耐热钢。焊接耐热钢国内普遍采用低氢钠型药皮焊条,但该类焊条熔敷效率不高,国外则多采用具有较高熔敷效率及熔敷金属和具有良好塑、韧性的铁粉低氢型焊条。为顺应世界焊接材料的发展,满足用户需求,我公司研制了chh308焊条。
格式:pdf
大小:202KB
页数:3P
人气:95
4.6
金红石对耐热钢焊条R307工艺性能的影响 通过调整耐热钢焊条r307药皮配方中金红石的含量,对不同含量的焊条进行了断弧长度、脱渣率、飞溅率的工艺性能试验,研究了药皮中金红石含量对r307焊条的工艺性能的影响,确定了药皮中金红石的最佳加入量范围。
格式:pdf
大小:1.2MB
页数:1P
人气:95
4.4
用碳钢焊条冷焊铸铁件 通过长期的摸索和实践,总结出用碳钢焊条冷焊铸铁件的经验,并具体介绍其工艺过程及工艺原理,克服用碳钢焊条冷焊铸铁件的困难。
文辑创建者
我要分享 >
职位:造价项目主管
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐