南充炼油厂酮苯脱蜡装置溶剂干燥系统技术改造及效果分析
2025-02-17
1995年3月,南充炼油厂对酮苯装置溶剂干燥脱水系统进行了技术改造,经1年时间的运转情况表明,干燥脱水效果明显,解决了该厂酮苯装置长期以来含水高的问题。本文介绍了此次改造的内容及其改造后的效果。

 南充炼油厂酮苯装置技术改造工程简介
南充炼油厂酮苯装置技术改造工程简介 本文介绍了南充炼油厂酮苯装置结晶、过滤、溶剂回收等系统的工艺流程及改造情况,装置经过改造后处理能力从4.5x104t/a增加到6.5x104t/a。

经过3个月的试运行,大庆石化公司炼油厂总投资168万元的酮苯脱蜡装置技改项目日前获得成功。这一项技改项目实施后,酮苯脱蜡重油装置可以直接用于生产半炼蜡,每年可以新增半炼蜡膏生产能力10万吨,配套后还可以增加石蜡3万吨以上,每年可多创效益1.5亿元。
编辑推荐下载
格式:pdf
大小:894KB
页数:3P
人气:53
 4.4
4.4
本文介绍了兰州石化公司酮苯脱蜡装置加热炉及配套设施的一些技术改造与优化措施,通过技术改造,使得加热炉的热效率由原来的80%提高到现在91%以上,热效率大幅提升,接近设计水平。能耗逐年降低,实现了节能减排,并且装置总体技术经济指标有一定的提高,提高了装置的经济效益。
格式:pdf
大小:526KB
页数:4P
人气:53
4.8
结合现有新型槽车进出油品装卸区的空间需求,对现有老旧爬车系统改造:对原有爬车车体、车轮结构、推臂结构进行了结构改进,解决了新型槽车空间受限的问题;对原有爬车运行控制,运用现代控制技术,重新进行了控制设计,保证了爬车运行的安全可靠性.
热门文档 南充炼油厂酮苯脱蜡装置溶剂干燥系统技术改造及效果分析
格式:pdf
大小:93KB
页数:3P
人气:53
4.5

本文对减压系统产品不合格的原因进行了分析,并提出该系统尤其是关键设备-减压塔的技术改造方案,实施后取得了很好的效果。
格式:pdf
大小:729KB
页数:6P
人气:53
4.5
茂名石化炼油厂二催化装置原设计处理能力为800kt/a,掺渣40%。经过核算,将分馏塔柴油抽出口以上塔盘改为固舌型塔盘,稳定塔下层进料口以上塔盘改为superfrac塔盘,同时对换热流程适当调整,部分管线扩大升级,使处理量扩大至1mt/a,掺渣达60%。
格式:pdf
大小:155KB
页数:4P
人气:53
4.7
利用aspenplus11.1流程模拟软件对茂石化炼油厂部分脱硫装置及胺液再生能力进行核算,充分挖掘现有装置的富余量,从而在不增加脱硫设施的情况下,满足新建100万t/a焦化装置瓦斯和液态烃脱硫要求,节省了新建一套脱硫设施的投资约220万元。
格式:pdf
大小:1.0MB
页数:3P
人气:53
4.6
炼油厂酮苯装置高压开关柜行程开关故障分析及改造措施 酮苯装置是炼油厂主要润滑油生产装置,而高压开关柜故障对供电可靠性以及化工安全生产带来极大威胁。文中通过对一起炼油厂酮苯装置高压开关柜行程开关故障原因进行查找和分析,提出改造措施,并将其应用于炼油厂其余开关柜,避免了类似故障的发生。
精华文档 南充炼油厂酮苯脱蜡装置溶剂干燥系统技术改造及效果分析
格式:pdf
大小:153KB
页数:4P
人气:53
4.8
中国石油玉门油田分公司玉门炼油化工总厂随着"短流程燃料型"加工方案的调整,加热炉运行台数由20台减少为14台,用能水平明显提高,综合能耗显著下降,但主要装置(常减压、重整、焦化装置)加热炉都是上世纪90年代设计、制造的,运行时存在排烟温度高、氧含量高、入炉空气温度低、炉内壁保温破损、炉体漏风、炉体外壁温度高、燃料消耗大、热效率低等问题。针对上述问题,利用2010年7月份检修机会,对常减压、重整和焦化装置加热炉进行了综合改造。在采取系列综合改造措施后,3套主要生产装置的加热炉平均热效率由86.92%上升到了93.76%,平均过剩空气系数由1.36降低到0.86,平均排烟温度由224.25℃降低到了124.7℃,平均炉体表面温度由77.75℃降低到了37.7℃,加热炉运行状况得以大幅改善。随着加热炉运行状况的改善,瓦斯消耗量降低、装置处理量提高,极大地改善了装置各项经济指标。
格式:pdf
大小:697KB
页数:4P
人气:53
4.6
扬子石化炼油厂尤里卡装置因设计的原料性质和实际有较大差异,运行初期频繁停车。因工艺原因,改造工作也十分艰难。对尤里卡装置投产以来摸索出的工艺、设备等方面的一系列技术改造措施进行了小结。
格式:pdf
大小:575KB
页数:3P
人气:53
4.4
某炼油厂原有常规填料冷却塔存在风阻大、热性能差、运行费用高、冷却水浓缩倍数高等问题,需行优化改造。将原有冷却塔改造成无填料喷雾冷却塔,同时改变布水方式并更换涡流式风机。实践表明,改造后降温效果理想,节能、节电效果明显。
格式:pdf
大小:168KB
页数:2P
人气:53
4.3
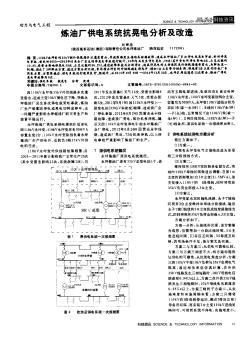
110kv永坪变的35kv侧外供线路多次遭受雷击,导致线路发生接地或短路故障,造成永坪炼油厂多次停电或晃电事故。针对停晃电事故,首先对2003—2012年以来全厂发生的停晃电事故进行统计,10年内共发生停电晃电:29次(其中受电网停电影响4次,占总次数的13.8%。受雷击影响停晃电25次,占总次数的86.2%)。通过故障录波及分析得出:造成停晃电的主要原因是外供线路遭受雷击。为解决这一问题,提出了3种解决方案,通过方案分析比较,采用将永坪变的外供线路负荷甩开,增加1台主变带外供负荷,将现有2台主变作为我厂专用变方案。方案实施后,供电系统运行效果良好。经统计,从2013年12月20日—2014年12月31日,采坪区周边遭受12次雷击,炼油厂停电晃电事故降为0次。
格式:pdf
大小:150KB
页数:2P
人气:53
4.3
通过对炼油厂气体分流装置改造前后各种数据和操作指标的对比,说明气体分流装置利用催化裂化、延迟焦化等装置回收低温热。是一种有效利用能源的措施,有节能降耗、提高效益的作用。
最新文档 南充炼油厂酮苯脱蜡装置溶剂干燥系统技术改造及效果分析
格式:pdf
大小:30KB
页数:1P
人气:53
4.3

该项目由中国石油天然气股份有限公司抚顺石化公司石油一厂投资建设,本项目为抚顺石化公司石油一厂60万t/a酮苯脱蜡装置扩建工程。建设地点为中国石油天然气股份有限公司抚顺石化公司石油一厂老30万吨酮苯脱蜡装置区,不需新征用地。项目总投资28364.5万元。
格式:pdf
大小:116KB
页数:1P
人气:53
4.6
第期张兰芬溶剂法生产 一 经基 一一 茶甲酸 近期世界染料及有机颜料手册北京化工部科技情报 所 , , , 杨新玮 , 杨薇冰染染料发展概况化工物质 ,, 何海兰等溶剂狡化法合成 一 经基 一一 蔡甲酸的研究浙 江工业大学学报 , 左新举溶剂法合成 一 经基 一一 蔡甲酸通过中试技术鉴 定染料与精细化学品信息 ,, 林传球论染料中间体生产的技术改造上海化工 , , , 一·一 ,, , 一一一 ,, 一一一· 句 一一一,, 吉化炼油厂重油催化装置外旋改造成功 吉化炼油厂于年月日顺利完成了重油催化装置第二再生器外旋风分离器改造工作 , 装 置一次开车成功 。 催化剂单耗明显下降 , 为装置达产达标创造了条件 。 改造前 , 第二再生器外旋风分离器的
格式:pdf
大小:99KB
页数:1P
人气:53
4.4
3.3 经济效益 装置高负荷生产年可创效益:342.22万元。 计算过程如下: (11-9.06)×8000×45%×98%×(2800-2 300)=342.22万元/年 式中: 11.0—高负荷时碳四每小时进料量,t/h 9.06—设计负荷时碳四每小时最大进料量,t/h 45%—原料中丁二烯质量分数 98%—丁二烯抽提率 2800—丁二烯1998年外购价,元/t丁二烯 2300—丁二烯1998年成本价,元/t丁二烯 8000—全年生产时间,h 4 存在问题 (1)脱重组份塔操作弹性小 在装置达11 t/h负荷时,脱重组份塔塔釜丁二烯不易控制,已 明显发现t201b塔能力不足,而萃取精馏系统操 作弹性还较大,因此改造t201a/b还可进一
格式:pdf
大小:195KB
页数:1P
人气:53
4.6

炼油厂污水主要来源于减粘、焦化和重油处理装置生产过程中产生的污水和储油罐中排放的油罐底水,成分复杂。含油污水如果不加以回收处理,不仅会造成浪费。还会影响生物生存、破坏水资源、造成极大的环境危害和社会危害,甚至通过食物链危害人体健康。因此,需要对炼油厂污水进行生化处理技术的改造。主要对其进行了相应的研究和探讨。
格式:pdf
大小:88KB
页数:1P
人气:53
4.4

综上所述,经过4个多月的工业应用,各项监测结 果证明,ht01油溶性缓蚀剂对塔顶设备有较好的 缓蚀效果,且能很好地抑制露点下的点蚀。 3 工业应用 在ht01油溶性缓蚀剂工业应用的基础上, 武汉石油化工厂两套常减压装置塔顶挥发系统先 后投用缓蚀剂ht01,注入量5~8μg/g。ⅰ套常 减压蒸馏装置应用情况见表7。1998年,ⅱ套常 减压装置常压塔顶铁离子含量全年平均为1.01 mg/l。 表7 ⅰ套常减压装置塔顶冷凝水铁离子含量 mg/l 初馏塔顶常压塔顶减压塔顶 1.851.241.61 0.960.970.64 0.710.990.63 0.550.630.55 0.871.440.54 1.761.061.37 1.390.951.10 从表7常规设备
格式:pdf
大小:261KB
页数:3P
人气:53
4.5
分析某炼油厂污水处理装置的现状及运行中存在的问题:生化处理装置处理能力不足,造成污水排放不能达到新标准的要求。生化处理装置改造后采用水解+a/o工艺,同时辅以baf工艺作为深度处理工艺,从而保证出水达到2009年新实施的污水综合排放标准的要求。
格式:pdf
大小:291KB
页数:1P
人气:53
4.6
炼油厂生产工艺复杂,产生的废水中污染成分也很复杂,对环境的影响程度较大.因此必须进行深度处理.本文结合炼厂的具体水处理技术,对相关技术的应用情况进行分析说明,以便相关单位借鉴参考.
格式:pdf
大小:502KB
页数:3P
人气:53
4.5

聚丙烯装置的干燥系统自动控制系统无法正常运转,近一年来严重影响着安全生产。因此,对此自动控制系统进行了改造,在物位监控回路中加装了延迟自锁装置,经过技术改进,成功的解决了问题,并为其他类似自动控制系统的改造提供了可借鉴的成功经验。
格式:pdf
大小:2.2MB
页数:3P
人气:53
4.3
本文简要介绍了目前国内炼油"三泥"的处置处理技术;主要阐述了30~10mpa蒸汽旋转射流技术处理炼油厂"三泥"改造工业应用装置放大实验.将"三泥"经预处理、混凝、脱水后,利用其中的重金属做为催化剂,3~10mpa蒸汽旋转射流湿式催化氧化原料,以燃烧油产品形式出装置,符合循环经济的3r原则,解决了炼油化工企业"三泥"治理的难题.
格式:pdf
大小:264KB
页数:2P
人气:53
4.6
针对石油化工装置内常压污油污水系统改造,从环保、安全及经济性几方面综合考虑,采取了几个技术措施,以确保该系统安全有效的运行。重点阐述了含油污水系统设置安全阀的理论依据、泄放量的确定及配管中的几个注意事项。
文辑创建者
我要分享 >
职位:钢筋施工员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐