南康水电站弧形闸门焊接活动铰制作工艺的优化
2024-05-15
在弧形闸门支臂焊接活动铰的制作中,保证活动铰结构与铰套焊缝的焊接质量和强度、焊接后活动铰整体退火消除焊接残余应力是制造过程的大难题.以老挝南康3水电站弧形闸门焊接活动铰制作为例,介绍了焊接活动铰结构形式的优化、整体退火炉的设计和应用,可为类似产品生产提供参考.

 弧形闸门焊接活动支铰制作技术
弧形闸门焊接活动支铰制作技术 随着水利水电工程的发展,为了增加弧形闸门活动支铰的强度、减少材质内部铸造缺陷和节省材料,大型弧门活动支铰设计不再是常规的铸钢件,而是设计成焊接结构件,其中铰套毂则为锻件。组成活动支铰的钢板厚度较厚,对此类构件焊接要求很高,腹板、翼板及铰套毂对接、角接焊缝均为ⅰ类探伤焊缝,为减小焊接应力,焊后需对活动支铰进行整体退火消应热处理后进行精加工制作。本文通过某大型水电站弧形闸门活动支铰的制作为例,介绍了焊接活动支铰的制作工艺及控制要点。

五强溪水电站的表孔弧形闸门是亚洲最大的。其外型尺寸超大,门内横梁、纵梁繁多,整体尺寸要求高,不可能分节单独拼装。为保证面板的弧度,须专门设计制造1个专用胎模。制作中把弧门拼成整体,焊完验收后再解体,以便保证整体尺寸及现场拼装时各节之间的良好配合。
编辑推荐下载
格式:pdf
大小:109KB
页数:3P
人气:78
 4.4
4.4
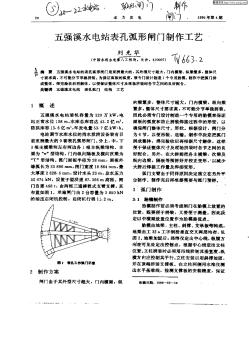
五强溪水电站的表孔弧形闸门是亚洲最大的,其外型尺寸超大,门内横梁、纵梁繁多,整体尺寸要求高,不可能分节单独拼装。为保证面板的弧度,须专门设计制造1个专用胎模。制作中把弧门拼成整体,焊完验收后再解体,以便保证整体尺寸及现场拼装时各节之间的良好配合。
格式:pdf
大小:544KB
页数:3P
人气:78
4.4
普定水电站弧形闸门改造 介绍了普定水电站溢流坝弧形闸门支铰在运行中出现的故障及对弧形闸门支铰和液压启闭机改造的过程。
热门文档 南康水电站弧形闸门焊接活动铰制作工艺的优化
格式:pdf
大小:178KB
页数:3P
人气:78
4.5

我国的水利水电快速发展,由于弧形闸门具有启闭省力,运转可靠,泄流条件好等优点,被广泛应用在大型水利工程中。但是弧门制造难度大,技术要求高,在制造弧门的过程中,如何有效地防止构件变形,保证门叶和支臂加工精度,减少误差是控制闸门半径尺寸的关键问题。
格式:pdf
大小:73KB
页数:1P
人气:78
4.5
弧形闸门在大型水电站的应用非常广泛,其焊接和矫正工序对弧形闸门的安装非常的重要,被水电站建设企业重点关注。弧形闸门正确焊接措施及焊后矫正,是保证弧形闸门制造精度的关键。本文对水电站弧形闸门焊接措施及焊接变形的矫正方法进行研究,为提高弧形闸门制造精度提供一些参考资料,使其达到水工规范的要求。
格式:pdf
大小:304KB
页数:2P
人气:78
4.6
水电站弧形闸门的模态试验与分析方法 对水电站闸门的动态特性分析,通常采用有限元的方法。但由于该方法采用了一系列的假设与边界条件,使其结果有可能与实际情况不相符合。而模态分析技术引入了自动控制中的传递函数概念,从输入和输出之间的函数关系入手,找出系统的固有特性,从而为解决实际工程问题提供了一个有力手段。通过对弧形闸门模型(20∶1)用脉冲锤击法做模态试验,求得该闸门的前七阶振型,其试验分析结果与有限元理论计算结果相比,取得了较好的一致性。该试验表明,利用模态试验技术测取闸门的动态特性,是解决闸门振动问题的有效途径。
格式:pdf
大小:150KB
页数:7P
人气:78
4.8

本文就火谷水电站泄洪闸弧形工作闸门制造过程、厂内整体大组装过程的工艺进行了介绍,并对相关工艺进行了分析改进。
格式:pdf
大小:198KB
页数:2P
人气:78
4.5
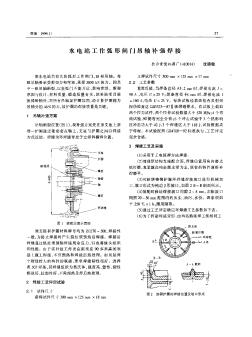
某水电站共有九张弧形工作闸门,18根吊轴.每根吊轴要承受剪切力和弯矩,承受3850kn的力.因其中一根吊轴断裂,以至弧门不能开启,影响泄洪.断裂原因与设计、材料质量、锻造质量有关,该补强项目除换掉断轴外,对所有吊轴加护圈加固,经计算护圈能为吊轴分担46%的力,故护圈的焊接质量是关键.1吊轴补强方案吊轴断裂位置(图1),现补强方案是在原支座上新增一护圈通过锥套套在轴上,支座与护圈之间以焊接方式连结.焊缝为环焊缝皆处于立焊和横焊位置.
精华文档 南康水电站弧形闸门焊接活动铰制作工艺的优化
格式:pdf
大小:282KB
页数:未知
人气:78
4.6
弧形闸门焊接和拼装工艺 0引言弧形闸门是水利枢纽中控制并调节上下游水位的挡水及泄水设备,由弧形门叶、支臂和支绞所组成(见图1),其中门叶包括面板、主梁、纵梁边梁等。一般情况下,主梁为"工"字形梁,而大型弧门采用箱形梁,这就要求箱形梁有较好的平直度,对整个弧形闸门倒置式拼装起到质量的保证作用。以分水江枢纽工程大型弧形闸门拼装为例,阐述了如何从工艺上有效控制箱形梁焊接件的变形矫正工作,来完成弧形闸门整体倒置式拼装的过程。
格式:pdf
大小:174KB
页数:3P
人气:78
4.7
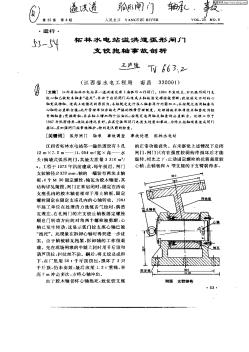
昭平水电站弧形闸门及舌瓣门液压启闭机 沈得胜 (国家电力公司华东勘测设计研究院 杭州 310014) 1 概述 液压启闭机是闸门操作设备的主要型式之一, 早在50年代如官厅水库泄水高压闸门上就已采用, 后来逐渐推广到底孔弧门、进水口快速闸门、船闸下 沉门、人字门等(见表1)。表孔溢洪道弧门国外早 已采用液压启闭机,我国起步较慢,到1987年底才 首次实践于福建沙溪口水电站的17孔溢洪道弧门, 后来很快在几十个电站得到推广应用(见表2)。 表1 国内的一些电站液压启闭机参数 工 程 持住力/启门力 /kn 油缸内径 /mm 活塞杆外径 /mm 行程 /m 自重 /t 刘家峡4500/30006003001045 龚 咀4500/20006003001040 乌江渡4500/2000600300937
格式:pdf
大小:2.7MB
页数:11P
人气:78
4.4

随着我国水利水电工程技术的发展,越来越多的大尺寸弧形闸门投入使用,对弧形闸门的原型观测试验技术手段提出了更高的要求。在现阶段国内外尚无水工金属结构设备原型观测专项技术标准状况下,本文针对弧形闸门的工作特点,提出了弧形闸门原型观测试验整体技术方案。并以蜀河水电站泄洪闸2^#弧形闸门原型观测试验为例,通过采用先进的测量仪器和数据分析技术,对弧形闸门的结构应力、位移、动力特性、振动响应、启闭力等各项工作特性参数进行了综合评价和分析。发现了支臂侧向作用面上承受较大弯矩、下泄水流的动水荷载与弧形闸门和闸墩的低频区已形成不利组合、启门瞬间液压启闭机的启门力超出启闭机容量等弧形闸门的运行安全隐患,对确保工程安全具有一定的参考价值。
格式:pdf
大小:2.7MB
页数:11P
人气:78
4.5

随着我国水利水电工程技术的发展,越来越多的大尺寸弧形闸门投入使用,对弧形闸门的原型观测试验技术手段提出了更高的要求。在现阶段国内外尚无水工金属结构设备原型观测专项技术标准状况下,本文针对弧形闸门的工作特点,提出了弧形闸门原型观测试验整体技术方案。并以蜀河水电站泄洪闸2^#弧形闸门原型观测试验为例,通过采用先进的测量仪器和数据分析技术,对弧形闸门的结构应力、位移、动力特性、振动响应、启闭力等各项工作特性参数进行了综合评价和分析。发现了支臂侧向作用面上承受较大弯矩、下泄水流的动水荷载与弧形闸门和闸墩的低频区已形成不利组合、启门瞬间液压启闭机的启门力超出启闭机容量等弧形闸门的运行安全隐患,对确保工程安全具有一定的参考价值。
格式:pdf
大小:387KB
页数:3P
人气:78
4.5
黄坛口水电站弧形闸门控制系统 简要介绍了黄坛口水电站弧形闸门控制系统的各组成部分。该弧形闸门控制系统应用国内外先进技术,选用高性能优质自动化元器件,对黄站弧形闸门控制系统进行了一系列的设计和改造,提高了设备的可靠性和自动化运行水平。
最新文档 南康水电站弧形闸门焊接活动铰制作工艺的优化
格式:pdf
大小:649KB
页数:3P
人气:78
4.5
ANSYS软件在水电站弧形闸门设计中的应用 针对南水北调中弧形闸门的特点,分析了计算工况及计算载荷,用ansys软件建立shell63弹性壳单元模型,对金属结构的连接、约束、载荷进行有效处理,对各工况应力、变形等进行有限元计算。
格式:pdf
大小:116KB
页数:2P
人气:78
4.7
浅谈弧形闸门焊接变形控制 从焊接变形机理分析江风口分洪闸扩建工程弧形闸门门叶的焊接变形,对在制作工程中采取的焊接变形控制措施进行叙述,为提高弧形闸门门叶制造质量提供可鉴经验。
格式:pdf
大小:261KB
页数:3P
人气:78
4.5

水利电力施工机越第卷第期总第期年 东江水电站偏心铰弧形闸门的机械加工 中国水电八局唐荣书 引言 东江水电站二级放空洞的工作闸门 , 是 目前我国最大的深孔偏心铰弧门 , 在龙羊峡 水电站也有一台这种型式的闸门 , 其主要参 数见附表 。 这种类型的闸门虽在国外采用较 多 , 在我国却刚开始试制和使用 , 它具有承受 压力大 、 启闭阻力小 、 止水效果好等优点 , 但 对制造 、 加工和安装的精度要求较高 。 附表偏心铰弧门主要参数 所在电站名称东江水电站龙羊峡水电站 设计水头 孔口尺寸试 总水压力 弧面半径 偏心距 门叶支臂重量 根据设计要求 , 东江水电站的偏心铰弧 「除与普通闸门一样 , 需对支臂和支铰座 、 支 臂和门叶的结合平面加工外 , 还提出了对整 个弧形表面进行加工的要求 , 其精度为 的弧面半径的误差控制在土 , 表
格式:pdf
大小:799KB
页数:6P
人气:78
4.3
拉西瓦水电站底孔偏心铰弧形闸门的设计 拉西瓦水电站底孔弧形闸门设计水头较高,运行工况有电站初期发电及渡汛水位的局开运行和电站建成后的全开运行等多种工况,设计难度较大。文章对拉西瓦水电站底孔弧形闸门的闸门与止水选型设计、结构布置、闸门水力学研究与闸室体形设计、结构设计中的动力稳定问题、荷载分析、启闭机位置与容量的选定、锁定设计及偏心铰弧门偏心参数确定等作了较为详细的介绍。
格式:pdf
大小:80KB
页数:2P
人气:78
4.5
江西省柘林水电站第一溢洪道设有3扇弧形工作闸门。1984年发现左、右孔弧形闸门支铰心轴已被胶木轴套“抱死”,并由于启闭闸门而造成上轴板固定螺栓被剪断,致使固定不动的。轴变成转轴。造成上述情况的原因为:未按规定先行压入轴套再行内圆加工;未按规范选用轴套与心轴的公差配合值;此外管理单位亦缺乏严格的维修管理制度。处理措施采取将胶木轴套改为铝青铜轴套;更换新轴,并在轴上增加两个注油孔;按规定选用轴及轴套的公差配合。处理工作于1987年汛前结束,投运后情况良好。在其它弧形闸门也发生过类似事故。为防止抱轴现象造成闸门损坏,应加强闸门经常性维护,特别是汛前的检查。
格式:pdf
大小:132KB
页数:15P
人气:78
4.5
浅谈平面、弧形钢闸门的制作工艺及流程 钢闸门的类型较多,可以按其工作性质、设置部位或形式进行分 类。按工作性质可分为事故闸门、检修闸门、工作闸门和施工导流闸 门;按设置部位可分为露顶式闸门和潜孔式闸门;按结构形式可分 为平面钢闸门和弧形钢闸门。当今的钢闸门大多数采用钢结构焊接组 装成形,钢闸门制造的重点和难点在于对其制造工艺和焊接工艺的控 制。 一、平面钢闸门 1平面钢闸门制造工艺流程 材料复检、入库钢板、型钢校正绘制下料图按图下料 检查、记录主梁拼焊、次梁拼焊、边梁拼焊、闸门面板拼焊 门叶拼装门叶测量记录门叶整体焊接焊缝无损检 测、单节闸门整体组焊测量记录闸门翻身、整体组装门叶 面板放线、切割水封座板加工水封零部件组装防腐 出厂验收。 2平面钢闸门制造工艺 2.1零件和单个构件制造 2.1.1钢板和型钢在下料前应进行整平、调直、拼接处理 a.钢板通过
格式:pdf
大小:845KB
页数:5P
人气:78
4.4
引子渡水电站溢洪道弧形工作闸门焊接变形研究与处理 引子渡水电站溢洪道弧形工作闸门孔口净宽11.5m、孔口净高19m,设计水位9m、闸门自重283t,为中国水利水电第九工程局有限公司迄今独立制作的最大的弧形工作闸门。如此规模的大型钢闸门焊接量大,焊后常会出现线形变形、角变形、弯曲变形、扭曲变形等焊接变形,这些变形的存在将使闸门的总体尺寸和使用性能发生变化,因而在保证焊接质量的前提下,需使焊接变形得到有效控制,以保证闸门的正常启闭。为达到这一目的,闸门的生产制作方中国水利水电第九工程局有限公司通过对闸门门叶、支臂等结构的分析与研究,制定了一套完整的焊接工艺,从设计和工艺2个方面最大限度地减少了该闸门的焊接变形。
格式:pdf
大小:1.7MB
页数:2P
人气:78
4.4
谈大型表孔弧形闸门门叶焊接技术 本文针对弧形闸门门叶焊接高空、交叉作业施工难度大、成本高、安全无法保证的技术难题。对大型表孔弧形闸门门叶焊接方法进行技术研究,有效保证了弧形工作闸门门叶焊接变形,保证门叶之间焊接质量;确保弧形闸门门叶焊接作业施工人员的安全,可操作性强,经济效益显著。
格式:pdf
大小:319KB
页数:未知
人气:78
4.7
某弧形闸门门叶焊接变形控制技术 门叶是闸门的重要构件,门叶的加工、装配和焊接质量对闸门的安装和使用有重要影响。结合江口水电站溢洪道弧形工作闸门门叶焊接工程,详细介绍了弧形闸门门叶焊接工艺流程和控制要点,包括单件焊接、骨架焊接等。通过数据检验结果表明,通过合理的焊接顺序和预留反变形措施,江口弧形闸门门叶结构变形尺寸得到有效控制。
格式:pdf
大小:1.1MB
页数:6P
人气:78
4.6
偏心铰式弧形闸门启闭力试验研究 偏心铰式弧形闸门在启闭过程中其受力状态与常规闸门有所不同,受力条件较为复杂,准确计算闸门启闭力难度较大。设计人员在确定该类闸门的启闭机容量时尚无统一的规范可循。以水布垭放空洞工作闸门为研究实例,通过水工模型全程模拟了偏心铰闸门启闭的运行状况,利用脉动压力和拉压传感器测量无摩擦情况下的闸门启闭力,在此基础上,分析计算了原型闸门运行时所受止水摩擦力后的闸门启闭力,重点研究了偏心铰闸门运行时启闭力的变化特征,并将试验和计算成果绘制成启闭力曲线,为设计人员选取启闭机容量提供了依据。原型闸门在投入运行后经过了超高设计水头的考验,各项指标均满足要求,闸门运行正常。
文辑创建者
我要分享 >
职位:城市规划设计-助理规划师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐