耐热钢焊条选用
2025-02-08
耐热钢焊条 R106Fe 符合 GB E5018-A1 相当 AWS E7018-A1 说明 : R106Fe 是铁粉低氢型药皮的含 Mo0.5% 的珠光体耐热钢焊条,交直流两用,可全位置焊接,焊件应根 据结构特点进行适当的预热及焊后热处理。 用途 : 用于焊接工作温度在 510℃以下的锅炉管道(如 15Mo),也可用于焊接一般的低合金钢。 熔敷金属化学成分 (%) 化学成分 C Mn Si S P Mo 保证值 0.05-0.12 ≤0.90 ≤0.5 ≤0.035 ≤0.035 0.40~0.65 熔敷金属力学性能 (620 ±15℃×1h 回火处理) 试验项目 R m(MPa) R eL或 R p0.2(Mpa) A(%) KV 2(J) 保证值 ≥490 ≥390 ≥22 ≥47(常温 ) 一般结果 510~570 400~450 22~28 110~160( 常温

电焊条的选用 (二) (3)耐热钢焊条的选用 低合金耐热钢要在高温下长期工作,为了保证耐热钢的高温性能,须向钢中 加入较多的合金元素(如cr、mo、v、nb等)。在选择焊接材料时,首先要保证焊缝 性能与母材匹配,具有必要的热强性,因此要求焊缝金属的化学成分应尽量与母 材一致。如果焊缝与母材化学成分相差太大,高温长期使用后,接头区域某些元 素发生扩散现象(如碳元素在熔合线附近的扩散),使接头设法性能下降。 耐热钢焊条一般可按钢种和构件的工作温度来选用。选配耐热钢焊接材料的 原则是焊缝金属的合金成分和性能与母材相应指标一致,或应达到产品技术条件 提出的最低性能指标。为了提高焊缝金属的抗热裂能力,焊缝中的碳含量应略低 于母材的碳含量,一般应控制在0.07%~0.15%之间。由于钢中碳和合金元素的共 同作用,耐热钢焊接时极易形成淬硬组织,焊接性较差。为此耐热钢

r307g焊条采购技术条件 低合金耐热钢焊条r307g 采购技术条件 r307g焊条采购技术条件 1内容及范围: 1.1本技术条件规定了14cr1mor(h)钢用焊条r307g的化学成分、包装、标 识和质量证明书等方面要求。 1.2本技术条件适用于r307g焊条的订货和验收。订货的规格和数量应按照采 购合同的要求。 1.3按本技术要求供货的焊条,除满足本技术条件的规定外,其他未列出的款项 应符合gb/t5118e5516-b2和awsa5.5e8016-b2的要求。 2熔敷金属的化学成分: 熔敷金属化学成分应符合下列要求(%) csimnsp ≤0.12≤0.50≤0.90≤0.012≤0.012 cusbsnassi+mn ≤0.20≤0.004≤0.010≤0.010≤1.20 注:x系数:(10p+5sb+4
编辑推荐下载
格式:pdf
大小:17KB
页数:2P
人气:95
 4.6
4.6
此文档收集于网络,如有侵权请联系网站删除 此文档仅供学习和交流 r307g焊条采购技术条件 低合金耐热钢焊条r307g 采购技术条件 此文档收集于网络,如有侵权请联系网站删除 此文档仅供学习和交流 r307g焊条采购技术条件 1内容及范围: 1.1本技术条件规定了14cr1mor(h)钢用焊条r307g的化学成分、包装、标 识和质量证明书等方面要求。 1.2本技术条件适用于r307g焊条的订货和验收。订货的规格和数量应按照采 购合同的要求。 1.3按本技术要求供货的焊条,除满足本技术条件的规定外,其他未列出的款项 应符合gb/t5118e5516-b2和awsa5.5e8016-b2的要求。 2熔敷金属的化学成分: 熔敷金属化学成分应符合下列要求(%) csimnsp ≤0.12≤0.50≤0.90≤0.012≤0.012 cusb
热门文档 耐热钢焊条选用
格式:pdf
大小:25KB
页数:3P
人气:95
4.4
r307g焊条采购技术条件 低合金耐热钢焊条r307g 采购技术条件 r307g焊条采购技术条件 1内容及范围: 1.1本技术条件规定了14cr1mor(h)钢用焊条r307g的化学成分、包装、标 识和质量证明书等方面要求。 1.2本技术条件适用于r307g焊条的订货和验收。订货的规格和数量应按照采 购合同的要求。 1.3按本技术要求供货的焊条,除满足本技术条件的规定外,其他未列出的款项 应符合gb/t5118e5516-b2和awsa5.5e8016-b2的要求。 2熔敷金属的化学成分: 熔敷金属化学成分应符合下列要求(%) csimnsp ≤0.12≤0.50≤0.90≤0.012≤0.012 cusbsnassi+mn ≤0.20≤0.004≤0.010≤0.010≤1.20 注:x系数:(10p+5sb+
格式:pdf
大小:209KB
页数:3P
人气:95
4.4
 药皮成分对耐热钢焊条R307焊接工艺性能的影响
药皮成分对耐热钢焊条R307焊接工艺性能的影响 通过调整耐热钢r307焊条药皮中大理石/萤石的比值,对不同比值的焊条进行了断弧长度、脱渣率、飞溅率的工艺性能试验,研究了药皮中大理石/萤石的比值对r307焊条焊接工艺性能的影响。结果显示:随药皮中大理石/萤石比值的增大,焊条的断弧长度先增大后减小,比值在1.70~1.75,断弧长度达到最大值;其脱渣率先增大后减小,比值在1.75~1.80,脱渣率达到最大值;其飞溅率一直增大。综合考虑,药皮中大理石/萤石比值在1.75左右时,耐热钢焊条r307的工艺性能最好。
格式:pdf
大小:154KB
页数:10P
人气:95
4.4

耐热钢的选用 一.什么是耐热钢 耐热钢是指在高于450℃条件下工作,并具有足够的强度、抗氧化、耐腐蚀性能和 长期的组织稳定性的钢种。 耐热钢从性能上分为热强钢和抗氧化钢(不起皮钢)。含ni量很高的耐热钢称为 高温合金。 二.耐热钢的分类与适用范围:见附表一 【附表一】耐热钢的分类与适用范围 钢种钢号使用温度℃适用范围 马 氏 体 铬 钢 4cr9si2800不起皮钢,用于小负荷的耐热件。 1cr13700不起皮钢,用于小负荷的耐热构件,常 用于电热元件的引出棒。减震性良好。 铁 素 体 1cr17900不起皮钢,900℃以下常用于无负荷的、 不渗c的电热设备构件。 1cr25ti 3cr25si3ni 1cr28 1100 1100 1150 不起皮钢,抗硫腐蚀性好,常用于小负 荷的加热设备构件。 奥 氏 体 铬
格式:pdf
大小:154KB
页数:10P
人气:95
4.7
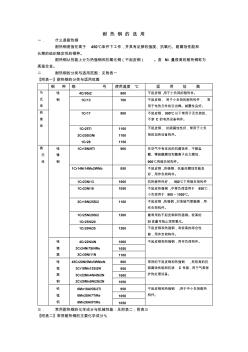
耐热钢的选用 一.什么是耐热钢 耐热钢是指在高于450℃条件下工作,并具有足够的强度、抗氧化、耐腐蚀性能和 长期的组织稳定性的钢种。 耐热钢从性能上分为热强钢和抗氧化钢(不起皮钢)。含ni量很高的耐热钢称为 高温合金。 二.耐热钢的分类与适用范围:见附表一 【附表一】耐热钢的分类与适用范围 钢种钢号使用温度℃适用范围 马 氏 体 铬 钢 4cr9si2800不起皮钢,用于小负荷的耐热件。 1cr13700不起皮钢,用于小负荷的耐热构件,常 用于电热元件的引出棒。减震性良好。 铁 素 体 1cr17900不起皮钢,900℃以下常用于无负荷的、 不渗c的电热设备构件。 1cr25ti 3cr25si3ni 1cr28 1100 1100 1150 不起皮钢,抗硫腐蚀性好,常用于小负 荷的加热设备构件。 奥 氏 体 铬
格式:pdf
大小:458KB
页数:1P
人气:95
4.4
酸性碳钢焊条、碱性碳钢焊条 不锈钢焊条、堆焊焊条 邹平县电焊条厂的“鲁生”牌电焊条,已有十多年的生产历史。该厂具有现代化的生产和检测设备,技术力量雄厚,质量管理制度健全完善。生产的“鲁生”牌电焊条系列产品中有酸、碱性碳钢焊条,不锈钢焊条,堆焊焊条等八大系列,80多个品种,160多种规格的产
精华文档 耐热钢焊条选用
格式:pdf
大小:66KB
页数:5P
人气:95
4.7
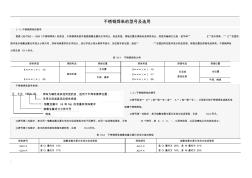
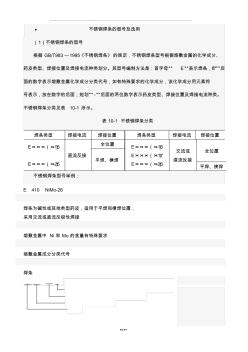
. '. 不锈钢焊条的型号及选用 (1)不锈钢焊条的型号 根据gb/t983—1995《不锈钢焊条》的规定,不锈钢焊条型号根据熔敷金属的化学成分、药皮类型、焊接位置及焊接电流种类划分。其型号编制方法是:首字母“e”表示焊条,“e”后面的 数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,该化学成分用元素符号表示,放在数字的后面;短划“-”后面的两位数字表示药皮类型、焊接位置及焊接电流种类。不锈钢焊条 分类见表10-1所示。 表10-1不锈钢焊条分类 焊条类型焊接电流焊接位置焊条类型焊接电流焊接位置 e×××(×)-15 e×××(×)-25 直流反接 全位置e×××(×)-16 e×××(×)-17 e×××(×)-26 交流或 直流反接 全位置 平焊、横焊 平焊、横焊 不锈钢焊条型号举例: (2)不锈钢焊条的牌号 ①牌号前加“g”
格式:pdf
大小:95KB
页数:7P
人气:95
4.4
______________________________________________________________________________________________________________ 精品资料 不锈钢焊条的型号及选用 (1)不锈钢焊条的型号 根据gb/t983—1995《不锈钢焊条》的规定,不锈钢焊条型号根据熔敷金属的化学成分、 药皮类型、焊接位置及焊接电流种类划分。其型号编制方法是:首字母“e”表示焊条,“e”后 面的数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,该化学成分用元素符 号表示,放在数字的后面;短划“-”后面的两位数字表示药皮类型、焊接位置及焊接电流种类。 不锈钢焊条分类见表10-1所示。 表10-1不锈钢焊条分类 焊条类型焊接电流焊接位置焊条类型焊接电流焊接位置 e×××(×)-15 e×××(×
格式:pdf
大小:16KB
页数:5P
人气:95
4.4
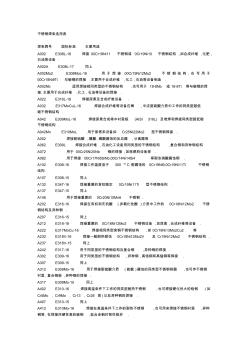
不锈钢焊条选用表 焊条牌号国际标准主要用途 a002e308l-16焊接00cr19ni11不锈钢或0cr19ni10不锈钢结构,如合成纤维,化肥, 石油等设备. a002ae308l-17同上 a002mo2e308mol-16用于焊接00cr19ni12mo2不锈钢结构,也可用于 00cr18ni9ti与碳钢的焊接,主要用于合成纤维,化工,石油等设备制造. a002nb适用焊接相同类型的不锈钢结构,也可用于18-8nb或18-8ti等与碳钢的焊 接,主要用于合成纤维,化工,石油等设备的焊接. a022e316l-16焊接尿素及合成纤维设备. a032e317mocul-16焊接合成纤维等设备在稀,中浓度硫酸介质中工作的同类型超低 碳不锈钢结构. a042
格式:pdf
大小:526KB
页数:4P
人气:95
4.3
采用奥氏体不锈钢焊条焊接珠光体耐热钢的生产运用 通过对珠光体耐热钢焊接性的分析,根据“中间换热器”产品结构、材料特点及相应焊接性试验和焊接工艺评定试验,制定适宜的焊接工艺,采用a302焊条焊接获得质量合格的产品。
最新文档 耐热钢焊条选用

格式:pdf
大小:16KB
页数:5P
人气:95
4.4
不锈钢焊条选用表 焊条牌号国际标准主要用途 a002e308l-16焊接00cr19ni11不锈钢或0cr19ni10不锈钢结构,如合成纤维,化肥, 石油等设备. a002ae308l-17同上 a002mo2e308mol-16用于焊接00cr19ni12mo2不锈钢结构,也可用于 00cr18ni9ti与碳钢的焊接,主要用于合成纤维,化工,石油等设备制造. a002nb适用焊接相同类型的不锈钢结构,也可用于18-8nb或18-8ti等与碳钢的焊 接,主要用于合成纤维,化工,石油等设备的焊接. a022e316l-16焊接尿素及合成纤维设备. a032e317mocul-16焊接合成纤维等设备在稀,中浓度硫酸介质中工作的同类型超低 碳不锈钢结构. a042
格式:pdf
大小:10KB
页数:2P
人气:95
4.6

焊条的选用原则和碳钢焊条型号 焊条的选用须在确保焊接结构安全、可行使用的前提下,根据被焊材料的化学成分、力学性能、板厚及接 头形式、焊接结构特点、受力状态、结构使用条件对焊缝性能的要求、焊接施工条件和技术经济效益等综 合考查后,有针对性地选用焊条,必要时还需进行焊接性试验 牌号gb标准aws标准药皮类型焊接电源主要用途 j350dc+专用于微碳纯铁氨合成塔内件的焊接。具有抗高温氢、氮、氨腐蚀能力,也可做要求抗裂而 不要求等强度的焊接或过渡层。 j421e4313e6013钛型ac、dc焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖 面焊。 j421fee4313e6013钛型ac、dc焊接一般低碳钢结构,特别适用于薄板小件及短焊缝的间断焊和要 求焊缝表面光洁的盖面焊。 j421fe16e4324e
格式:pdf
大小:30KB
页数:3P
人气:95
4.5
耐热钢炉管焊接 耐热钢材质炉管普遍应用在石油化工装置中,结合某炼油厂的实际施工,从焊接特点、焊接工艺和质量控制等方面较全面地阐述了耐热钢炉管的焊接。
格式:pdf
大小:63KB
页数:14P
人气:95
4.5
碳钢焊条 说明: 碳钢焊条适用于碳钢和低强度的低合金钢的焊接。 选择焊条依据钢材的化学成分、力学性能、抗裂性能的要求,同时考虑焊接结构、钢板厚度、工作条 件、受力情况、焊机性能等因素综合分析。必要时,做焊接试验,制订相应的工艺措施,再确定选用焊条。 ⒈碳钢的焊接一般选用与钢材强度等级相对应的焊条,同时考虑结构复杂、厚板、刚度大、动负荷、 可焊性差的,一般选用塑性好、冲击韧性高、抗裂性能好的低氢型焊条。对焊接位置有特殊要求的,采用 相应专用焊条,如立向下焊条、打底焊条等。为提高焊接效率可选用铁粉型焊条。 ⒉对焊缝冷却速度快、强度增高、焊缝易产生裂纹的,此时可选用比母材强度低一级的焊条;低碳钢 与低合金钢之间的异种钢焊接,一般选用与强度等级低的钢材相应的焊条,并且考虑低合金钢因素,以选 用低氢型为宜。 ⒊对于中碳钢的焊接,由于钢材含碳量较高,增大了焊接裂纹倾向,一般选用低氢型焊条并采用预
格式:pdf
大小:202KB
页数:3P
人气:95
4.6
金红石对耐热钢焊条R307工艺性能的影响 通过调整耐热钢焊条r307药皮配方中金红石的含量,对不同含量的焊条进行了断弧长度、脱渣率、飞溅率的工艺性能试验,研究了药皮中金红石含量对r307焊条的工艺性能的影响,确定了药皮中金红石的最佳加入量范围。
格式:pdf
大小:301KB
页数:未知
人气:95
4.8
CHH308低合金耐热钢焊条的研制 chh308是铁粉低氢型药皮的低合金耐热钢焊条,具有较高的熔敷效率,可交直流两用。主要用于焊接工作温度在520℃以下的(ω_(mo)=0.5%、ω_(cr)=1%)低合金耐热钢。焊接耐热钢国内普遍采用低氢钠型药皮焊条,但该类焊条熔敷效率不高,国外则多采用具有较高熔敷效率及熔敷金属和具有良好塑、韧性的铁粉低氢型焊条。为顺应世界焊接材料的发展,满足用户需求,我公司研制了chh308焊条。
格式:pdf
大小:53KB
页数:3P
人气:95
4.6
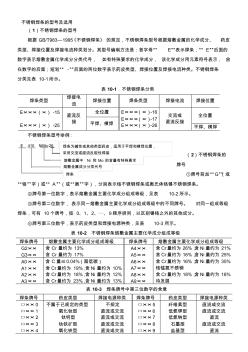
不锈钢焊条的型号及选用 (1)不锈钢焊条的型号 根据gb/t983—1995《不锈钢焊条》的规定,不锈钢焊条型号根据熔敷金属的化学成分、药皮 类型、焊接位置及焊接电流种类划分。其型号编制方法是:首字母“e”表示焊条,“e”后面的 数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,该化学成分用元素符号表示,放 在数字的后面;短划“-”后面的两位数字表示药皮类型、焊接位置及焊接电流种类。不锈钢焊条 分类见表10-1所示。 表10-1不锈钢焊条分类 焊条类型 焊接电 流 焊接位置焊条类型焊接电流焊接位置 e×××(×)-15 e×××(×)-25 直流反 接 全位置e×××(×)-16 e×××(×)-17 e×××(×)-26 交流或 直流反接 全位置 平焊、横焊 平焊、横焊 不锈钢焊条型号举例: (2)不锈钢焊条的 牌号 ①牌号前加“g”(或
格式:pdf
大小:22KB
页数:3P
人气:95
4.5
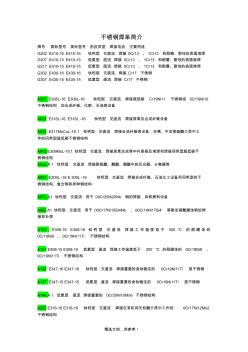
精选文档,供参考! 不锈钢焊条简介 牌号国标型号美标型号药皮类型焊接电流主要用途 g202e410-16e410-16钛钙型交直流焊接0cr13、1cr13和耐磨、耐蚀的表面堆焊 g207e410-15e410-15低氢型直流焊接0cr13、1cr13和耐磨、耐蚀的表面堆焊 g217e410-15e410-15低氢型直流焊接0cr13、1cr13和耐磨、耐蚀的表面堆焊 g302e430-16e430-16钛钙型交直流焊接cr17不锈钢 g307e430-15e430-15低氢型直流焊接cr17不锈钢 a002e308l-16e308l-16钛钙型交直流焊接超低碳cr19ni11不锈钢或0cr19ni10 不锈钢结构,如合成纤维、化肥、石油等
格式:pdf
大小:15KB
页数:7P
人气:95
4.5
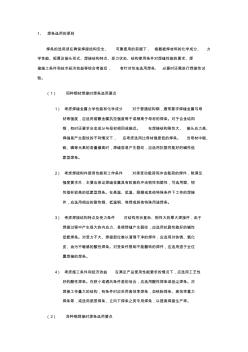
1、焊条选用的原则 焊条的选用须在确保焊接结构安全、可靠使用的前提下,根据被焊材料的化学成分、力 学性能、板厚及接头形式、焊接结构特点、受力状态、结构使用条件对焊缝性能的要求、焊 接施工条件和技术经济效益等综合考查后,有针对性地选用焊条、必要时还需进行焊接性试 验。 (1)同种钢材焊接时焊条选用要点 1)考虑焊缝金属力学性能和化学成分对于普通结构钢,通常要求焊缝金属与母 材等强度,应选用熔敷金属抗拉强度等于或稍高于母材的焊条。对于合金结构 钢,有时还要求合金成分与母材相同或接近。在焊接结构刚性大、接头应力高、 焊缝易产生裂纹的不利情况下,应考虑选用比母材强度低的焊条。当母材中碳、 硫、磷等元素的含量偏高时,焊缝容易产生裂纹,应选用抗裂性能好的碱性低 氢型焊条。 2)考虑焊接构件使用性能和工作条件对承受动载荷和冲击载荷的焊件,除满足 强度要求外,主要应保证焊缝金
文辑创建者
我要分享 >
职位:工程资料管理员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐