喷塑成品外观质量允收标准及检验规范
2024-05-23
宁波丽晶时代电子线缆有限公司 喷塑成品外观质量允收标准及检验规范 检验项目 允收标准 检验规范 附 着 力 脱色< 5% 1. 随机取试样若干件,并用干布擦净实验表 面。 2. 在产品实验表面用刀片划 (穿透膜面 )相互 垂直且间距为 1mm的交叉线各 10条。 3. 用强粘性胶纸紧贴在方格表面 (无气泡 )。 4. 以 30度角用极快的速度将胶纸掀起。 5. 观察方格表面,撕脱面积≤ 5%为合格。 硬度 无划痕印 用指甲在表面来回刻划 5次 颜 色 1. 色相与工艺或样板要求一致, 无色 差,色泽均匀一致。 2. 无露底色 3. 无氧化色 4. 无杂色 1. 在自然光线或 40W 日光灯光线下用肉眼目 测:用手拿着产品朝前方水平伸直 (约 500mm视距 )观察 10秒钟。 2. 若喷塑表面的色斑所处位置在装配中能被 掩盖,可判为合格; 若不能掩盖, 则每个表 面上不允许超过 2个色斑

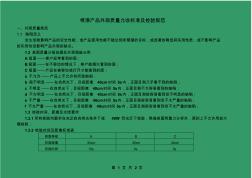
第1页共2页 喷漆产品外观质量允收标准及检验规范 一、外观质量规范 1.1缺陷定义 发生危险影响产品的安全性能,或产品使用性能不能达到所期望的目标,或显著的降低其实用性质,或不影响产品 的实用性但影响产品外观的缺点。 1.2表面质量分级依据及外观瑕疵分类 a级面——客户经常看到的面; b级面——在不移动的情况下,客户能偶尔看到的面; c级面——产品在被移动或打开才能看到的面; a不允许——产品上不允许有所致缺陷; b很不明显——在自然光下,目视距离40cm时间5s内,正面目测几乎看不到的缺陷; c不明显——在自然光下,目视距离40cm时间5s内,正面目测不太容易看到的缺陷; d不太明显——在自然光下,目视距离40cm时间5s内,正面目测较容易看到但不明显的缺陷; e不严重——在自然光下,目视距离40cm时间5s内,正面目测较容易看到但不太严重的缺陷;
q/xf 河南新飞电器有限公司企业标准 q/xfj56-2005 代替q/xfj56-1995 冰箱外壳喷塑外观质量要求 2005-03-发布2005-04-实施 河南新飞电器有限公司标准化委员会发布 冰箱外壳喷塑外观质量要求 q/xfj56-2005 1主题内容及适用范围 本标准适用于冰箱、冰柜外壳喷塑件 2技术要求 2.1外表可见面不得有漏青、颜色不一致现象。 2.2外表可见面平整光滑、桔纹手感及目测不明显,侧帮上1/3及上门同一标准要求, 侧帮下2/3部分及下门可适当放宽。 2.3外表可见面,砂粒分散均匀,手感不明显(轻缺陷),最大砂粒或集砂(重缺陷), 直径0.5mm,高度0.2mm,侧帮上1/3部
编辑推荐下载
格式:pdf
大小:6KB
页数:3P
人气:62
 4.3
4.3
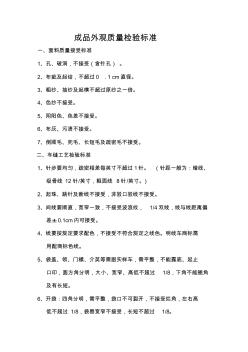
成品外观质量检验标准 一、面料质量接受标准 1、孔、破洞,不接受(含针孔)。 2、布疵及起结,不超过0.1cm直径。 3、粗纱、抽纱及起横不超过原纱之一倍。 4、色纱不接受。 5、阴阳色、色差不接受。 6、布灰、污渍不接受。 7、倒顺毛、死毛、长短毛及疏密毛不接受。 二、车缝工艺检验标准 1、针步要均匀,疏密相差每英寸不超过1针。(针距一般为:暗线、 级骨线12针/英寸,粗面线8针/英寸。) 2、起珠、跳针及断线不接受,非驳口驳线不接受。 3、间线要顺直,宽窄一致,不接受波浪纹,1/4双线,线与线距离偏 差±0.1cm内可接受。 4、线要按规定要求配色,不接受不符合规定之线色。明线车商标需 用配商标色线。 5、袋盖、领、门襟、介英等需跟实样车,需平整,不能露底、起止 口印,圆方角分明,大小、宽窄、高低不超过1/8,下角不能翘角 及有长短。 6、开袋:四角分明,需平整,袋口不
格式:pdf
大小:15KB
页数:2P
人气:62
4.7

q/bk 浙江博克电器有限公司企业标准 q/bkj019-2008 喷塑外观入厂检验标准 2008-10-08发布2008-12-10实施 浙江博克电器有限公司发布 q/bkj019-2008 1范围 本标准适用于冰箱、冰柜外壳喷塑件 2技术要求 2.1外表可见面不得有漏青、颜色不一致现象。 2.2外表可见面平整光滑、桔纹手感及目测不明显,侧帮上1/3及上门同一标准要求, 侧帮下2/3部分及下门可适当放宽。 2.3外表可见面,砂粒分散均匀,手感不明显(轻缺陷),最大砂粒或集砂(重缺陷), 直径0.5mm,高度0.2mm,侧帮上1/3部分及上门同一标准,只准有一个,侧帮下2/3 部分及下门可以有3个,但距离(重缺陷)不小于200mm。 2.4外
热门文档 喷塑成品外观质量允收标准及检验规范
格式:pdf
大小:11KB
页数:2P
人气:62
4.6
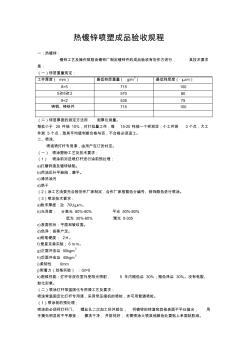
热镀锌喷塑成品验收规程 一:热镀锌: 镀锌工艺及操作规程由镀锌厂制定镀锌件的成品验收有协作方进行,其技术要求 是: (一)锌层重量规定: 工件厚度(mm)最低锌层重量(g/m2)最低锌层度(μm) 8>5715100 5≧8≧257080 8<253575 铸钢、铸铁件715100 (二)锌层厚度的测定方法用测厚仪测量。 每批小于20件抽10%,对打批量工作,每15-20吨抽一个样测定,小工件测3个点,大工 件测5个点,取其平均值判断合格与否,不合格必须返工。 二、喷涂、 喷或喷灯杆专用漆,由用户在订货时定。 (一)喷涂塑粉工艺及技术要求: (1)喷涂前对送喷灯杆进行涂前预处理: a)打磨锌渣及镀锌缺陷。 b)用油灰补平缺陷,磨平。 c)清洗油污 d)烘干 (2)涂工艺由委托合格协作厂家制定,合作厂家根据色分编号、装饰颜色进行喷
格式:pdf
大小:2.6MB
页数:11P
人气:62
4.6
...... 专业.专注. 焊缝外观质量检验规范 1范围 本规范规定了手工电弧焊、钨极氩弧焊的焊缝外观质量要求。 本部分适用于产品图样或技术文件中无特殊要求的焊接件。 2规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用 文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文 件,其最新版本(包括所有的修改单)适用于本文件。 gb/t324焊缝符号表示法 gb/t3375焊接术语 gb/t6417.1金属熔化焊接头缺欠分类及说明 gb/t19418钢的弧焊接头缺陷质量分级指南 3术语和定义 gb/t324、gb/t3375、gb/t6417.1、gb/t19418界定的以及 下列术语和定义适用于本文件。 4符号 下列符号适用于本文件。 a:角焊缝的公称喉厚(角焊缝厚度); b:焊缝余高的宽度
格式:pdf
大小:26KB
页数:1P
人气:62
4.3
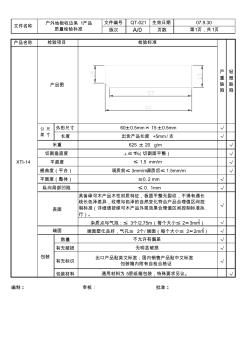
文件编号qt-021生效日期 版次a/0页数 产品名称 外形尺寸√ 长度√ √ √ √ √ √ √ √ √ √ 数量√ 有无破损√ 有无标识√ 包装材料√ 编制:审核:批准: 调质前≤3mm/m,调质后≤1.5mm/m 米重 平直度 切割垂直度 端面端面塑化良好,气孔≤2个/端面(每个大小≤2×2mm2) 表面 ≤0.1mm 具备绿可木产品木性材质特征,板面平整无裂纹,不得有通长 线长色泽差异,纹理与色泽的自然变化符合产品合理值区间控 制标准(详细请按绿可木产品外观效果合理值区间控制标准执 行)。 杂质点与气泡:≤3个/2.75m(每个大小≤2×3mm2) 通用材料为5层纸箱包装,特殊要求另议。 出口产品贴英文标签;国内销售产品贴中文标签 包装箱内附有自检合格证 无明显破损 尺 寸 公 差 平面度(整体)≤0.2mm 翘曲度(平台) ⊥
格式:pdf
大小:3.7MB
页数:8P
人气:62
4.6

板式换热器喷漆外观质量检验规程 版本:2013.001 编制: 审核: 批准: 扬州派斯特换热器有限公司 1目的 确立公司喷漆工艺外观质量检验判定标准,以确保满足产品要求。 2范围 此标准适用于喷漆车间喷涂底漆、面漆的质量检查以及最终成品外观质量检查。 3等级分类 本公司油漆喷涂质量分为三个等级:a面(关键面)、b面(重要面)、c面(一般面)。 a级面(关键面):装配后经常看到的外表面,主要外观,客户一定注意或有要求的面。 b级面(重要面):不经常看到,但在一定条件下能看到的面,侧面或客户能够看到但 不会注意或没有严格要求的面。 c级面(一般面):一般看不到,或只有在装配过程中看到的面,内侧面,客户无法看 到的面。 4外观检验 4.1外观检验时,除了整体的大面外,须注意一些不容易喷漆或比较容易产生 缺陷的角落。 4.2涂层表面光滑、平整、均匀,表面不得有如下缺陷: a)
格式:pdf
大小:41KB
页数:2P
人气:62
4.7
涂装件外观质量检验标准 1适应范围 本标准适用于青云机电有限公司涂装件检验。 2检查的一般条件 2.1对检查场所如未特别指定。则一般应在不直接受日光照射无对检查有不良影 响的热气体、蒸气、灰尘等通风极小的环境中进行检查; 2.2涂装面不干净时,应用棉纱擦拭干净(附:有油脂类时应用溶剂汽油擦拭) 烤漆方式为双组份烤漆; 2.3用作检查的零件中必须从按照所规定的涂装标准制作的成品中抽取; 2.4用于检查的零件经硬化干燥后应按表1所规定的时间放置再作检查。 最少放置时间24h48h72h 干燥方法烘干自然干燥及强制干燥 涂料名称 环氧树脂涂料 聚酯类涂料 氨基醇酸树脂涂料 水容性树脂涂料 硝基漆 高固体份光漆 丙稀酸漆 聚脂类涂料 聚氨酯涂料 3术语含义 3.1.1主视面(a面):在成车状态下,能直接一目了然,用肉眼能看见的地方或直 接受暴风雨侵袭的地方。
精华文档 喷塑成品外观质量允收标准及检验规范

格式:pdf
大小:68KB
页数:2P
人气:62
4.4
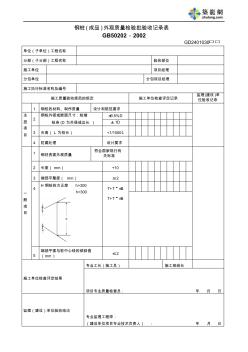
钢桩(成品)外观质量检验批验收记录表 gb50202-2002 gd2401030□□ 单位(子单位)工程名称 分部(子分部)工程名称验收部位 施工单位项目经理 分包单位分包项目经理 施工执行标准名称及编号 施工质量验收规范的规定施工单位检查评定记录 监理(建设)单 位验收记录 1钢桩的材料、制作质量设计和规范要求 主 控 项 目 2 钢桩外径或断面尺寸:桩端 桩身(d为外径或边长) ±0.5%d ±1d 3矢高(l为桩长)300 h<300 t+t′≤8 t+t′≤6 5 端部平面与桩中心线的倾斜值 (mm)≤2 施工单位检查评定结果 专业工长
格式:pdf
大小:34KB
页数:2P
人气:62
4.8

2 3 5 ±1%d ±0.5%d 钢桩的材料、制作 质量 监理(建设)单位 验收结论 专业承包施工单位 检查评定结果 钢材表面外观质量符合国家现行 有关标准 设计和规范要求 桩端(d为外径或边长) 桩身d= 矢高(l为桩长)l= 防腐处理 4 设计要求 <1/1000l 专业监理工程师(签名): (建设单位项目专业技术负责人签名): 年月日 主 控 项 目 一 般 项 目 1 2 3 4 1 项目专业质量检查员(签名):年月日 端部平面与桩中心线的倾 斜值(mm)≤2 专业工长(施工员)(签名)施工班组长(签名) 端部平整度(mm)≤2 h钢桩的方正度(mm)h>300t+t'≤8 h≤300t+t'≤6 施工质量验收规范的规定施工单位检查评定记录 监理(建 单位验
格式:pdf
大小:729KB
页数:9P
人气:62
4.8

0 焊缝外观质量检验规范 实施日期:2014年6月1日 第1页共8页 焊缝外观质量检验规范 1下列符号适用于本文件。 a:角焊缝的公称喉厚(角焊缝厚度); b:焊缝余高的宽度; d:气孔的直径 h:缺陷尺寸(高度或宽度); s:对接焊缝公称厚度(或在不完全焊透的场合下规定的熔透深度); t:壁厚或板厚; k:角焊缝的焊脚尺寸(在直角等腰三角形截面中k=2a) c:焊缝宽度 2焊缝分类及质量等级 2.1焊缝分类 根据产品构件的受力情况以及重要性,把焊缝分为a、b、c、d等四大类。具体 分类见表1。 表1焊缝分类 焊缝区分焊缝类别适用部位及例子 焊 缝 类 型 对 接 焊 缝 及 角 焊 缝 a承受动载、冲击载荷,直接影响产品的安全及可靠 性,作为高强度结构件的焊缝,以及承受高温的焊 缝(如:泥浆泵机架、杠杆、蒸汽管路、汽缸等) b承受高
格式:pdf
大小:90KB
页数:2P
人气:62
4.6

结构件焊缝外观质量检验规范 no项目项目说明(定义)a级b级c级 特别事 项 1熔合不良 焊缝深度0.3mm以上 没有 0.3mm以 上焊缝长 的5%以内 0.3mm以 上焊缝长 的10%以 内 深度 0.5mm以 上不允 许 2咬边 深度0.3mm以上 没有 焊缝长的 5%以内 焊缝长的 10%以内 深度 0.7mm以 上不允 许 3 焊缝宽不 良 基准长度100mm上的 焊缝宽的误差 wmax— wmin≤2m m wmax— wmin≤3m m wmax—w min≤3mm凹坑除 外 4焊缝凹坑 基准长度100mm上的 焊缝高度差 h≤2mmh≤3mmh≤4mm 5焊缝弯曲 基准长度100mm上的 焊缝高度差弯曲 h≤6mm无 异常 3mm< h≤6mm 1个/m以 内 3mm< h≤6mm 2
最新文档 喷塑成品外观质量允收标准及检验规范
格式:pdf
大小:6KB
页数:2P
人气:62
4.3
jl焊接件外观质量的检验规范 一、焊接件的检验标准 1.严格按图纸制作,加工件需预留加工量。 2.角焊高要达到6mm。平焊宽7mm,焊高3mm,直线宽1mm 以内。 3.工件外表打磨光滑、平整、锐边倒角。 4.气割渣、焊渣必须清理干净。 5.气割直线度,垂直度在1mm内。 6.属于重型工件,必须开坡口焊接。 7.工件不能有裂纹、气孔、夹渣等缺陷。 8.焊缝成型美观正常,不允许有弧坑、焊缝间断、烧穿和裂 纹存在。 9.补焊件在补焊前,必须先把缺陷处彻底铲除干净,再进行 补焊。 10.所有焊接件的尺寸变形量不得大于加工余量的1/3—1/2 二、焊接产品的检验范围 1.焊接车间所有的气割件、焊接件及成品的检验,各生产 车间所涉及到焊接制品的检验。 2.外协供应焊接制品的检验。 三、检验方式 目测、过角尺、卷尺 四、不合格品的处理措施 1、
格式:pdf
大小:24KB
页数:1P
人气:62
4.7
德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 埋弧焊焊缝外观质量检验规范 1范围 本《焊缝外观质量检验标准》规定了埋弧焊的焊缝外观质量要求。 本《焊缝外观质量检验标准》适用于产品图纸或工艺文件中无特殊要求的 焊接件。 2术语和定义 gb/t324、gb/t3375、gb/t6417.1、gb/t19418界定的以及下列术语和 定义适用于本文件。 2.1可视面 人站立(0.5米内)平视、仰视或俯视可见的部位以及打开覆盖件的门或视 窗可见的部位。 2.2非可视面 人爬上机身或俯身趴下去才能看到的部位以及被隐藏看不见的部位。 3符号 下列符号适用于本文件: a:角焊缝厚度; b:焊缝余高的宽度; d:气孔的直径;
格式:pdf
大小:2.5MB
页数:9P
人气:62
4.6
焊缝外观质量检验规范 1范围 本规范规定了手工电弧焊、钨极氩弧焊的焊缝外观质量要求。 本部分适用于产品图样或技术文件中无特殊要求的焊接件。 2规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文 件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其 最新版本(包括所有的修改单)适用于本文件。 gb/t324焊缝符号表示法 gb/t3375焊接术语 gb/t6417.1金属熔化焊接头缺欠分类及说明 gb/t19418钢的弧焊接头缺陷质量分级指南 3术语和定义 gb/t324、gb/t3375、gb/t6417.1、gb/t19418界定的以及 下列术语和定义适用于本文件。 4符号 下列符号适用于本文件。 a:角焊缝的公称喉厚(角焊缝厚度); b:焊缝余高的宽度; d:气孔的直径 h:缺陷尺寸(高度或宽度
格式:pdf
大小:108KB
页数:2P
人气:62
4.4
第1页 焊缝外观质量检验规范 1范围 本规范规定了手工电弧焊、钨极氩弧焊的焊缝外观质量要求。 本部分适用于产品图样或技术文件中无特殊要求的焊接件。 2规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件, 仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本 (包括所有的修改单)适用于本文件。 gb/t324焊缝符号表示法 gb/t3375焊接术语 gb/t6417.1金属熔化焊接头缺欠分类及说明 gb/t19418钢的弧焊接头缺陷质量分级指南 3术语和定义 gb/t324、gb/t3375、gb/t6417.1、gb/t19418界定的以及下列术 语和定义适用于本文件。 4符号 下列符号适用于本文件。 a:角焊缝的公称喉厚(角焊缝厚度); b:焊缝余高的宽度; d:气孔的直径 h:缺陷尺寸(高度或
格式:pdf
大小:43KB
页数:4P
人气:62
4.3
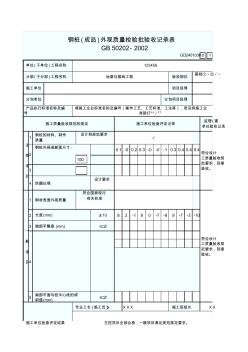
01 100 282-180-7-89-7-3-10 3 5 xx 主控项目全部合格,一般项目满足规范规定要求。 端部平面与桩中心线的倾 斜值(mm)≤2 施工单位检查评定结果 专业工长(施工员)xxx施工班组长 符合设计 工质量验收规 范要求,同意 验收。 长度(mm)±10 端部平整度(mm)≤2 一 般 项 目 1钢材表面外观质量 符合国家现行 有关标准 4 4防腐处理 设计要求 3 0.40.40.40.20.3-0-0-10.3 2 钢桩外径或断面尺寸:0.1-0 施工质量验收规范的规定施工单位检查评定记录 监理(建 单位验收记录 主 控 项 目 1钢桩的材料、制作质量 设计和规范要求 √ 符合设计 工质量验收规 范要求,同意 验收。 分包单位分包项目经理 产品执行标准名
格式:pdf
大小:185KB
页数:8P
人气:62
4.4
*****展示制品有限公司 文件名称:外观质量检验标准 (试用版) 文件编号: 版本号:a 生效日期: 受控正本印受控副本印 编制: 审核: 批准: 发放单位:品管部、生产部、设计部 *****展示制品有限公司 作业指导书编号: 文件名称:外观质量检验标准版次:a 类别:■检验和试验□工序□其它生效日期: 文件修改控制登记表 修改页码修改状态修改内容修改/日期审核/日期批准/日期 第1页共7页 *****展示制品有限公司 作业指导书编号: 文件名称:外观质量检验标准版次:a 类别:■检验和试验□工序□其它生效日期: 一、目的:为检验过程中对产品可见表面质量有一个统一的判断依据。 二、适用范围:适用我司所有的塑胶件、五金件、喷涂件、木制品、产成品及包装件,在进货检

格式:pdf
大小:652KB
页数:6P
人气:62
4.6

q/dw011-2009 qb 中山东菱威力电器有限公司企业标准 q/dw011-2009 不锈钢件外观标准 2009-04-10发布2009-04-20实 施 中山东菱威力电器有限公司产品研发中心发布 1 q/dw011- 2009 前言 不锈钢外观标准是我公司技术标准体系系列标准之一。 本标准由总裁办提出。 本标准由研发中心办公室归口和解释。 本标准起草部门:研发中心、品保部。 本标准主要起草人:张宗加,周飞,刘海长,张炎,张宗加。 4 q/dw011- 2009 1范围 适用于我公司所有的不锈钢制品进货检验、过程检验及最终检验。 2定义 2.1 检查面 指五金件能看见的表面,它包括正面、侧面和底面三个表面。 2.1.1 正面 指在最经常能被看到的主面。 2.1.2 侧面 指要在某种方向的视线才能看到的表面。 2.1.3 底面 指很少被见到或要在拆装时才能见到的表面。
格式:pdf
大小:243KB
页数:6P
人气:62
4.8
完美word格式 专业知识分享 焊缝外观质量检验标准 sw-zjb-2010-009版本a实施日期2010-3-15 编制人 更改记录 修订版处数更改依据更改人更改日期 审核人 批准人 1.目的 指导焊工及焊接检验人员工作,确保焊接质量。 2.适用范围 本基准适用于所有安徽山河矿业装备股份有限公司生产的钢结构件焊缝外观检测。 3.焊接部外观检查项目 3.1焊接缺陷: 3.1.1咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或 凹陷。 3.1.2焊缝表面气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气 孔。表面气孔指露在表面的气孔。 3.1.3未熔合:熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分;点焊 时母材与母材之间未完全熔化结合的部分。 3.1.4未焊透:焊接时接头根部
格式:pdf
大小:543KB
页数:6P
人气:62
4.5

q/dw011-2009 1 qb 中山东菱威力电器有限公司企业标准 q/dw011-2009 不锈钢件外观标准 2009-04-10发布2009-04-20实施 中山东菱威力电器有限公司产品研发中心发布 q/dw011-2009 4 前言 不锈钢外观标准是我公司技术标准体系系列标准之一。 本标准由总裁办提出。 本标准由研发中心办公室归口和解释。 本标准起草部门:研发中心、品保部。 本标准主要起草人:张宗加,周飞,刘海长,张炎,张宗加。 q/dw011-2009 5 1范围 适用于我公司所有的不锈钢制品进货检验、过程检验及最终检验。 2定义 2.1 检查面 指五金件能看见的表面,它包括正面、侧面和底面三个表面。 2.1.1 正面 指在最经常能被看到的主面。 2.1.2 侧面 指要在某种方向的视线才能看到的
文辑创建者
我要分享 >
职位:BIM实施顾问
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐