平台供应船PSV全回转推进器安装工艺研究
2025-01-17
SHIP ENGINEERING 船 舶 工 程 Vol.37 No.10 2015 总第 37卷, 2015年第 10期 — 1 — 平台供应船( PSV)全回转推进器安装工艺研究 刘 牣,杨传川,张 宇,佟国志 (大连中远船务工程有限公司,辽宁大连 116113) 摘 要:以大连中远船务 9000HP PSV 项目为例,结合《海洋石油支持船监造技术指导书》 、《全回 转推进器安装工艺》 等要求,分析研究 PSV全回转推进器的安装难点, 并根据船厂生产设备情况及建造 工艺水平,提出了推进器的安装方法并优化了设计方案,为其它同类海工产品的推进器安装提供宝贵的 安装指导经验。 关键词: 平台供给船;全回转推进器;安装工艺 中图分类号: U671.91 文献标志码: A 【DOI】10.13788/j.cnki.cbgc.2015.10.001 Azimuth Thruster Insta

 全回转推进器底座安装工艺
全回转推进器底座安装工艺 本文以海洋石油平台供给船gpa654m为对象,介绍全回转推进器底座安装、焊接工艺。

word컄떵뿉ퟔ평뢴훆뇠벭춼횽싄샺planhistory죕웚date뇪볇rev.no볲쫶description짨믦dwn짳뫋revd엺ힼappda냦릩죏뿉forapproveo냦릩쪩릤forworking벼쫵짨볆쿠맘춼뫅짺닺짨볆productiondesigngbh307-40-02짬쯵좫믘췆뷸웷낲ힰ릤틕installationprocedureforretractableazimuthpropulsionthruster놾춼쫊폃폚뫅뒬suitableforno.뇪볇mark쫽솿qty탞룄떥뫅rev.sh.no
编辑推荐下载
格式:pdf
大小:636KB
页数:3P
人气:65
 4.7
4.7
施耐德工程型变频器在船舶全回转推进器上的应用 变频驱动的船舶全回转推进器大大增强了船舶的机动性。本文讨论了全回转推进器对变频器调速系统的特殊要求,主要是大电流输出、散热、防护、谐波以及功率限制功能等问题。同时,以施耐德电气的工程型柜式变频器为例,介绍了如何设计变频调速系统以满足船用环境以及全回转推进器的特殊要求。
格式:pdf
大小:1.9MB
页数:7P
人气:65
4.4
全回转可伸缩推进器坞内安装技术研究 以江苏熔盛重工承建的3000m深水铺管起重船为实例,介绍了全回转丝杆式可伸缩推进器的结构和工作原理;针对国内船厂的软硬件现状,总结出全回转可伸缩推进器的安装重点与难点,逐项进行研究攻关;通过论证分析,选择适宜于实例船全回转可伸缩推进器的坞内安装方案。
热门文档 平台供应船PSV全回转推进器安装工艺研究
格式:pdf
大小:1.3MB
页数:12P
人气:65
4.7
no.descriptions¬esbydate listofalteration no.dwgno.rev.drawingnameordocumentstitle listofreferencedrawinganddocuments 2014-5-21aissuedforapprovalcj daterev.descriptiondesigncheckapprove thisdrawingordocumentistheintellectualpropertyofcosco(dalian)shipyardco.,ltdandmaynotbereproduced,soldorusedinwholeorinpartsforany proposeswithout
格式:pdf
大小:5KB
页数:2P
人气:65
4.3

主机安装工艺 一.主机上船前的准备工作 1)主机部件到厂上船前,没有包装箱的大型部件如果在露天存放,需 要进行有效的防风雨,防尘等措施。 2)主机在上船前用防雨防布罩进行保护。 3)主机在上船前,应先对主机槽和其两边(大约50cm)进行喷砂或 拉毛处理,然后对主机槽喷一层油漆。 4)主机槽两边扁铁应焊接到位,然后对主机槽两边拉毛的地方进行涂 油防锈。 二.主机吊装上船 根据主机厂提供起吊说明书和起吊工具进行吊装。 三.主机安装 1)拆除起吊工具,复装主机缸头和排气管、空冷器等相关大型部件(根 据主机到厂的拆卸程度决定),如时间不允许其它的管系连接,待下水 后复装。 2)下水后根据轴系安装工艺将主机定位。 3)钻主机地脚螺栓孔。 4)拂配中间轴承垫块、钻孔、铰孔、装配螺栓。 5)根据主机安装图,焊接侧面支撑,端面支撑。 6)测量主机拐档、挠曲度、平面度、轴承间
格式:pdf
大小:1.1MB
页数:27P
人气:65
4.4
专科毕业设计(论文) 论文题目:船舶主机快速及准确安装新工艺的研究 二级学院:船舶与海洋工程学院 专业:船机工程 班级: 姓名:学号: 指导教师:职称:讲师 2016年6月南京 摘要 船舶主机安装的重要性是不言而喻的,船舶主机是船舶动力装置的核心其安装质量的优 劣将直接关系到动力装置的正常运行和船舶的航行性能。船舶在航行的过程之中,船舶动力 的持续输出和其工作的可靠行决定了船舶工作人员的生命安全。船舶主机在不断的、可靠的 输出动力,船舶就有了抗击风雨的能力。船舶没有主机就像人体没了心脏一样,只是一具空 壳而已。主机的安装难度也是比较大的,主要的难度就是集中于轴系与主机之间的先后安装 顺序。但是究竟选择那种方法要根据实际。 本文针对船用主机机体的安装和固定工艺的总结和探索。通过对主机安装和固定工艺传 统方式的解析,分析船舶主机安装和固定时存在的问题以及尝试探求安装
格式:pdf
大小:104KB
页数:8P
人气:65
4.7
marketingstrictinternalcostcontrol,businessandinnovationperformance.--increasingelectricityaccess,priceincrease,electricitysupplyisguaranteed.in2012,thecompanywithcoalinventory,getrewardsofjiangsuprovincialgovernmentpowerto266millionkwh.throughthe"small"andbilateraltrade,accesstoelectricity1.695billionkwh,seekingremovalc
精华文档 平台供应船PSV全回转推进器安装工艺研究
格式:pdf
大小:913KB
页数:4P
人气:65
4.4
船闸人字门的安装工艺 通过多个水利枢纽船闸人字门安装的经验总结,形成了一套成熟的人字门安装工艺。这些安装工艺有一定的创新和突破,能够在保证施工安全和质量的前提下,以最快的安装速度完成施工任务,尽快使船闸通航。
格式:pdf
大小:70KB
页数:8P
人气:65
4.4
‘船舶管系安装工艺规范 船舶管系安装工艺规范插图 11范围 本规范规定了船舶管系的安装前准备、人员、工艺要求、工艺过程和检验。 本规范适用于大中型船舶管系的安装。对于特种船舶或有特殊要求的管系, 应按设计要求,编制相应的工艺文件。 2安装前准备 2.1熟悉和掌握管系设计图纸与技术文件,按要求进行安装准备。 2.2安装的管子应有合格标记。管端严密封口,对封口损坏的管子,安装前需 用压缩空气吹净管内壁。 2.3安装的阀门及管件等应有产品检验合格证书。并具有良好的清洁封口。法 兰密封面和螺纹接头的螺纹不能碰伤或其它损坏,如有损坏应予修正。 2.4安装的管子、阀门及管件等应对照相应图样和技术文件核查其正确性和配 套完整性。 2.5管子和管件安装前应堆放在环境清洁的场所。 2.6镀锌管或镀锌零件的镀层表面应光滑,如在装焊时局部受到损伤应及时用 富锌底漆补涂。 2.7
格式:pdf
大小:78KB
页数:8P
人气:65
4.4
船舶管系安装工艺规范 forpersonaluseonlyinstudyandresearch;notfor commercialuse forpersonaluseonlyinstudyandresearch;notfor commercialuse 船舶管系安装工艺规范 1范围 本规范规定了船舶管系的安装前准备、人员、工艺要求、工艺过程检验。 本规范适用于大中型船舶管系的安装。对于特种船舶或有特殊要求的管系,应按设持 要求,编制相应的工艺文件。 2安装前准备 2.1熟悉和掌握管系设计图纸与技术文件,按要求进行安装准备。 2.2安装和管子应有合格标记。管端严密封口,对封口损坏的管子,安装前需用压缩空气 吹净管内壁。 2.3安装的阀门及管件等应有产品检验合格证书。并具有良好的清洁封口。 法兰密封面和螺纹接头的螺纹不能碰伤或其他损坏,
格式:pdf
大小:182KB
页数:8P
人气:65
4.6
q/sws43-017-2005 1 船用卫生设备安装工艺规范 1范围 本规范规定了船用卫生设备安装施工前准备、人员、工艺要求、工艺过程和检验。 本规范适用于各类船舶卫生设备的安装。 2术语和定义 下列术语和定义适用于本规范。 2.1挂壁式座便器 将座便器、冲洗水箱、排污管等附件,悬空安装在卫生单元内或公共卫生间内围壁板 上的总称。 2.2落地式座便器 将座便器、冲洗阀、进水管、排污管等附件,通过木垫缓冲安装在卫生单元内或公共 卫生间内甲板上的总称。 2.3真空式座便器 将座便器、冲洗阀、进水管、排污管、真空管系等附件,悬空或落地安装在围壁板上 或甲板上,通过真空泵的吸附力,加速排放污物至污水处理装置的总称。 2.4蹲便器 将蹲便器、冲洗阀、进水管、排污管等附件,安装在砖块、水泥砌成的平台上或由角 钢制成的平台上的总称。 3施工前准
最新文档 平台供应船PSV全回转推进器安装工艺研究
格式:pdf
大小:59KB
页数:9P
人气:65
4.5

蓄电池安装 1范围 本工艺标准适用于电压为24v及以上,容量30a·h以上的固定型铅酸蓄电池组和容 量为10a·h及以上的镉镍碱性蓄电池组安装工程。 2施工准备 2.1设备及材料要求 2.1.1凡使用的设备及器材均应符合国家和部颁的现行技术标准。 2.1.2安装的设备及器材应有铭牌,注明厂家,设备的名称、规格、型号,并应有合 格证件及技术文件。 2.1.3设备的规格、型号应符合设计要求,附件、备件齐全。 2.1.4配制铅酸蓄电池电解液用硫酸应采用符合现行国家标准《蓄电池用硫酸》,并 有产品合格证。 2.1.5配制钢镍碱性蓄电池电解液应采用符合现行国家标准三级化学纯度的氢氧化钾 (koh),其技术条件见表2-36。 2.1.6蓄电池用蒸馏水应符合国家现行标准《铅酸蓄电池用水》)的规定。 2.1.7蓄电池台架所用材料应符合设计要
格式:pdf
大小:737KB
页数:16P
人气:65
4.7

本守则适用于低压成套开头控制设备中的主电路元器件安装与调整。 1元器件安装、调整应根据安装调整的对象,采用适当规格的下列若干工具、量具与仪表: a.活动扳手; b.螺丝刀; c.套筒扳手; d.尖嘴钳; e.剥线钳; f.钢板尺; g.钢卷尺; h.游标卡尺; i.兆欧表; j.万用表等。 2工艺准备 2.1按图样或元器件明细表要求的型号、规格、数量备齐所需的元器件。当元器件与图样 或元器件明细要求不一致时,应与项目设计负责人进行沟通并确认。 2.2检查元器件合格证并妥善保存好,无合格证者应经质检人员确认是合格品件后,才能 进行安装,3c认证范围内的元器件,应标有认证标志。 2.3检查无器件是否完好无损如绝缘电阻等,备件、附件是否齐全,线圈等有无断线(可 用万用表 检查)等,如有缺损,应予配齐、修复,并经检验部门检验合格后,才能进行安装。 2.4清除元
格式:pdf
大小:22KB
页数:6P
人气:65
4.5
1 一、施工组织设计(线条部分) 1.1各分部分项工程的施工方法 (1)前道工序检查 1.1待施工安装墙面,窗门洞口等施工程序已经完成后,及时检查并反馈给 业主或总包方。 (2)基层清理 2.1清理混凝土墙面上残留的浮灰、补充旧墙体隔空面、起鼓面要铲除、 油污等杂物及抹灰空鼓部位等。 2.2要求粘贴聚苯线条表面平整度偏差不超过4mm,超差时对突出墙面处 进行打磨,对凹进部位进行找补抹平(需找补厚度超过6mm时用1:3水泥砂 浆抹灰,需找补厚度小于6mm时用聚合物粘结砂浆实施找补);以确保整个墙 面的平整度在4mm内,做到阴阳角方正、上下通顺。 (3)配制砂浆 3.1施工使用的砂浆是针对eps基面要求而特殊配制的专用粘结复合型砂 浆; 3.2施工时用手持式电动搅拌机搅拌,搅拌必须充分、均匀,稠度适中。 3.3砂浆调制完毕后,须静置5min,
格式:pdf
大小:624KB
页数:4P
人气:65
4.3
1 一、施工组织设计(线条部分) 1.1各分部分项工程的施工方法 (1)前道工序检查 1.1待施工安装墙面,窗门洞口等施工程序已经完成后,及时检查并反馈给 业主或总包方。 (2)基层清理 2.1清理混凝土墙面上残留的浮灰、补充旧墙体隔空面、起鼓面要铲除、油 污等杂物及抹灰空鼓部位等。 2.2要求粘贴聚苯线条表面平整度偏差不超过4mm,超差时对突出墙面处 进行打磨,对凹进部位进行找补抹平(需找补厚度超过6mm时用1:3水泥砂 浆抹灰,需找补厚度小于6mm时用聚合物粘结砂浆实施找补);以确保整个墙 面的平整度在4mm内,做到阴阳角方正、上下通顺。 (3)配制砂浆 3.1施工使用的砂浆是针对eps基面要求而特殊配制的专用粘结复合型砂浆; 3.2施工时用手持式电动搅拌机搅拌,搅拌必须充分、均匀,稠度适中。 3.3砂浆调制完毕后,须静置5m
格式:pdf
大小:23KB
页数:3P
人气:65
4.4
ups工程安装工艺规范 为了加强ups现场安装施工的规范化管理与施工工艺要求,确保ups供电设备运行可 靠,维护方便的设计要求。为了保护施工人员的安全,必须遵循正确的施工规范和工艺。 本文介绍的规范适用于新建﹑扩建及改建ups工程的现场安装和施工。尤其针对中型 ﹑大型ups设备的安装施工。全文共分五部分:施工前期准备、安全规范、ups设备的安 装、电池组就位及接线的注意事项、系统通电前测试检查。 1.施工前期准备 设备安装前,对设备安装的机房做好施工勘查,客户应该保证机房﹑电源﹑地线等满足 施工必要条件,对于用户当时尚不能满足的条件,一定要明确向用户提出,并要求用户给出 解决方案和时间。施工技术人员必须对ups电气原理有基本认识,施工前索取机房设备安 装图纸和电气布线图纸,为下一步的安装做准备。 1.1施工现场检查 1.1.1机房建筑条件检查 (1)屋顶
格式:pdf
大小:28KB
页数:11P
人气:65
4.6

一安装工艺 ★★洗涤盆: (1)洗涤盆产品应平整无损裂。排水栓应有不小于8mm直径的溢流孔。 (2)排水栓与洗涤盆让接时排水栓溢流孔应尽量对准洗涤盆溢流孔以保证溢流部位畅通, 镶接后排水栓上端面应低于洗涤盆底。 (3)托架固定螺栓可采用不小于6mm的镀锌开脚螺栓或镀锌金属膨胀螺栓(如墙体是多孔 砖,则严禁使用膨胀螺栓)。 (4)洗涤盆与排水管连接后应牢固密实,且便于拆卸,连接处不得敞口。洗涤盆与墙面接 触部应用硅膏嵌缝。 (5)如洗涤盆排水存水弯和水龙头是镀络产品,在安装时不得损坏镀层。 ★★浴盆: (1)在安装裙板浴盆时,其裙板底部应紧贴地面,楼板在排水处应预留250~300mm洞孔, 便于排水安装,在浴盆排水端部墙体设置检修孔。 (2)其他各类浴盆可根据有关标准或用户需求确定浴盆上平面高度。然后砌两条砖基础后 安装浴盆。如浴盆侧边砌裙墙,应在浴盆排水处设置检修孔或在排
格式:pdf
大小:16KB
页数:2P
人气:65
4.5

对重安装 1范围 本工艺标准适用于额定载重量5000kg及以下,额定速度3m/s及以下各类国产曳引驱动 电梯的对重安装工程。 2施工准备 2.1设备、材料要求: 2.1.1对重架规格应符合设计要求,完整、坚固,无扭曲及损伤现象。 2.1.2对重导靴和固定导靴用的螺丝规格、质量、数量应符合要求。 2.1.3调整垫片应符合要求。 2.2主要机具: 倒链、钢丝绳扣、木方。 2.3作业条件: 2.3.1对重导轨安装、调整、验收合格后,在底层拆除局部脚手架排档,以对重能进 入井道就位为准。 2.3.2井道内电焊把线、照明线等整理好,具有方便的操作场地。 3操作工艺 3.1工艺流程: 吊装前的准备工作→对重框架吊装就位→对重导靴安装、调整→对重块安装及固定 3.2吊装前的准备工作: 3.2.1在脚手架上相应位置(以方便吊装对重
格式:pdf
大小:60KB
页数:2P
人气:65
4.7

窗台板制作与安装工艺 适用于木质的窗台板的制作与安装工程. 一、施工准备 (一)材料准备:窗台板用木材、水磨石、天然石材属板,木方料,防腐剂、油漆、 钉子 (二)机具准备:手电钻、冲击电钻、去石机、电刨、电锯、射钉枪、砂轮锯、 长刨、短刨、手提刨、钢锯、锤子、凿子、木钻、橡皮锤、螺丝刀、墨斗、小线、 钢尺、割角尺、靠尺、水平尺、线坠等 (三)作业条件 1.窗帘盒的安装已经完成。 2.窗台表面按要求已经清洁干净。 3.窗台板长度超过1500mm时,跨空窗台板应按设计要求安装好支架。 (四)技术准备 1熟悉施工图纸,作好施工准备。 2.对现场尺寸进行复核和定位放线。 3.对施工人员进行安全技术交底。 三、操作工艺 (一)工艺流程 窗台板的制作→砌入防火木→窗台板抛光→拉线找平、找齐→钉牢 (二)操作方法 1.窗台板的制作 按图纸要求加工的木窗台表面应光 洁,其净料尺寸厚度在
格式:doc
大小:46KB
页数:1P
人气:65
4.4

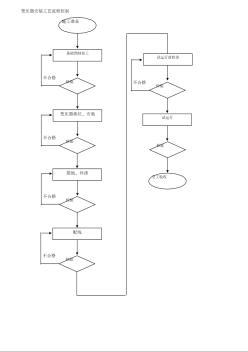
施工准备 检验 变压器就位、安装 检验 配线 接地、补漆 试运行前检查 试运行 检验 检验 检验 检验 交工验收 基础预制加工 不合格 不合格 不合格 不合格 不合格 变压器安装工艺流程控制
格式:pdf
大小:229KB
页数:8P
人气:65
4.4
1 变压器安装工艺标准 1范围 本施工工艺标准适合于变电站及电厂电力变压器和厂高压变压器的安装及检修。 2引用标准、规范依据 2.1《电气装置安装工程施工及验收规范》(gb50254—50259—96); 2.2《电气装置安装工程电力变压器、油浸电抗器、互感器施工及验收规范》(gbj148-90); 2.3《电气装置安装工程电气设备交接试验标准》(gb50150-90); 2.4《电气装置安装工程旋转电机施工及验收规范》(gb50170-92); 2.5《电力设备预防性试验规程》(dl/t596-1996); 2.6《质量检验及评定规程》(通则dl/t5161.1-2002); 2.7《质量检验及评定规程》(高压电器施工质量检验dl/t5161.2-2002); 2.8《质量检验及评定规程》(电力变压器、油浸电抗器、互感器施工
文辑创建者
我要分享 >
职位:中级环保工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐