普通焊条型号
2024-05-24
普通焊条型号: THJ422 直径: 2.5/3.2/4.0 mm 类型:结构钢焊条 长度: 350-400 mm 详细说明 碳钢焊条简明表 牌号 GB标准 AWS标准 药皮类型 焊接电源 主要用途 J350 DC+ 专用于微碳纯铁氨合成塔内件的焊接。具有抗高温氢、氮、氨腐蚀能力, 也可做要求抗裂而不要求等强度的焊接或过渡层。 J421 E4313 E6013 钛型 AC、DC 焊接低碳钢结构,特别适于薄板小件及要求焊缝表 面美观和光洁的盖面焊。 THJ421Fe E4313 E6013 钛型 AC、DC 焊接一般低碳钢结构,特别适用于薄板小件及 短焊缝的间断焊和要求焊缝表面光洁的盖面焊。 THJ421Fe16 E4324 E6024 钛型 AC、DC 用于一般低碳钢结构的平焊、平角焊。 THJ421Fe18 E4324 E6024 钛型 AC、DC 用于一般低碳钢结构的

普通焊条型号:thj422 直径:2.5/3.2/4.0mm类型:结构钢焊条长度:350-400mm 详细说明 碳钢焊条简明表 牌号gb标准aws标准药皮类型焊接电源主要用途 j350dc+专用于微碳纯铁氨合成塔内件的焊接。具有抗高温氢、氮、氨腐蚀能力,也可做要求抗裂而不 要求等强度的焊接或过渡层。 j421e4313e6013钛型ac、dc焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面 焊。 thj421fee4313e6013钛型ac、dc焊接一般低碳钢结构,特别适用于薄板小件及短焊缝的间断焊和要 求焊缝表面光洁的盖面焊。 thj421fe16e4324e6024钛型ac、dc用于一般低碳钢结构的平焊、平角焊。 thj421fe18e4324e6024钛型ac、dc用于一般低碳钢结构的平焊、平角
普通焊条型号牌号、特性及选用原则 1、che421是原来的表示方法,实际上按国家标准gb5117《碳钢焊条》 和gb5118《低合金钢焊条》的标准,对其中具有药皮的手工电弧焊 接用碳钢和低合金焊条的有关型号划分作了统一规定。 2、据查,421焊条现表示方法应为e4313,属高钛型碳钢焊条。其中 e表示焊条、43表示熔敷金属抗拉强度最小值、1表示焊条适用于全 位置焊接、最后的3表示焊条药皮为钛钙型,可采用交流或直流正、 反接电源焊接。 3、所谓的普通焊条,即是指常用的焊条,即手工电弧焊(在工地现 场常见)的所用的电焊条(在焊芯外表上一层涂料,尾部有一段裸露 部分,用于焊钳的夹持)。普通焊条主要由如下几种: (1)对低碳钢结构件,一般选用钛钙型的e4303(j422)或e5023 (j502)焊条; (2)对要求塑性、韧性及抗裂性较高的重要结构
编辑推荐下载
格式:pdf
大小:6KB
页数:3P
人气:77
 4.5
4.5
耐腐蚀钢;耐侯钢及耐火钢焊条:j350/j357j507monbj507mow j507crnij506crnicuj557nimond钢专用焊条jns钢专用焊条 cortena钢专用焊条cortenb钢专用焊条08cr2a1mo钢专用 焊条 低合金钢焊条:j507rj507grj507grhj507rhj507nitib j507hicj507shj557movj607nij607rhj607fej707g707ni j707rh807gj807rhj857crj907crj907gj107107crj107g 钼及鉻钼耐热钢焊条:r107r207r307r317r327r337r347r407 r507r707r807r817r307lr317lr407l 低温钢焊条:w
格式:pdf
大小:11KB
页数:5P
人气:77
4.4
j350碳钢焊条 说明:j350是以微碳纯铁材料为焊芯的微碳纯铁焊条。直流反接,平焊、平角焊工艺性能良 好,焊条电弧吹力小,熔深较浅,清渣容易,焊缝成型美观,熔敷金属具有良好的抗裂性能。 用途:专用于微碳纯铁氨合成塔内件的焊接。具有抗高温氢、氮、氨腐蚀能力,也可做要求 抗裂而不要求等强度的焊接或过渡层。 j421碳钢焊条 符合gbe4313相当awse6013 说明:j421是氧化钛型药皮的碳钢焊条。交直流两用,可进行全位置焊接。具有优异的焊接 工艺性能,操作性能良好,再引弧容易,电弧稳定,焊缝成型美观。 用途:焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。 j421fe碳钢焊条 符合gbe4313相当awse6013 说明:j421fe是铁粉氧化钛型药皮的碳钢焊条。交直流两用,可进行全位置焊接。具有优异 的焊接工艺性
热门文档 普通焊条型号
格式:pdf
大小:19KB
页数:2P
人气:77
4.7

普通焊条型号:thj422 直径:2.5/3.2/4.0mm类型:结构钢焊条长度:350-400mm 详细说明 碳钢焊条简明表 牌号gb标准aws标准药皮类型焊接电源主要用途 j350dc+专用于微碳纯铁氨合成塔内件的焊接。具有抗高温氢、氮、氨腐蚀能力,也可做 要求抗裂而不要求等强度的焊接或过渡层。 j421e4313e6013钛型ac、dc焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观 和光洁的盖面焊。 thj421fee4313e6013钛型ac、dc焊接一般低碳钢结构,特别适用于薄板小件及短焊缝 的间断焊和要求焊缝表面光洁的盖面焊。 thj421fe16e4324e6024钛型ac、dc用于一般低碳钢结构的平焊、平角焊。 thj421fe18e4324e6024钛型ac、dc用于一般低碳钢结构的平焊、平角焊。
格式:pdf
大小:39KB
页数:14P
人气:77
4.5

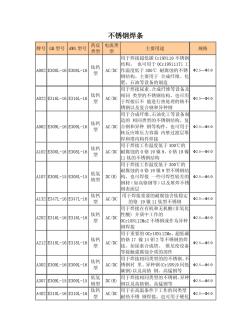
不锈钢焊条: 页码焊条牌号药皮类型焊接电源主要用途1a002钛钙型交直流用于焊接超低碳cr19ni10不锈钢结 构2a002si钛钙型交直流用于抗应力或点蚀设备中的3re60钢材的焊接3a012si钛钙型交直流用于耐 浓硝酸不锈钢00cr17ni15si4nb钢的焊接4a022钛钙型交直流用于焊接尿素及合成纤维设备5a032钛 钙型交直流用于在稀、中浓度硫酸介质中工作的同类型超低碳不锈钢结构焊接6a042钛钙型交直流用于同 类型超低碳不锈钢结构焊接7a052钛钙型交直流用于耐硫酸、醋酸、磷酸腐蚀钢的焊接8a052cu钛钙型 交直流用于抗海水腐蚀用钢焊接9a062钛钙型交直流用于复合钢和异种钢焊接10a102钛钙型交直流 用于工作温度低于300℃的0cr19ni9
格式:pdf
大小:12KB
页数:6P
人气:77
4.5
j350碳钢焊条 说明:j350是以微碳纯铁材料为焊芯的微碳纯铁焊条。直流反接,平焊、平角焊工艺性能良好,焊条 电弧吹力小,熔深较浅,清渣容易,焊缝成型美观,熔敷金属具有良好的抗裂性能。 用途:专用于微碳纯铁氨合成塔内件的焊接。具有抗高温氢、氮、氨腐蚀能力,也可做要求抗裂而不 要求等强度的焊接或过渡层。 j421碳钢焊条 符合gbe4313相当awse6013 说明:j421是氧化钛型药皮的碳钢焊条。交直流两用,可进行全位置焊接。具有优异的焊接工艺性能, 操作性能良好,再引弧容易,电弧稳定,焊缝成型美观。 用途:焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。 j421fe碳钢焊条 符合gbe4313相当awse6013 说明:j421fe是铁粉氧化钛型药皮的碳钢焊条。交直流两用,可进行全位置焊接。具有优异
格式:pdf
大小:37KB
页数:14P
人气:77
4.7

不锈钢焊条: 页码焊条牌号药皮类型焊接电源主要用途1a002钛钙型交直流用于焊接超低碳cr19ni10不锈钢结 构2a002si钛钙型交直流用于抗应力或点蚀设备中的3re60钢材的焊接3a012si钛钙型交直流用于耐 浓硝酸不锈钢00cr17ni15si4nb钢的焊接4a022钛钙型交直流用于焊接尿素及合成纤维设备5a032钛 钙型交直流用于在稀、中浓度硫酸介质中工作的同类型超低碳不锈钢结构焊接6a042钛钙型交直流用于同 类型超低碳不锈钢结构焊接7a052钛钙型交直流用于耐硫酸、醋酸、磷酸腐蚀钢的焊接8a052cu钛钙型 交直流用于抗海水腐蚀用钢焊接9a062钛钙型交直流用于复合钢和异种钢焊接10a102钛钙型交直流 用于工作温度低于300℃的0cr19ni9
格式:pdf
大小:22KB
页数:3P
人气:77
4.4
杭州伯乐焊条厂★『伯乐焊条大全』★销售热线;《18367154429★═★『伯乐集团』★伯 ★乐★焊★材(☆_☆)本厂是全国最大的专业特种焊条生产厂家。g207不锈钢焊条型号 gb/t:e410-15相当于aws:e410-15用途:用于0cr13及1cr13不锈钢,也用于耐蚀、 耐磨的表面堆焊g217不锈钢焊条型号gb/t:e410-15相当于aws:e410-15用途: 用于0cr13、1cr13、2cr13不锈钢,如汽轮机叶片的补焊及对接也用于耐蚀、耐磨的表面堆 焊g302不锈钢焊条型号gb/t:e430-16相当于aws:e430-16用途:用于耐硝酸 耐蚀、耐热的cr17不锈钢结构g307不锈钢焊条型号gb/t:e430-16相当于aws: e430-16
精华文档 普通焊条型号
格式:pdf
大小:5KB
页数:2P
人气:77
4.5

常用焊条型号牌号及特性 1、che421是原来的表示方法,实际上按国家标准gb5117《碳钢焊条》 和gb5118《低合金钢焊条》的标准,对其中具有药皮的手工电弧焊 接用碳钢和低合金焊条的有关型号划分作了统一规定。 2、据查,421焊条现表示方法应为e4313,属高钛型碳钢焊条。其中 e表示焊条、43表示熔敷金属抗拉强度最小值、1表示焊条适用于全 位置焊接、最后的3表示焊条药皮为钛钙型,可采用交流或直流正、 反接电源焊接。 3、所谓的普通焊条,即是指常用的焊条,即手工电弧焊(在工地现 场常见)的所用的电焊条(在焊芯外表上一层涂料,尾部有一段裸露 部分,用于焊钳的夹持)。普通焊条主要由如下几种: (1)对低碳钢结构件,一般选用钛钙型的e4303(j422)或e5023 (j502)焊条; (2)对要求塑性、韧性及抗裂性较高的重要结构件,选用低氢型e4315 (j
格式:pdf
大小:119KB
页数:1P
人气:77
4.4
 焊条型号和焊条牌号的区别
焊条型号和焊条牌号的区别 焊条型号是国家标准中对焊条规定的编号,用来区别各种焊条熔敷金属的力学性能、化学成分、药皮类型、焊接位置和焊接电流种类。标有型号的焊条,其技术要求、性能指标、检验方法都应该按国家标准的规定进行。国家标准中通常只规定该种焊条最基本的要求。
格式:pdf
大小:76KB
页数:10P
人气:77
4.5
焊条型号与牌号 (1)焊条的牌号 以结构钢为例:牌号,编制法。结xxx,结为结构钢焊条,第3个数字,代表药皮类 型,焊接电流要求,第1、2数:代表焊缝金属抗拉强度。 ( 2)焊条的型号 焊条的型号是按国家有关标准与国际标准确定的。exxx,以结构钢为例,型号编 制法为字母“e”表示焊条,第一、二位表示熔敷金属最小抗拉强度,第三位数 字表示焊条的焊接位置,第三、四位数字表示焊接电流种类及药皮类型。 4.焊条的分类 根据不同情况,电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成 分分类、按药皮熔化后熔渣的特性分类。 按照焊条的用途,可以将电焊条分为:结构钢焊条、耐热钢焊条、不锈钢焊条、 堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝 合金焊条以及特殊用途焊条。 如果按照焊条药皮的主要化学成分来分类,可以将电焊条分为:氧化钛型焊
格式:pdf
大小:1.7MB
页数:5P
人气:77
4.3
. .. 1.焊条型号与牌号 焊条型号是国家标准中规定的焊条代号。焊接结构生产中应用 最广的碳钢焊条和低合金钢焊条,相应的国家标准是gb/t5117和 gb/t5118。标准规定,碳钢焊条型号由字母e和四位数字组成。 如:“e4301”,其含义如下: 在我国已公布的碳钢焊条型号中,代表熔敷金属抗拉强度最小 值的数字仅有:“43”和“50”系列两种。 焊条牌号是焊条生产行业统一的焊条代号。表4.2.1为焊条用 途不同的分类对应牌号。焊条牌号前的字母表示焊条类别,“×× ×”代表数字,前两位数字代表焊缝金属抗拉强度等级。末尾数 字表示焊条的药皮类型和焊接电流种类(表4.2.2)。表4.2.3列举出 部分常用碳钢焊条型号与对应的牌号及数字意义。 . .. 表4.2.3部分常用碳钢焊条型号与牌号对应表 焊条型号是根据熔敷金属抗拉强度、药皮类型、焊接位置、 电流种
格式:pdf
大小:45KB
页数:6P
人气:77
4.6

焊条型号与牌号的识别 (一)焊条药皮的作用与类型 1、焊条药皮的基本功能: (1)保护电弧与熔池。药皮比焊芯熔化慢,形成一个套筒,保护金属熔滴顺利地 向熔池过渡;同时药皮放出气体和形成熔渣,保护电弧及熔池免受空气的有害作用。熔渣覆 盖于熔敷金属表面,也降低了焊缝金属的冷却速度,有利于改善接头性能。 (2)冶金处理。通过冶金反应直到脱氧、脱硫、脱磷等去除杂质作用,同时还对 焊缝金属起合金化作用。 (3)赋予焊条良好的焊接工艺性能。使电弧容易引燃,燃烧稳定,减少飞溅,增大 熔深,保证焊缝成形等。 (4)满足某些专用焊条的特殊功能。如铁粉焊条药皮内含较多的铁粉,增加了焊条 的熔敷系数,提高了焊接生产率。 2、焊条药皮的类型: 序 号 药皮类型对应牌号对应型号焊接电源 1特殊型×××0e××00 2钛型×××1e××13直流或交流 3钛钙型×××
最新文档 普通焊条型号
格式:pdf
大小:147KB
页数:6P
人气:77
4.4

1、不锈钢焊条简明表熔敷金属主要成分/熔敷金属力学性能/主要用途 牌号型号gb 熔敷金属化学成分(%) cmnsispcrnimo其余 thg202e410-160.121.00.900.0300.04011.0/13.50.70.75cu0.75 tha002e308l-160.040.5/2.50.900.0300.04018.0/21.09.0/11.00.75cu0.75 tha022e316l-160.040.5/2.500.900.0300.04017.0/20.011.0/14.02.0/3.0cu0.75 tha032e317mocul-160.040.5/2.50.900.030.0.03518.0/21.012.0/14.02.0/2.5cu0.2

格式:pdf
大小:176KB
页数:7P
人气:77
4.6

各种焊条型号对照表2 1、不锈钢焊条简明表熔敷金属主要成分/熔敷金属力学性能/主要用途 牌号型号gb 熔敷金属化学成分(%) cmnsispcrnimo其余 thg202e410-160.121.00.900.0300.04011.0/13.50.70.75cu0.75 tha002e308l-160.040.5/2.50.900.0300.04018.0/21.09.0/11.00.75cu0.75 tha022e316l-160.040.5/2.500.900.0300.04017.0/20.011.0/14.02.0/3.0cu0.75 tha032e317mocul-160.040.5/2.50.900.030.0.03518.0/21.012.0/14.0
格式:pdf
大小:200KB
页数:3P
人气:77
4.3

碳钢焊条型号的编制方法(gb/t5117-1995) 焊条型 号 药皮类 型 焊接位置电流种类焊条型号 药皮类 型 焊接位置电流种类 e43系列-熔敷金属抗拉强度 ≥420mpa(43kgf/mm^2) e50系列-熔敷金属抗拉强度 ≥490mpa(50kgf/mm^2) e4300特殊型 平、立、 仰、横 交流或直 流正、反接 e5001 钛铁矿 型 平、立、仰、 横 交流或直 流正、反接 e4301 钛铁矿 型 平、立、 仰、横 交流或直 流正、反接 e5003钛钙型 平、立、仰、 横 交流或直 流正、反接 e4303钛钙型 平、立、 仰、横 交流或直 流正、反接 e5010 高纤维 素钠型 平、立、仰、 横 直流反接 e4310 高纤维 素钠型 平、立、 仰、横
格式:pdf
大小:52KB
页数:未知
人气:77
4.4
焊条型号和焊条牌号的区别 焊条型号是国家标准中对焊条规定的编号,用来区别各种焊条熔敷金属的力学性能、化学成分、药皮类型、焊接位置和焊接电流种类。标有型号的焊条。其技术要求、性能指标、检验方法都应该按国家标准的规定进行。国家标准申通常只规定该种焊条最基本的要求。
格式:pdf
大小:776KB
页数:47P
人气:77
4.5
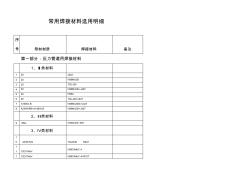
常用焊接材料选用明细 序 号母材材质焊接材料备注 第一部分:压力管道用焊接材料 1、ⅰ类材料 120j422 220h08mn2si 320tig-j50 420h08mn2si+j422 520h08a 620tig-j50+j427 7a106gr.bh08mn2sia+j427 8a234wpb+a106gr.bh08mn2si+j427 2、ⅱ类材料 916mnh08mn2si+j507 3、ⅳ类材料 1 0a335p22tig-r40r407 1 112cr1mov h08crmova 112cr1movh08crmova+r317 2 1 312cr2mogtig-r40/r407 1 415crmoh05crmotire+r307 1 515crmoh13crmoa+r3

文辑创建者
我要分享 >
职位:土建项目经理
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐