普通碱性焊条向下焊技术在油田房壳上应用
2025-02-28
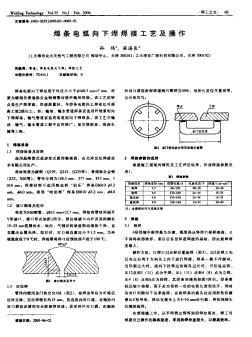
普通碱性焊条向下焊技术在油田房壳上的应用——通过模拟试验,对选用FA-316(J426)焊条和采用向下焊工艺焊接52 irma的Q235A钢板技术进行了详细的探讨,发现该工艺可以用于无强度要求的薄板结构的焊接,并首次成功地应用于撬装式工艺房壳的焊接生产。

碱性焊条保管应注意的问题——碱性焊条保管应注意的问题
 低尘低毒碱性焊条的试制
低尘低毒碱性焊条的试制 为了解决低氢型焊条焊接时产生大量有毒烟尘问题,试制一种既能满足原有工艺性能条件,又能降尘降毒的卫生指标先进的新型低尘低毒碱性焊条,试制两种焊条配方方案对比其优劣,进而寻求一种全新配方的降光降毒。
编辑推荐下载
格式:pdf
大小:14KB
页数:5P
人气:59
 4.8
4.8
低氢焊条和碱性焊条选用条件有什么区别 (二)常用焊接材料及设备 1.焊接材料 (1)手工电弧焊焊接材料 1)焊条的组成 焊条就是涂有药皮的供电弧焊使用的熔化电极。它是由药皮和焊芯两部分组成。 ①焊芯。焊条中被药皮包覆的金属芯称为焊芯。焊芯一般是一根具有一定长度及直径的钢 丝。焊接时,焊芯本身熔化为填充金属与母材金属熔合形成焊缝。 ②药皮。压涂在焊芯表面的涂层称为药皮。药皮是由各种矿物类、铁合金有机物和化工产 品(水玻璃类)原料组成。药皮在焊接过程中起着极为重要的作用。若采用无药皮的光杆焊条焊 接,则在焊接过程中,空气中的氧和氮会大量侵入熔化金属,将金属铁和有益元素碳、硅、锰等 氧化和氮化,并形成各种氧化物和氮化物残留在焊缝中,造成焊缝夹渣或裂纹。而熔入熔池中的 气体可能使焊缝产生大量气孔,这些因素都能使焊缝的机械性能(强度、冲击值等)大大降低, 同时使焊缝变脆。此外采用光
格式:pdf
大小:90KB
页数:未知
人气:59
4.7
碱性焊条电弧焊仰板单面焊双面成形的技术和窍门 仰焊是平板对接焊4种位置中最难焊接的位置。如果操作不当,易造成焊缝正面产生焊瘤或高低差大,背面易产生凹陷。仰焊位焊接经常作为焊工比赛的必考项目,建议选手根据评分标准要求,进行
热门文档 普通碱性焊条向下焊技术在油田房壳上应用
格式:pdf
大小:71KB
页数:2P
人气:59
4.7
焊接技术第41卷第5期2012年5月 仰焊是平板对接焊4种位置中最难焊接的位置。 如果操作不当,易造成焊缝正面产生焊瘤或高低差 大,背面易产生凹陷。仰焊位焊接经常作为焊工比 赛的必考项目,建议选手根据评分标准要求,进行 实质性训练。本文详细介绍了碱性焊条仰板单面焊 双面成形的技术和窍门,以供同行参考。 1焊前准备 (1)材料选择试件材料为碳钢;焊接材料为 j507焊条。 (2)试件及坡口尺寸试件规格为300mm×125 mm×12mm,其坡口形式及尺寸如图1所示。 (3)试件装配要求装配前需将试件坡口两侧各 20mm范围内打磨,直至露出金属光泽。始端装配间 隙为3.2mm,终端装配间隙为4.0mm。采用e5015 (j507)焊条进行定位焊,并在试件坡口内两端进行 点固焊,点固焊焊缝长度为10~15mm,为
格式:pdf
大小:168KB
页数:2P
人气:59
3
低氢碱性焊条直流正接法在底层焊接中的应用——文章对正、反接焊接特点进行了对比与分析,经反复实践,认为在带有坡口间隙的对接底层焊接时,采用直流正接比直流反接获得更佳的效果,其主要特点:电弧稳定,连弧操作顺利,电弧保护好,背面焊缝成型美观,内部缺...
格式:pdf
大小:94KB
页数:3P
人气:59
4.5
碱性焊条药皮起泡原因分析及预防 焊条药皮起泡是影响焊条验收的外观缺陷之一。本文以碱性焊条为例,分析了碱性焊条生产过程中药皮的起泡原因,通过对起泡原因分析,找出了预防焊条药皮起泡的方法,避免了因药皮起泡而造成焊条的报废。
格式:pdf
大小:105KB
页数:1P
人气:59
4.7
浅谈碱性焊条手弧焊仰板的单面焊双面成形 平板对接仰焊是平板对接焊四种位置中最困难的一种,如操作不当容易造成背面凹陷、未熔合、正面产生焊瘤或高低差大、咬边等缺陷。仰板是高级工、技师晋级以及比赛的常规项目,建议焊工根据实际工作及比赛要求进行实质性训练,本文主要介绍根焊为直流正接的断弧焊"一点"击穿法,通过实际比赛经验详细介绍了碱性焊条手弧焊仰板的单面焊双面成形的实操技术和窍门。
精华文档 普通碱性焊条向下焊技术在油田房壳上应用
格式:pdf
大小:184KB
页数:2P
人气:59
4.5
碱性焊条熔滴过渡方式及焊缝金属中气体含量测定 碱性焊条焊接时,会出现强烈的飞溅,在焊缝金属中特别容易产生气孔,致使焊缝金属的力学性能大大降低。通过测量碱性焊条焊缝金属中氮含量并由焊接过程中熔滴过渡方式的高速摄影可知,短弧焊接可以降低弧柱区的温度,减少侵入氮的离解作用,因而使焊缝金属中的气体含量大大降低。为碱性焊条的焊接性研究、焊接操作提供了可靠的理论基础。
格式:pdf
大小:95KB
页数:1P
人气:59
4.6
低碳钢板开坡口仰位碱性焊条电弧焊 1.现实工作中,碱性焊条仰焊位的焊接应用广泛。2.在碱性焊条的板-板焊接中,以仰焊位置的焊接难度最大,要求技术工人要有很强的技能和环境适应性。
格式:pdf
大小:137KB
页数:2P
人气:59
3
碱性焊条熔滴过渡方式及焊缝金属中气体含量测定——碱性焊条焊接时,会出现强烈的飞溅,在焊缝金属中特别容易产生气孔,致使焊缝金属的力学性能大大降低。通过测量碱性焊条焊缝金属中氮含量并由焊接过程中熔滴过渡方式的高速摄影可知,短弧焊接可以降低弧柱区的...
格式:pdf
大小:1.8MB
页数:1P
人气:59
4.6
CJ421立向下电焊条在连续油管焊接的应用 cj421立向下电焊条是我国国产立向下电焊条,相比进口公司生产的立向下电焊条价格更低且性能优越。本文通过cyj421立向下电焊条在连续油管焊接的使用,分析cyj421立向下电焊条的性能,并进一步指出cyj421立向下电焊条焊接性能非常良好,适用于连续油管的对接焊接。
格式:pdf
大小:458KB
页数:1P
人气:59
4.4
酸性碳钢焊条、碱性碳钢焊条 不锈钢焊条、堆焊焊条 邹平县电焊条厂的“鲁生”牌电焊条,已有十多年的生产历史。该厂具有现代化的生产和检测设备,技术力量雄厚,质量管理制度健全完善。生产的“鲁生”牌电焊条系列产品中有酸、碱性碳钢焊条,不锈钢焊条,堆焊焊条等八大系列,80多个品种,160多种规格的产
最新文档 普通碱性焊条向下焊技术在油田房壳上应用
格式:pdf
大小:320KB
页数:6P
人气:59
4.4
环保型碱性焊条药皮组分与熔敷金属成分相关性 分析了多种国内外碱性焊条药皮渣系,设计了cao-caf2-bao-tio2-sio2渣系.用均匀设计的思想方法和计算机软件来安排试验.选定9~11种药皮组分作为自变量,并把每个自变量分成5个水平,共做了29个焊条小样.把焊缝熔敷金属5个化学元素作为目标函数,利用数理统计软件分析指标数据.结果给出了多种药皮组分对5个化学元素含量影响的趋势图;也给出了自变量与因变量之间关系的多项式数学模型.借助趋势图和数学模型,可以探讨调整焊条熔敷金属化学成分的方向,也可以进行目标函数的优化搜索.
格式:pdf
大小:289KB
页数:3P
人气:59
3
透辉石在碱性低氢型焊条中应用研究——通过研究透辉石的矿物组成、物理性能以厦化学组成等,根据碱性低氢焊条熔渣的化学组成进行了透辉石在低氢型j507焊条中应用的试验研究。结果认为,这种钙镁硅酸盐矿物,具有提高熔渣碱度和改善焊条的焊接工艺性能及熔敷金属...
格式:pdf
大小:126KB
页数:3P
人气:59
3
碱性焊条药皮组分与熔敷金属扩散氢含量的关系——用回归正交试验建立了碱性焊条药皮组分与熔敷金属扩散氢含量之间的关系,分析了药皮组分及其交互作用对焊缝熔敷金属扩散氢含量的影响,提出了根据药皮配方预报熔敷金属扩散氢的方法。
格式:pdf
大小:10KB
页数:1P
人气:59
4.5
透辉石用于碱性低氢型焊条 透辉石中含有25%左右的cao和18%左右的mgo,加入焊条药皮中可提高熔渣的碱度,调整熔渣的黏度和流动性,有利于促成短渣,改善了焊接的工艺性能。透辉石可在所有渣系低氢型焊条中应用,其在焊条药皮的加入量为5%~15%。用透辉石设计的焊条的熔敷金属力学的性能,符合gb/t5117-1995标准要求,其冲击吸收功有大幅度提高,同时提高了x射线探伤性能。
格式:pdf
大小:194KB
页数:3P
人气:59
3

高效碱性铁粉焊条的研制——阐述了高效碱性铁粉焊条药皮各组分对焊接烟尘发生量的影响,试验发现焊条发尘量随焊 条药皮中caco,mgco,caf2含量的增加而急剧增加,caf2的增尘速率大于cacoa和mgcoa, 焊条发尘量随着药皮中tio:含量的增加而逐渐减少....
格式:pdf
大小:560KB
页数:4P
人气:59
4.5
碱性焊条药皮处理条件对焊缝金属扩散氢影响的研究 对降低手工焊条熔敷金属扩散氢的研究多是从原材料及冶金方面考虑的,在工艺上则统一要求焊条烘干后立即使用.这样,焊条从出厂到被使用过程中总会被烘干2~3次,这种重复烘干对扩散氢的影响尚未有人探讨过.针对这种情况,研究了碱性焊条在不同药皮处理条件(主要是烘干次数不同)下焊缝金属中的扩散氢.试验结果及分析表明,经重复烘干─吸潮─烘干处理后,焊条药皮中吸水性强的na+吸水行为受到限制,从而熔敷金属中的扩散氢显著降低.
格式:pdf
大小:278KB
页数:5P
人气:59
4.6
环保型碱性低氢焊条的交流稳弧性 分析了多种国内外碱性焊条药皮渣系,设计了cao-caf2-bao-tio2-sio2渣系.用均匀设计的思想方法和计算机软件来安排试验.选定9~11种药皮组分作为自变量,并把每个自变量分成5个水平,共做了29个焊条小样.把交流稳弧性能作为目标函数,利用数理统计软件分析该指标数据.得出了多种药皮组分对焊条交流稳弧性能指标的影响趋势图;建立了自变量与因变量之间的多项式数学模型.结果表明,借助趋势图和数学模型,可以探讨改善焊条交流稳弧性的方向,并进行指标的优化搜索.
格式:pdf
大小:307KB
页数:4P
人气:59
4.4
药皮组分对碱性低氢焊条稳弧性的影响 运用均匀设计法设计了12种碱性低氢焊条药皮配方,通过数学建模得出交流稳弧性的主要影响因素,并通过单因素及交互作用试验,得出主要影响因素与交流稳弧性的关系曲线,提出用"稳弧度"来评价交流稳弧性的新方法。结果表明:碳酸盐、萤石及石英对断弧长度有显著影响,碳酸盐、萤石及铁合金对灭弧次数有显著影响;用"稳弧度"评价焊条稳弧性的方法可行;萤石含量增加,稳弧度降低且质量分数应控制为18%~20%;石英与萤石比值增大,稳弧度降低且比值应控制在0.15~0.3,碳酸盐与萤石比值增大,稳弧度先增大后减小,比值为2.0~2.2,稳弧度较好。
格式:pdf
大小:167KB
页数:4P
人气:59
4.6
纤维素型焊条/药芯焊丝半自动向下组合焊焊接技术 主要介绍了在长输管道施工中,使用纤维素型焊条/药芯焊丝半自动向下组合焊焊接方法的具体操作要点,以及焊接工艺参数的选用和具体操作方法,并指出了每层焊缝所应达到的质量要求。
文辑创建者
我要分享 >
职位:市政工程标准员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐