偏心轴加工工艺和三爪垫块计算
2025-03-29
玻纤工业的发展离不开装备质量的提高和设备的更新。而设备的质量除了需要不断提高设计水平,还需要在制造过程中用最好的加工工艺来保证质量。另外加工工艺还和制造成本有密切的关系。本人在为公司标准生产设备加工易损零件的过程中,总结了不同加工工艺方法的优缺点,还充分体会到电脑在机械设计中的强大功能,现在,把我的心得和所用的方法介绍给大家。

 小外径、小偏心轴的加工工艺
小外径、小偏心轴的加工工艺 经过对加工图的分析,偏心曲轴加工的关键在如何处理两中心距为4mm的中心孔的问题上,结合车间的实际情况,制定方案,编制加工工艺,按加工工艺加工完成,经检验合格。可推广到小直径,小于4mm偏心距轴的加工。
复摆颚式破碎机偏心轴的优化 通过对颚式破碎机进行三维建模、有限元的分析优化等,检验了破碎机仿真结果与理论事实计算结果是否相符合,同时为改善机器和构件的结构参数提供理论依据.
编辑推荐下载
格式:pdf
大小:111KB
页数:2P
人气:77
 4.5
4.5
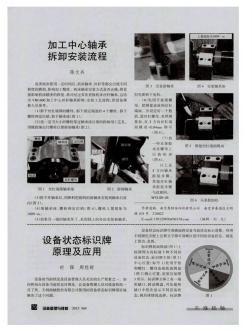
热轧钢管三辊定心装置偏心轴的加工方法 赛瑞公司多次承接热轧钢管三辊定心装置的加工制造任务。三辊定心装置的偏心轴是其中一个经调质处理的重要工件,如图1所示。左端164g6和右端126g6轴台相对于轴整体中心线同向偏心2·5mm。其加工工序主要集中在车、磨两工序上,考虑到偏心量2·5mm太小,
格式:pdf
大小:265KB
页数:2P
人气:77
4.4
螺钉对拉可调偏心式三爪卡盘 在机械制造中有许多偏心轴类零件需要加工,由于偏心量各异,方向不同,因而就有许多种可调偏心的工装、夹具。如四爪单动卡盘,三爪自定心卡盘带可调垫片式,三爪自定心卡盘带可调螺钉式等。现介绍一种螺钉对拉可调偏心式三爪卡盘的结构设计,它既有三爪自定心卡盘自动定心快和准的特点,
热门文档 偏心轴加工工艺和三爪垫块计算
格式:pdf
大小:1.5MB
页数:11P
人气:77
4.7
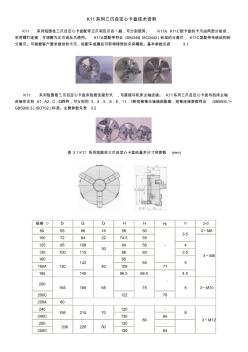
k11系列三爪自定心卡盘技术资料 k11系列短圆柱三爪自定心卡盘配带正爪和反爪各一副,可分别使用。k11a、k11c型卡盘的卡爪由两部分组成, 采用螺钉连接,可调整为正爪或反爪使用。k11a型配带符合gb4346(iso3442)标准的分离爪,k11c型配带传统结构的 分离爪。可根据客户要求提供软卡爪,经配车或磨后可获得理想的夹持精度。基本参数见表3.1 k11系列短圆锥三爪自定心卡盘系短锥连接形式,可直接与机床主轴连接。k11系列三爪自定心卡盘与机床主轴 连接形式有a1,a2,c,d四种,可分别同3,4,5,6,8,11,15号短锥锥主轴端部配套,短锥连接参数符合gb5900.1~ gb5900.3(iso702)标准。主要参数见表3.2 表3.1k11系列短圆柱三爪自定心卡盘的基本尺寸和参数(mm) 规格dd1d2
格式:pdf
大小:11KB
页数:1P
人气:77
4.6
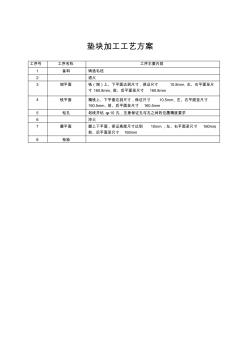
垫块加工工艺方案 工序号工序名称工序主要内容 1备料铸造毛坯 2退火 3刨平面铣(刨)上、下平面达到尺寸,保证尺寸10.8mm,左、右平面至尺 寸160.8mm,前、后平面至尺寸160.8mm 4铣平面精铣上、下平面达到尺寸,保证尺寸10.5mm,左、右平面至尺寸 160.5mm,前、后平面至尺寸160.5mm 5钻孔划线并钻φ10孔,注意保证孔与孔之间的位置精度要求 6淬火 7磨平面磨上下平面,保证高度尺寸达到10mm,左、右平面至尺寸160mm, 前、后平面至尺寸160mm 8检验

格式:pdf
大小:280KB
页数:4P
人气:77
4.7
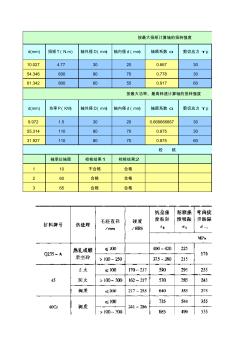
d(mm)扭矩t(n.m)轴外径d(mm)轴内径d(mm)轴颈系数α剪切应力τp 10.0274.7730200.66730 54.34660090700.77830 61.34280060550.91760 d(mm)功率p(kw)轴外径d(mm)轴内径d(mm)轴颈系数α剪切应力τp 9.9721.530200.66666666730 55.31411080700.87530 31.92711080700.87560 轴承处轴颈校核结果1校核结果2 110不合格合格 260合格合格 365合格合格 按最大扭矩计算轴的扭转强度 按最大功率、最高转速计算轴的扭转强度 校核 常数 17.2 17.2 17.2 a和〔τp〕有 关的系数 转速n(r/min 116.757
精华文档 偏心轴加工工艺和三爪垫块计算
格式:pdf
大小:480KB
页数:4P
人气:77
4.5
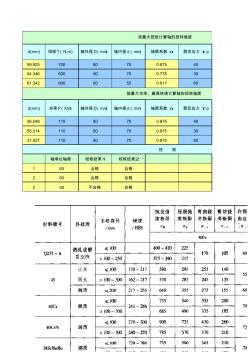
d(mm)扭矩t(n.m)轴外径d(mm)轴内径d(mm)轴颈系数α剪切应力τp 59.92570080700.87540 54.34660090700.77830 61.34280060550.91760 d(mm)功率p(kw)轴外径d(mm)轴内径d(mm)轴颈系数α剪切应力τp 36.54811080700.87540 55.31411080700.87530 31.92711080700.87560 轴承处轴颈校核结果1校核结果2 160合格合格 260合格合格 350不合格合格 按最大扭矩计算轴的扭转强度 按最大功率、最高转速计算轴的扭转强度 校核 常数 17.2 17.2 17.2 a和〔τp〕有 关的系数 转速n(r/min 106.081650
格式:pdf
大小:32KB
页数:2P
人气:77
4.6
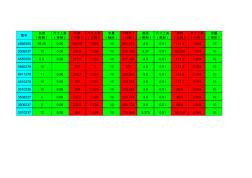
图号 长度 (英制) 尺寸上差 (英制) 长度 (公制) 尺寸上差 (公制) 余量 (轴向) 下料尺寸 (公制) 直径 (英制) 尺寸上差 (英制) 直径 (公制) 尺寸上差 (公制) 余量 (径向) 456535010.250.06260.351.52410281.8744.50.01114.30.25410 3309237120.06304.81.52410326.3243.370.0185.5980.25410 45853508.50.06215.91.52410237.4244.50.01114.30.25410 4565278102540102744.50.01114.30.25410 4511278110.06279.41.52410300.9244.50.01114.30
格式:pdf
大小:240KB
页数:3P
人气:77
4.5
普通三爪卡盘改造为电动卡盘 总结普通机床数控化改造的经验,介绍普通三爪卡盘自动化改造的方法,为提高机床的生产效率提供有益的帮助。
格式:pdf
大小:121KB
页数:1P
人气:77
4.6
靖安县三爪仑建设中生态保护和环境治理调查报告 随着靖安县三爪仑的生态创建,不仅使得经济得以展,环境得以改善,生态得以保护,而且更坚定了靖安人民走生态与经济共赢之路的信心与决心。文章主要研究靖安县三爪仑地区建设中的生态保护和环境治理出现的一些问题,并提出可行性的方法和意见。
最新文档 偏心轴加工工艺和三爪垫块计算
格式:pdf
大小:399KB
页数:3P
人气:77
4.3
中轴螺帽冲挤加工工艺 通过对中轴螺帽加工方法进行分析,确定采用冲挤加工工艺。介绍了毛坯直径和材料厚度的确定,以及变形程度、冲裁力、挤压成形力的计算方法。研究了模具结构及模具的工作过程;给出了凹模和凸模的设计方法;保证了该零件冲挤成形的顺利进行。
格式:pdf
大小:664KB
页数:3P
人气:77
4.7
变径偏心管加工工艺方法的改进 变径偏心管由于外形不规则,加工装夹都比较困难,加工中偏心距不易保证,容易出现扎刀、振纹,通过制作偏心胎具、连接板等工装,改进加工工艺,合理选择切削参数,产品的加工质量得到了有效地保证。
格式:pdf
大小:462KB
页数:3P
人气:77
4.4
三爪卡盘螺旋摆动式液压缸增力机构的设计 介绍了一种在三爪卡盘上加装摆动式液压缸和平面螺旋机构的螺旋摆动式液压缸增力机构的结构。叙述了主要的设计步骤和参数的确定。
格式:pdf
大小:727KB
页数:40P
人气:77
4.3
毕业设计报告(论文) 报告(论文)题目:三通阀的加工工艺和夹具设计 作者所在系部: 作者所在专业: 作者所在班级: 作者姓名: 作者学号: 指导教师姓名: 完成时间: i 摘要 机械加工行业作为一个传统而富有活力的行业,近十几年取得了突飞猛进的 发展,在新经济时代,行业呈现了新的发展趋势,由此对其它的质量,性能要求 有了新的变化。现在机械加工行业发生着结构性变化,工艺工装的设计与改良已 成为企业生存和发展的必要条件,工艺工装的设计与改良直接影响加工产品的质 量与性能。同时机械制造工业是为我国现代化建设提供各种机械装备的部门,在 我国的国民经济的发展占据着十分重要的作用,支座是其中的一种非常重要的零 件,无论是在机床,还是生活中的许多方面都用到了支座,而支座的加工工艺与 其所工作环境还有自身材料、形体有着十分重要的联系,而其夹具也与此有
格式:pdf
大小:1.4MB
页数:12P
人气:77
4.5
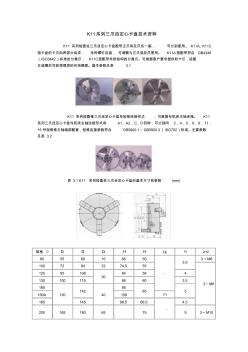
k11系列三爪自定心卡盘技术资料 k11系列短圆柱三爪自定心卡盘配带正爪和反爪各一副,可分别使用。k11a、k11c 型卡盘的卡爪由两部分组成,采用螺钉连接,可调整为正爪或反爪使用。k11a型配带符合gb4346 (iso3442)标准的分离爪,k11c型配带传统结构的分离爪。可根据客户要求提供软卡爪,经配 车或磨后可获得理想的夹持精度。基本参数见表3.1 k11系列短圆锥三爪自定心卡盘系短锥连接形式,可直接与机床主轴连接。k11 系列三爪自定心卡盘与机床主轴连接形式有a1,a2,c,d四种,可分别同3,4,5,6,8,11, 15号短锥锥主轴端部配套,短锥连接参数符合gb5900.1~gb5900.3(iso702)标准。主要参数 见表3.2 表3.1k11系列短圆柱三爪自定心卡盘的基本尺寸和参数(mm) 规格dd1d2d3h
格式:pdf
大小:165KB
页数:未知
人气:77
4.6
普通三爪自定心卡盘加装微调盘 有一些零件的工序加工,对三爪自定心卡盘的夹持精度要求较高。通常是靠修磨三爪或敲击三个卡爪等方法校正工件,费时费力。如果在法兰盘与三爪自定心卡盘之间增加一个微调盘,使工件的径向跳动误差能靠微调来加以控制和消除,则工件校正将会事半功倍。
格式:pdf
大小:147KB
页数:4P
人气:77
4.3
三爪卡盘平面螺纹精度动态测量仪 介绍了该仪器的结构、特点及工作原理、通过实例说明了仪器在生产实际中的应用。
格式:pdf
大小:128KB
页数:2P
人气:77
4.3
短沟距双沟道轴承心轴加工方法 为了提高短沟距双沟道轴承心轴的加工精度及生产效率,介绍该心轴的初始加工方案,分析其沟道加工难点以及传统单沟道翻转磨削方法加工精度差、报废率高、磨削效率低、产品装配困难等缺陷,提出短沟距双沟道轴承心轴改进加工方案及其工艺流程、尺寸控制标准.指出:改进方案通过两根心轴组合交错磨4沟道工艺,有效提高了零件的加工精度和磨削效率,满足大批量生产要求.
格式:pdf
大小:172KB
页数:未知
人气:77
4.6
三偏心蝶阀阀杆轴承的工艺改进 项目简介:轴承冷套变铰为镗。2008年,泵阀公司自主开发了三偏心硬密封蝶阀,这可以说是泵阀公司技术含量最高的产品之一。对于此类产品,公司领导相当重视。这几年来,泵阀公司通过引进先进的加工设备使三偏心蝶阀的加工精度得到了很大的提高,泄漏量比刚开始小了许多。当其他加工工序都采用高精度机床加工时,可对精度要求极高的三偏心蝶阀的阀杆轴承孔的精度却由人工来控制。老的工艺
文辑创建者
我要分享 >
职位:一级建筑工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐