气体保护焊机送丝系统电动势反馈转速控制
2025-01-20
气体保护焊机送丝系统电动势反馈转速控制——本文介绍了在不使用附加测速装置的条件下,利用送丝电机电动势实现转速负反馈的原理,实现的方法,系统分析以及系统性能的改善。

nb系列逆变式气体保护焊机——nb系列逆变式气体保护焊机
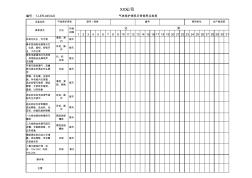
编号:tj-er-045/ao气体保护焊机日常保养点检表 设备名称 12345678910111213141516171819202122232425262728293031 外观无灰尘,无污物 清理、清 扫 每天 操作控制板电源指示灯 、仪表、旋钮、按钮齐 全,工作正常 目视、操 作 每天 焊机电源通电时无异味 、异常振动及蜂鸣声, 无报警 问、听、 目视 每天 气管无破损漏气,流量 表外观完好满足作业要 求 目视每天 喷嘴、导电嘴,安装牢 固,导电咀内无焊渣, 送丝软管无破损,通丝 顺畅,手把线无破损、 虚接、过热现象 清理、紧 固、更换 每天 送丝机电压
编辑推荐下载
格式:pdf
大小:261KB
页数:2P
人气:66
 3
3

方菱系列气体保护焊机给定电路改进——对牡丹江方菱接设备有限公司生产的nbc系列co2气体保护焊机的遥控盒给定电路进行了改进,提高了焊机可靠性。
格式:pdf
大小:6KB
页数:3P
人气:66
4.8
1 co2焊机技术操作规程 l.适用范围 该焊机可焊接各种低碳钢、低合金钢的焊接。 2.对操作人员的资格要求 2.1操作人员必须经过安全与技术的培训,并经考试合格后持证上 岗。 2.2熟悉触电急救法和人工呼吸法。 2.3操作人员应身体健康,作业时须穿戴符合专业要求的劳动保护 用品。 3.对工作环境的要求 3.1该焊机不允许在周围空气温度超过+40℃、相对温度超过85%(25 ℃)的条件下工作,使用场所应无严重影响电焊机绝缘性能和引起腐 蚀的工业气体、蒸气、盐雾、霉菌、灰尘和其它易燃易爆物品。 3.2焊接作业场所应有良好的照明。 3.3不宜在雨、雪及大风天气进行露天焊接。如确实需要,应采用 遮蔽、防止触电和防止火花飞溅的措施。 4.操作过程 4.1作业前先检查焊机外壳应可靠接地。接地电阻不得大于4ω,检 查焊机各电路对机壳热态电阻不得低于0.4mω。一二次连接正确牢 固
热门文档 气体保护焊机送丝系统电动势反馈转速控制
格式:pdf
大小:31KB
页数:7P
人气:66
4.7
co2气体保护焊机操作规程 co2气体保护焊机操作规程 1、操作者必须持电焊操作证上岗。 2、打开配电箱开关,电源开关置于“开”的位置,供气开关置于“检查”位置。 3、打开气瓶盖,将流量调节旋钮慢慢向“open”方向旋转,直到流量表上的指示数为需要 值。供气开关置于“焊接”位置。 4、焊丝在安装中,要确认送丝轮的安装是否与丝径吻合,调整加压螺母,视丝径大小加压。 5、将收弧转换开关置于“有收弧”处,先后两次将焊枪开关按下、放开进行焊接。 6、焊枪开关“on”,焊接电弧的产生,焊枪开关“off”,切换为正常焊接条件的焊接电弧, 焊枪开关再次“on”,切换为收弧焊接条件的焊接电弧,焊枪开关再次“off”焊接电弧停止。 7、焊接完毕后,应及时关闭焊电源,将co2气源总阀关闭。 8、收回焊把线,及时清理现场。 9、定期清理机上的灰尘,用空压机或氧气吹机芯

格式:pdf
大小:116KB
页数:2P
人气:66
3
co2气体保护焊机的安装与规范选择——介绍了co2气体保护焊机的安装,焊接过程中规范的选择及焊接过程中的注意事项。
格式:pdf
大小:333KB
页数:5P
人气:66
3
高速熔化极气体保护焊机理及工艺研究现状——针刈高速焊接条件下的咬边问题,概述了熔池金属流体静力学模型、数值计算模型以及经验模型,并分析了各自的特点。介绍了目前高速熔化极气体保护焊的不同工艺。采用短路电流双折线控制或采用特殊的燃弧电流波形控制法...
精华文档 气体保护焊机送丝系统电动势反馈转速控制
格式:pdf
大小:158KB
页数:2P
人气:66
3
逆变式波形控制co2气体保护焊机的技术特点——在机械设备的状态监测和故障诊断工作中,油液分析和振动分析是很重要的,将这两项技术有效地结合起来形成一个整体,对判断机械设备故障产生的根源是十分有效的,它能对我们的工作有很大的帮助。
格式:pdf
大小:330KB
页数:5P
人气:66
3
c02气体保护焊机的工艺性能与其电源特性的关系——市场上不同的co2气体保护焊机,其电源特性和工艺性能具有较大的差异。分析了电源特性的差异对co2气体保护焊机工艺性能的影响,在此基础上提出一些改进方法。
格式:pdf
大小:63KB
页数:1P
人气:66
3

时代气体保护焊机为推广co2焊接技术作贡献——时代气体保护焊机为推广co2焊接技术作贡献
格式:pdf
大小:133KB
页数:2P
人气:66
3

我国逆变式气体保护焊机的生产、应用及发展前景——我国逆变式气体保护焊机的生产、应用及发展前景
最新文档 气体保护焊机送丝系统电动势反馈转速控制
格式:pdf
大小:107KB
页数:2P
人气:66
3
co2气体保护焊机特点比较及常见问题的分析——本文介绍了co2气体保护焊机的使用现状,分析了不同型号c02气体保护焊机的差异,并针对常见工艺问题及设备故障提出了解决办法。
格式:pdf
大小:7KB
页数:4P
人气:66
4.4
co2气体保护焊机安全操作规程 1、操作人员必须持有电气焊特种作业操作证方可上岗, 学徒人员须在持有该证经验丰富人员指导下方可操作。 2、设备应专人使用,专人管制,非操作人员未经车间负 责人批准,不得操作。 3、操作者应认真阅读设备使用说明书,熟悉设备性能, 了解其工作原理。 4、施焊前作好如下准备工作: 一、按标准穿好劳保用品 二、焊机应放置在距墙和其它设备300毫米以外的地 方,应通风良好,不得放置在日光直射、潮湿和灰尘 较多处。 三、施焊工作场地的风速应较小,必要时采取防风措施。 四、co2气瓶应可靠固定,放置在距热源大于3m,温度 低于40摄氏度的地方,气瓶与热源距离应大于3m。气 瓶阀门处不得有污染,开启气瓶阀门时,不得将脸靠 近出气口。 五、检查co2气体减压阀和流量计,安装螺母应紧固, 减压阀和流量计的气体人口和出口处不得有油污和灰 尘。 六
格式:pdf
大小:210KB
页数:3P
人气:66
3
膜式水冷壁自动混合气体保护焊机的研制——介绍了一种新型膜式水冷壁自动混合气体保护焊机的结构、组成及工作原理,详细讨论了焊机研制中的一些关键技术。生产实践证明该焊机在膜式水冷壁焊接生产中取得良好效果,是一种稳定、高效,小变形,低成本的管屏焊接专...
格式:pdf
大小:6KB
页数:2P
人气:66
4.4
co2气体保护焊机安全操作规程 1、操作人员必须持有电气焊特种作业操作证方可上岗,学徒人员须在持有该证经验丰富人 员指导下方可操作。 2、设备应专人使用,专人管制,非操作人员未经车间负责人批准,不得操作。 3、操作者应认真阅读设备使用说明书,熟悉设备性能,了解其工作原理。 4、施焊前作好如下准备工作: 一、按标准穿好劳保用品 二、焊机应放置在距墙和其它设备300毫米以外的地方,应通风良好,不得放置在日光 直射、潮湿和灰尘较多处。 三、施焊工作场地的风速应较小,必要时采取防风措施。 四、co2气瓶应可靠固定,放置在距热源大于3m,温度低于40摄氏度的地方,气瓶 与热源距离应大于3m。气瓶阀门处不得有污染,开启气瓶阀门时,不得将脸靠近 出气口。 五、检查co2气体减压阀和流量计,安装螺母应紧固,减压阀和流量计的气体人口和 出口处不得有油污和灰尘。 六、采用电加
格式:pdf
大小:170KB
页数:未知
人气:66
4.6
 汽轮机转速反馈信号对转速控制的影响
汽轮机转速反馈信号对转速控制的影响 本文从控制理论角度探讨了汽轮机转速控制系统,并着重举例说明了转速控制系统中转速负反馈的作用以及负反馈出现误差时带来的问题。
格式:pdf
大小:391KB
页数:4P
人气:66
3
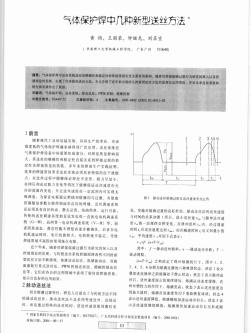
气体保护焊中几种新型送丝方法——气体保护焊中送丝系统送丝的精确性和稳定性对焊接质量有至关重要的影响,随着对焊接熔滴过渡行为研究的深入以及控制理论的发展,出现了许多新的送丝方法。本文介绍了近年来出现的几种新型送丝方法的原理及应用情况,并对未来送...
格式:pdf
大小:114KB
页数:18P
人气:66
4.6

co2气体保护焊丝 符合:gber49-1 ) 说明:mg49-1是镀铜碳钢及低合金钢气体保护焊丝,靠焊丝中的mnsi联合 脱氧,可以防止焊缝出现气孔和夹渣,提高焊缝金属的抗裂性能,获得优良的焊 缝力学性能。 用途:主要用于低碳钢、低合金钢如16mn、15mnv钢制造的车辆、船舶、 建筑机械等结构件气体保护焊。 焊丝化学成分:(%) csimncrnispcu ≤0.110.65~0.951.80~2.10≤0.20≤0.30≤0.030≤0.030≤0.50 熔敷金属力学性能: σb(mpa)σs(mpa)δ5(%)akv(j)常温 ≥490≥372≥20≥47 焊丝规格: 直径(mm)0.81.01.21.62.02.53.2 注意事项:焊前须将工件表面的油污及铁锈清理干净,选择适宜的焊接规范。 mg49
文辑创建者
我要分享 >
职位:中级环保工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐