前悬架安装支架组件焊接工艺分析及设计技巧
2025-03-25


太阳能方阵支架的安装 ①支架底梁安装 b.根据图纸区分前后横梁,以免将其混装。 c.将前、后固定块分别安装在前后横梁上,注意勿将螺栓紧固。 d.支架前后底梁安装。将前、后横梁放置于钢支柱上,连接底 横梁,并用水平仪将底横梁调平调直,并将底梁与钢支柱固定。 e.调平好前后梁后,再把所有螺丝紧固,紧固螺丝时应先把所 有螺丝拧至八分紧后,再次对前后梁进行校正。合格后再逐个紧固。 ②电池板杆件安装 a.检查电池板杆件的完好性。 b.根据图纸安装电池板杆件。为了保证支架的可调余量,不得 将连接螺栓紧固。 ③电池板安装面的粗调 a.调整首末两根电池板固定杆的位置的并将其紧固其 b.将放线绳系于首末两根电池板固定杆的上下两端,并将其绷 紧。 c.以放线绳为基准分别调整其余电池板固定杆,使其在一个平 面内。 d.预紧固所有螺栓。 太阳能电池组件的安装 安装工艺流程:组件运至施工
 铝合金支架焊接工艺研究
铝合金支架焊接工艺研究 分析了铝合金支架钨极氩弧焊内部质量控制中的难点,从焊前准备、焊接过程控制、焊接工艺参数优化、工装改进、x射线探伤结果分析等方面进行工艺研究和技术改进,使铝合金支架产品合格率大幅提升,对其他内部质量要求较高的铝合金焊接结构产品的钨极氩弧焊有借鉴作用。
编辑推荐下载
格式:pdf
大小:3.2MB
页数:4P
人气:55
 4.4
4.4
发动机前安装支架强度分析与改进设计 为保证发动机前安装支架的结构强度,对前支架进行了强度仿真分析。使用有限元方法计算前支架的应力及能承受的极限载荷,基于动力总成—悬置系统多体动力学仿真模型计算得到前支架的使用载荷。仿真结果表明,前支架的初始结构存在强度问题,基于仿真分析结果,对前支架初始结构进行了改进设计,道路试验结果表明,前支架的结构改进有效。
格式:pdf
大小:125KB
页数:10P
人气:55
4.7

车架装焊通用工艺 守则 文件编号:bc-998-001 编制:会 签: 校对:标准 化: 审核:批 准: 奔驰汽车股份有限公司 奔驰汽车股份车架装焊通用工艺第1页 有限公司 北京汽 车厂 守则 共6页 1目的 为规范焊接车架装焊工艺过程及稳定车架装焊质量,特制订本工艺守 则。 2适用范围 本守则适用于车架车间生产的四轮车车架、三轮车车架的装焊。 3引用文件 3.1q/ftb026-1999四轮农用运输车车架总成技术条件 3.2gb6417-86金属熔化焊焊缝缺陷分类及说明 3.3gb8110-95二氧化碳气体保护焊用钢焊丝 3.4《焊接手册》机械工业出版社 3.5《焊接技术手册》山西科学技术出版社 4焊接设备 4.1各车型车架焊接均采用co2气体保护焊。 4.2焊接设备由电源与控制
热门文档 前悬架安装支架组件焊接工艺分析及设计技巧
格式:pdf
大小:100KB
页数:8P
人气:55
4.7
车架装焊通用工艺守则 文件编号:bc-998-001 编制:会签: 校对:标准化: 审核:批准: 奔驰汽车股份有限公司 奔驰汽车股份有限公司 北京汽车厂车架装焊通用工艺守则 第1页 共6页 1目的 为规范焊接车架装焊工艺过程及稳定车架装焊质量,特制订本工艺守则。 2适用范围 本守则适用于车架车间生产的四轮车车架、三轮车车架的装焊。 3引用文件 3.1q/ftb026-1999四轮农用运输车车架总成技术条件 3.2gb6417-86金属熔化焊焊缝缺陷分类及说明 3.3gb8110-95二氧化碳气体保护焊用钢焊丝 3.4《焊接手册》机械工业出版社 3.5《焊接技术手册》山西科学技术出版社 4焊接设备 4.1各车型车架焊接均采用co2气体保护焊。 4.2焊接设备由电源与控制系统、
格式:pdf
大小:1.2MB
页数:4P
人气:55
4.4
安装支架的成形工艺分析及模具设计 通过对安装支架成形工艺的分析,重点介绍了此工艺方案下的压弯成形的难点,并介绍了压弯模结构设计的特点及模具的工作过程。
格式:pdf
大小:14KB
页数:1P
人气:55
4.7
xxxx 10mwp光伏发电项目 光伏支架及组件 安装施工方案 审批人年月日 审核人年月日 编制人年月日 xxxx 二〇一五年八月
格式:pdf
大小:281KB
页数:12P
人气:55
4.8

xxxx 10mwp光伏发电项目 光伏支架及组件 安装施工方案 审批人年月日 审核人年月日 编制人年月日 xxxx 二〇一五年八月 1 目录 一、工程概况.................................................................2 二、编制依据.................................................................2 三、施工准备.................................................................2 四、主要施工方法.............................................................3 五、施工进度计划
格式:pdf
大小:283KB
页数:12P
人气:55
4.5
xxxx 10mwp光伏发电项目 光伏支架及组件 安装施工方案 审批人年月日 审核人年月日 编制人年月日 xxxx 二〇一五年八月 目录 一、工程概况.................................................................2 二、编制依据.................................................................2 三、施工准备.................................................................2 四、主要施工方法.............................................................3 五、施工进度计划及保证
精华文档 前悬架安装支架组件焊接工艺分析及设计技巧

格式:pdf
大小:491KB
页数:19P
人气:55
4.5
目录 第一章支架焊接结构设计概述..............................................................2 1.1支架焊接结构设计简介..................................................................................
格式:pdf
大小:164KB
页数:12P
人气:55
4.7
xxxx 10mwp光伏发电项目 光伏支架及组件 安装施工方案 审批人年月日 审核人年月日 编制人年月日 xxxx 二〇一五年八月 精选文库 --1 目录 一、工程概况.................................................................2 二、编制依据.................................................................2 三、施工准备.................................................................2 四、主要施工方法.............................................................3 五
格式:pdf
大小:1.5MB
页数:6P
人气:55
4.5
焊接工艺对掘进机履带架焊接影响分析 针对掘进机行走部履带架在焊接过程中产生较大变形的问题,基于有限元分析方法,采用了焊接过程中温度传导与辐射的数学模型,研究了不同类型焊条对履带架的焊接温度场以及变形的影响.研究结果表明:在相同焊接条件下,j421、j422、j426、j427等四种焊条的焊接终止时温度场分布差别较小;j422焊条焊接后对履带架产生的变形最小.
格式:pdf
大小:1.4MB
页数:3P
人气:55
4.4
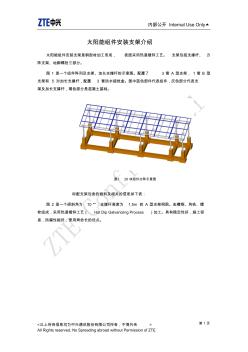
内部公开internaluseonly▲ allrightsreserved,nospreadingabroadwithoutpermissionofzte 第1页 太阳能组件安装支架介绍 太阳能组件安装支架是钢型材加工而成,表面采用热浸镀锌工艺。支架包括支撑杆、方 阵支架、地脚螺栓三部分。 图1是一个组件阵列及支架、加长支撑杆的示意图。配置了3套a型支架,1套b型 支架和5对加长支撑杆,配置3套防水接线盒。图中蓝色部件代表组件,灰色部分代表支 架及加长支撑杆,褐色部分是混凝土基础。 图128块组件方阵示意图 标配支架包含的物料及相关的信息如下表: 图2是一个倾斜角为10°,支撑杆高度为1.5m的a型支架例图。由槽钢、角铁、螺 栓组成,采用热浸镀锌工艺(
最新文档 前悬架安装支架组件焊接工艺分析及设计技巧
格式:pdf
大小:37KB
页数:14P
人气:55
4.5

目前常用的焊接工艺有: →电弧焊(氩弧焊、手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、气体 保护焊) →电阻焊 →高能束焊(电子束焊、激光焊) →钎焊 →以电阻热为能源:电渣焊、高频焊; →以化学能为焊接能源:气焊、气压焊、爆炸焊; →以机械能为焊接能源:摩擦焊、冷压焊、超声波焊、扩散焊 焊接工艺精度变形热影响焊缝质量焊料使用条件 激光焊精密小很小好无 钎焊精糙一般一般一般需要整体加热 电阻焊精糙大大一般无需要电极 氩弧焊一般大大一般需要需要电极 等离子焊较好一般一般一般需要需要电极 电子束焊精密小小好无需要真空 1.电弧焊 电弧焊是目前应用最广泛的焊接方法。它包括有:手弧焊、埋弧焊、钨极气体保 护电弧焊、等离子弧焊、熔化极气体保护焊等。绝大部分电弧焊是以电极与工 件之间燃烧的电弧作热源。在形成接头时,可以采用
格式:pdf
大小:187KB
页数:6P
人气:55
4.7
汽车车架的焊接工艺制定 一:汽车车架的结构特点 汽车各总成都直接或间接地安装在车架上,车架是承受载荷的基 础件,它既承受汽车的静载荷,还要承受汽车行驶中的动载 荷,因此车架是影响汽车使用寿命的关键总成之一。 目前,国内载货汽车一般使用边梁式焊接车架。北汽福田作为国 内轻型载货汽车行业的主要生产企业之一,本文以其主导产 品——时代轻卡来介绍车架的结构特点。车架总成该车架由 两根槽形纵梁和七根横梁焊合而成的闭合式构架。为增加车架 的强度,纵梁内部焊接加强纵梁,车架总长约6500mm, 外宽760mm,车架上平面的平面度要求不得大于2m m,左右纵梁对角线长度最大偏差不超过3mm,板簧支架 对角线最大偏差不超过2mm。车架上的发动机支架、驾驶 室支架、板簧支架等焊接在相应的位置。焊接接头共有几百
格式:pdf
大小:445KB
页数:2P
人气:55
4.7
大型圆盘式转子支架焊接工艺研究 三峡机组是我国目前单机容量最大的机组,水轮发电机部分是由哈尔滨电机厂有限责任公司(简称我公司)与alstom(abb)公司联合中标,alstom(abb)公司是技术负责方,我公司承担了2台份转子支架的制造分额。三峡机组的转子支架是发电机中最重要的转动部件之一,它的质量直接影响机组的安全运行。我公司在20世纪
格式:pdf
大小:297KB
页数:2P
人气:55
4.5
水电设备转子支架的焊接工艺 大型水电设备的制造在国内外呈快速发展的势头,我公司经常接触到大型设备结构的焊接,由于焊接量大,结构形式复杂,焊接热输入高,焊接应力大,所以易生焊接应力、变形、裂纹等焊接问题。通过正确的焊接工艺及焊接方法的制定,严格了焊接工艺过程,成功的完成了大型水电设备转子支架的焊接。
格式:pdf
大小:196KB
页数:2P
人气:55
4.6
石油储罐工程的安装焊接工艺 石油储罐的焊接工艺复杂,质量要求严格,合理的焊接工艺能保证石油储罐的质量和稳定性。本文就石油储罐发生焊接变形的原因进行了分析,并指出了防范的对策,重点阐述了石油储罐焊接工艺中需要注意的一些问题。
格式:pdf
大小:118KB
页数:1P
人气:55
4.7
石油储罐工程的安装焊接工艺 石油储罐工程的设计和安装,关系着其自身的使用安全和使用寿命,也关系着石油储备的安全。本文就石油储罐发生焊接变形的原因进行了分析,并指出了防范的对策,重点阐述了石油储罐安装焊接工艺中需要注意的一些问题。
格式:pdf
大小:8KB
页数:4P
人气:55
4.7

镀锌钢管的焊接特点及焊接工艺 镀锌钢广泛运用于各行各业,采用镀锌钢的好处是利用在空气中能够形成致密氧 化物保护层的金属锌来保护内部的钢结构。在被焊接、划伤的情况下,由于zn-fe 原电池的存在,相对活泼的镀锌部分可以作为牺牲阳极,延缓钢铁的锈蚀,耐腐 蚀性良好。然而由于镀锌层的存在,在焊接中容易产生裂纹、气孔、夹渣,较难 得到良好的焊接质量。 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°c, 沸点908°c左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位臵。 锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成 “液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,如fe3zn10、fezn10 等。这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角 焊缝,尤其是t形接头的角焊缝最容易产生
格式:pdf
大小:132KB
页数:15P
人气:55
4.5

车架装焊通用工艺 守则 文件编号:bc-998-001 编制:会 签: 校对:标准 化: 审核:批 准: 奔驰汽车股份有限公司 奔驰汽车股份车架装焊通用工艺第1页 有限公司 北京汽 车厂 守则 共6页 1目的 为规范焊接车架装焊工艺过程及稳定车架装焊质量,特制订本工艺守 则。 2适用范围 本守则适用于车架车间生产的四轮车车架、三轮车车架的装焊。 3引用文件 3.1q/ftb026-1999四轮农用运输车车架总成技术条件 3.2gb6417-86金属熔化焊焊缝缺陷分类及说明 3.3gb8110-95二氧化碳气体保护焊用钢焊丝 3.4《焊接手册》机械工业出版社 3.5《焊接技术手册》山西科学技术出版社 4焊接设备 4.1各车型车架焊接均采用co2气体保护焊。 4.2焊接设备由电源与控制
格式:pdf
大小:141KB
页数:7P
人气:55
4.8
1 焊接工艺评定证书 对应焊接工艺指导书编号:*********** 名称:螺栓球节点网架 编制:日期: 审核:日期: 批准:日期: 2 焊接工艺指导书-01 共3页第1页 委托单位指导书编号 项目名称焊接工艺评定 工件名称网架杆件焊接 材料q235焊接方法手工电弧焊 工件编号hy-01检测数量16点 焊缝类型对接焊缝 焊接材料ihj422焊材直径3.2和4.0 检测部位封板锥头与杆件连接探伤面单面单侧 探伤面状况修整 检测规程tg/t3034.2验收标准gb50205-2001 探伤时机焊后 仪器型号hs-2000耦合剂清洁剂 探伤方式斜探头 扫描调节距离试块csk-ia 抽样比例送样 探伤灵敏度 动态范围 ≧30db 检测结果见第三页 结论 根据焊缝探伤检测结
格式:pdf
大小:535KB
页数:4P
人气:55
4.6
加载车构架组装焊接工艺质量攻关 全面分析了影响加载车构架组装焊接的主要因素及工艺难点,制定了相应的质量控制措施,保证了构架的组装焊接质量。
文辑创建者
我要分享 >
职位:数据中心暖通设计工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐