全硬薄宽镀锌带钢的拉伸弯曲矫直工艺
2025-01-17
建筑用全硬彩涂薄宽钢板是一种具有高附加值和高技术含量的高等级冷轧板带产品,但其在热镀锌工序中的板形控制是一个生产技术难题。通过对全硬钢的力学性能的测定和拉矫变形行为的有限元仿真,发现屈服应力大、屈强比高以及断裂时塑性延伸小等特性是造成镀锌后全硬带钢拉矫困难和板形难以控制的根本原因。基于仿真分析和现场调试,提出了针对全硬钢生产的包括拉矫参数设定的全套工艺对策,取得了良好的效果,可以稳定生产多种宽度和厚度规格的全硬彩涂钢板。

 热镀锌带钢拉伸弯曲矫直的试验研究
热镀锌带钢拉伸弯曲矫直的试验研究 在连续式热镀锌生产线上,镀锌带钢的拉伸弯曲矫直可以消除带钢的不平直度和屈服延伸,并可影响镀锌带钢的其它特性。图1是配有二辊平整机的拉伸弯曲矫直机。通过前后两组张力辊的速度差可使平整机和拉伸弯曲矫直机中的带钢产生一定张力。按照予先给定的轧制程序,拉伸弯曲矫直应完成下列任务:
拉伸弯曲矫直机在热镀锌机组中的应用 阐述了拉伸弯曲矫直机的工作原理、机构特点及功能,分析了多种型式的优缺点,有助于今后该设备在热镀锌机组的应用和改进。
编辑推荐下载
格式:pdf
大小:28KB
页数:3P
人气:95
 4.4
4.4

钢筋拉伸试验:(数字修约:2.5以下的取0;2.5~7.5取5;7.5以上的取10) 温度:一般室温10℃~35℃范围内。对温度要求严格的试验,温度为23±5℃ 1、钢筋的取样标准:1、拉伸:l≥10d+200(取样2根)d为钢筋直径 弯曲:l≥5d+150(取样2根) 取样时,从任意两捆中抽取两根,每根截去前段500mm后再截取一根拉伸试件和一根冷弯试 件 拉伸试样试样夹具之间最小自由长度 光圆钢筋d≤22350mm 热轧带肋钢筋d≤25350 热轧带肋钢筋25<d≤32400 热轧带肋钢筋32<d≤50500 试验步骤:1、标距:在试样自由长度内,均匀划分为10mm或5mm的等间距标记 热轧光圆钢筋标距5d 热轧带肋钢筋标距5d 冷轧带肋钢筋标距10d 低碳钢热轧圆盘条标距10d
格式:pdf
大小:22KB
页数:1P
人气:95
4.7

塑断 塑断 太谷乾宇交通检测中心 试验日期2011.10.10 委托单位山西省公路工程试验检测等级评审组委托单编号 钢筋拉伸弯曲试验报告 报告编号:gj-2011009-001 主要仪器 设备 样品名称万能试验机(we-1000b/snt07)、弯曲装置(lx01)、标距打点机(lx03)、游标卡尺(jl06)等 工程名称2011009/ 试验规程 gb/t228-2002、gb/t232-1999、gb 1499.2-2007 拟定用途试验室评审 屈服强度 (mpa) 极限荷载 (kn) 抗拉强度 (mpa) 原始标距 (mm) 试件编号 公称直径 (mm) 公称截面 积(mm2) 屈服荷载 (kn) 1117.33375190.316051001333360180 试验结果断裂特征 断后标距 (mm) 伸长率(%)弯曲压头 直径(mm
热门文档 全硬薄宽镀锌带钢的拉伸弯曲矫直工艺
格式:pdf
大小:26KB
页数:1P
人气:95
4.8

工程名称: 委托单位: 破坏荷载评定标准评定标准 (kn)评定结果评定结果 188.5385276.456522gb1499.2-2007gb1499.2-2007 190.4390271.655523合格合格 267.8435369.460021gb1499.2-2007gb1499.2-2007 270.9440372.560525合格合格 批准人:复核:试验: 备注 弯曲试验 4d/180o 见证 见证 强度 ób (mpa) 伸长率 a (%) 弯心直径 弯曲角度 xxx检测有限公司 钢筋拉伸、弯曲试验报告报告日期年
格式:pdf
大小:1.2MB
页数:3P
人气:95
4.4
1580mm拉伸弯曲矫直机在泰钢冷轧厂的应用 介绍了拉弯矫直机组的工作原理、结构组成、机组控制方式及可实现的功能。通过确定矫直板带材的延伸率及压下深度等关键工艺参数,实现板形的精整,矫直后,改善了大的板形缺陷,消除了带材边浪、中浪及瓢曲等。
格式:pdf
大小:27KB
页数:3P
人气:95
4.8
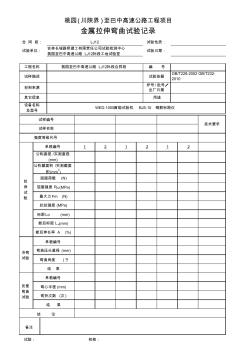
桃园(川陕界)至巴中高速公路工程项目 金属拉伸弯曲试验记录 合同段:lj12试验性质: 试验单位: 吉林长城路桥建工有限责任公司试验检测中心 桃园至巴中高速公路lj12标段工地试验室 试验日期: 试样描述试验依据 gb/t228-2002gb/t232- 2010 工程名称桃园至巴中高速公路lj12标段合同段编号 其它信息用途 材料来源 炉号/批号/ 出厂日期 设备名称 及型号 wed-1000b万能试验机bj5-10钢筋标距仪 试样编号 试样名称 单根编号121212 强度等级代号 公称直径/实测直径 (mm) 公称截面积/实测截面 积(mm2) 屈服荷载(n) 屈服强度rel(mpa) 最大力fm(n) 抗拉强度(mpa) 标距lo(mm) 断后标距lu(mm) 断后伸长率a(%) 单根编号 弯曲
格式:pdf
大小:449KB
页数:4P
人气:95
4.7
塑料包覆铝型材拉伸弯曲实验研究 针对轿车用复杂截面pvc塑料包覆铝型材密封条的三维拉弯成形,采用控制拉伸量的方法,通过选择合理的预拉量、恰当的成形模具截面及型材间填充物,对该截面型材进行了平面和垂直拉弯成形实验,得到了该型材平面和垂直拉弯的半径回弹量。结果显示,垂直拉弯回弹量是平面回弹量的1倍多,实验结果为研制该型材及同类产品拉弯工装模具和工艺参数选择,提供了依据。
格式:pdf
大小:21KB
页数:2P
人气:95
4.4

拉伸试验一般程序 拉伸试验一般包括母材、焊接接头及焊缝熔敷金属的拉伸试验。因它们的取样位置不同, 所以其拉伸试验测定的性能所代表的对象也就不同。对焊接试件的材质、规格和测定对象等 参数,并确定检测要求与验收标准,然后,依据相应标准来截取试样样坯,确定试样形状和 尺寸,选择合适的试样机等,同时要确定该焊接试件拉伸试验测定的性能指标。 (1)拉伸试样的制备 1)试样加工。拉伸试样上的焊缝余高应用机械方法去除,通常选择万能铣床进行铣削 加工或刨床进行刨削加工,使之与母材平齐,试样的棱角应倒圆,圆角半径不得大于1mm。 2)试样尺寸。式样的形式根据需要进行选用。 1.焊接接头试样。对于焊接接头来说,通常选用的是板型的拉伸试样,当试件采用两 种或两种以上焊接方法时,试样厚度通常为板厚或管厚。如果试板厚度超过30mm,可以制 取两个或几个试样一次进行拉伸实验,每个试样的厚度一般要
精华文档 全硬薄宽镀锌带钢的拉伸弯曲矫直工艺
格式:pdf
大小:27KB
页数:2P
人气:95
4.6

工程名称:合同号:编号: 结论: 结果 伸长率(%) 极限 屈服点 拉伸强度 断口形式 断后标距(mm) 弯曲半径(mm) 弯曲次数 反复弯曲 弯曲半径 弯曲角度 质量(g) 截面积(mm2) 标距(mm) 试验单位 屈服 委托单编号 试样名称 长度(mm) 试样描述主管签字 直径(mm) 试样编号 试样尺寸 现场桩号 试验日期试验人签字 复核人签字 试验规程 试验监理工程师: 钢筋拉伸、弯曲试验记录表 拉伸荷载(kn) 强度(mpa) 伸长度 冷弯 技术负责人: 委托单位名称
格式:pdf
大小:68KB
页数:4P
人气:95
4.7
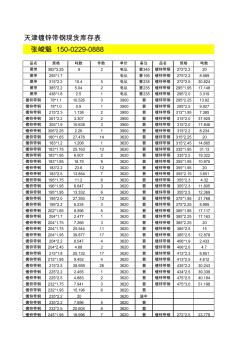
天津镀锌带钢现货库存表 品名规格吨数件数单价备注品名规格吨数 黑带382*3.2562电议普345镀锌带钢272*2.220 黑带255*1.7电议普195镀锌带钢275*2.28.589 黑带315*2.210.45电议普235镀锌带钢272*2.530.824 黑带385*2.25.042电议普235镀锌带钢295*1.9517.148 黑带438*1.82.51电议普235镀锌带钢295*2.03.319 镀锌带钢78*1.110.52633900普镀锌带钢295*2.2513.92 镀锌带钢78*1.00.913900普镀锌带钢295*2.59.927 镀锌带钢215*2.31.13823900普镀锌带钢312*1.957.385 镀锌带钢2
格式:pdf
大小:534KB
页数:4P
人气:95
4.3
木材薄板横纹压缩强化的微观结构变化与拉伸弯曲性能 以黑龙江产大青杨(populusussuriensis)刨切薄板为研究对象,用常温水浸泡至饱水状态,不经热软化预处理进行横纹压缩强化,经160、180℃高温定型处理1~24h。通过扫描电镜观察横纹压缩强化前、后(未压缩材和压缩材)木材横、纵切面上的微观结构变化;分析横纹压缩强化前、后,木材拉伸、弯曲性能变化。结果表明:压缩材横切面上整体变形较均匀;横、纵切面上均未发现压缩裂纹或破坏;纵切面上,导管壁均有因压缩产生顺纤维方向的横向挤压折皱条纹;横切面上,大青杨压缩材管孔沿压缩方向变形最大。弯曲强度和断裂应力有所降低,最大应力时的应变平均值、断裂应力时的应变平均值,都随热处理时间的增加而下降。
格式:pdf
大小:49KB
页数:4P
人气:95
4.7
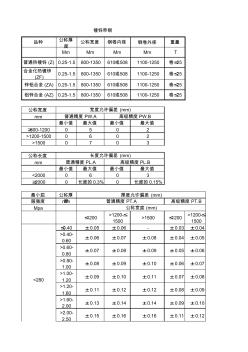
品种公称厚 度 公称宽度钢卷内径钢卷外径重量 mmmmmmmmt 普通热镀锌(z)0.25-1.5800-1350610或5081100-1250卷≤25 合金化热镀锌 (zf) 0.25-1.5800-1350610或5081100-1250卷≤25 锌铝合金(za)0.25-1.5800-1350610或5081100-1250卷≤25 铝锌合金(az)0.25-1.5800-1350610或5081100-1250卷≤25 公称宽度 mm 最小值最大值最小值最大值 ≥600-12000502 >1200-15000602 >15000703 公称长度 mm 最小值最大值最小值最大值 <20000603 ≥20000长度的0.3%0长度的0.15% 最小屈公称厚 度服强
格式:pdf
大小:980KB
页数:5P
人气:95
4.7
冷硬薄带钢板形矫直工艺及设备 加工硬化的带钢具有内应力大、屈服强度大、屈强比高、延伸率小以及板面瓢曲浪形等特点,如何获得满足客户板形质量要求的冷硬带钢商品卷材一直是业界难题。本文针对国外某重卷机组改造工程,通过对冷硬带钢板形矫直工艺和设备的研究,采用复合矫直工艺及其配套设备,对其进行矫直加工,提高了冷硬薄带钢的板形质量。该机组于2014年10月完成改造并投入生产,目前生产稳定,可实现0.196~0.4mm×914~1250mm,r_(el)≤900mpa冷硬薄带钢的板形矫直并提供商品卷,产品实物质量优于合同保证值要求。
最新文档 全硬薄宽镀锌带钢的拉伸弯曲矫直工艺
格式:pdf
大小:212KB
页数:3P
人气:95
4.7
热镀锌带钢清洗工艺在攀钢的应用 分析了在热镀锌带钢清洗中影响带钢清洗效果的主要因素,通过控制冷轧带钢的表面粗糙度,及采用适宜的乳化液工艺可提高带钢的清洗效果。在优化的清洗工艺中采用10~30a/dm2高电流密度,70℃清洗温度尤其重要。
格式:pdf
大小:170KB
页数:4P
人气:95
4.4
基于ANSYS的热镀锌带钢振动分析 热镀锌过程中,气刀处带钢的振动对生产起着至关重要的作用。对带钢的振动进行有效的控制,可以提高带钢镀锌质量,减少用锌量,并节约成本。文中利用ansys有限元软件,分析了在有无预紧力、不同简谐力以及脉冲载荷作用下带钢的固有频率及响应。实际生产中带钢长度很大,要保证带钢的镀锌品质,必须采用非接触方法抑制振动,该试验装置采用了磁悬浮减振系统来控制带钢抖动,文中的分析结果将为磁悬浮减振系统提供了理论依据。
格式:pdf
大小:244KB
页数:3P
人气:95
4.6
世界电镀锌带钢的发展及前景 介绍了国外电镀锌钢板生产的发展过程和国内近几年的新建情况,并根据市场和现状的分析,提出了电镀锌机组产品定位应重点考虑高端耐指纹家电产品的建议。
格式:pdf
大小:167KB
页数:19P
人气:95
4.3

1 钢材拉伸、弯曲试验作业指导书 阿城区金实工程质量检测 有限责任公司 2 目录 钢材拉伸、弯曲试验作业指导书 一.执行标准:........................................................................................................................3 二.拉伸试验(gb/t228-2002).............................................................................................4 2.1设备工具................................................................................
格式:pdf
大小:23KB
页数:1P
人气:95
4.6
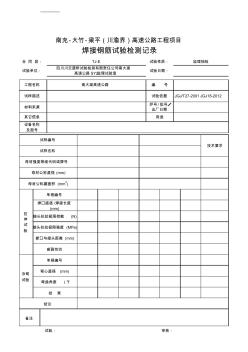
试验:审核: 设备名称 及型号 冷弯 试验 结论 焊囗直径/焊接长度 (mm) 材料来源 炉号/批号/ 出厂日期 其它信息用途 工程名称南大梁高速公路编号 试样描述试验依据jgj/t27-2001jgj18-2012 试验单位: 四川川交道桥试验检测有限责任公司南大梁 高速公路sy2监理试验室试验日期: 接头抗拉极限荷载(n) 母材公称截面积(mm2) 母材公称直径(mm) 拉 伸 试 验 接头抗拉极限强度(mpa) 断囗与接头距离(mm) 南充-大竹-梁平(川渝界)高速公路工程项目 焊接钢筋试验检测记录 合同段:tj-e试验性质:监理抽检 备注 技术要求 试样名称 试样编号 母
格式:pdf
大小:164KB
页数:未知
人气:95
4.7
拉伸弯曲矫直过程中带钢对弯曲辊包角的理论计算 在带钢的拉伸弯曲矫直变形过程中,包角的精确计算对拉伸矫直机延伸率的精确控制至关重要。在不考虑带钢抗弯力矩的影响时,带钢在各个辊上的理论包角比较容易计算,研究了对称模型包角、非对称模型包角、带钢厚度对包角的影响。在确定的设备和带钢厚度时,带钢对弯曲辊的包角取决于其压下量。
格式:pdf
大小:168KB
页数:19P
人气:95
4.4
![[建筑]钢材拉伸、弯曲试验作业指导书0正本(1)](https://files.zjtcn.com/group1/M00/93/A6/CgoBZ2BbUjOAHIAnAAAPZKDOVJE052.jpg)
钢材拉伸、弯曲试验作业指导书 阿城区金实工程质量检测 有限责任公司 目录 钢材拉伸、弯曲试验作业指导书 一.执行标准:........................................................................................................................3 二.拉伸试验(gb/t228-2002).............................................................................................4 2.1设备工具.....................................................................................
格式:pdf
大小:169KB
页数:19P
人气:95
4.6
![[建筑]钢材拉伸、弯曲试验作业指导书0正本](https://files.zjtcn.com/group1/M00/93/A6/CgoBZ2BbUjOAdD2RAAAPckTi1Gs973.jpg)
1 钢材拉伸、弯曲试验作业指导书 阿城区金实工程质量检测 有限责任公司 2 目录 钢材拉伸、弯曲试验作业指导书 一.执行标准:........................................................................................................................3 二.拉伸试验(gb/t228-2002).............................................................................................4 2.1设备工具...............................................................................
格式:pdf
大小:167KB
页数:19P
人气:95
4.5

1 钢材拉伸、弯曲试验作业指导书 阿城区金实工程质量检测 有限责任公司 2 目录 钢材拉伸、弯曲试验作业指导书 一.执行标准:........................................................................................................................3 二.拉伸试验(gb/t228-2002).............................................................................................4 2.1设备工具................................................................................
格式:pdf
大小:26KB
页数:1P
人气:95
4.5
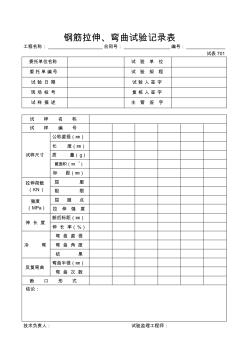
钢筋拉伸、弯曲试验记录表 工程名称:_____________________合同号:__________________编号:_______________ 试表701 委托单位名称试验单位 委托单编号试验规程 试验日期试验人签字 现场桩号复核人签字 试样描述主管签字 试样名称 试样编号 试样尺寸 公称直径(㎜) 长度(㎜) 质量(g) 截面积(㎜ 2 ) 标距(㎜) 拉伸荷载 (kn) 屈服 极限 强度 (mpa) 屈服点 拉伸强度 伸长度 断后标距(㎜) 伸长率(%) 冷弯 弯曲直径 弯曲角度 结果 反复弯曲 弯曲半径(㎜) 弯曲次数 断口形式 结论: 技术负责人:试验监理工程师:
文辑创建者
我要分享 >
职位:质量控制工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐