柔度法测试铬钼钢窄间隙焊焊接接头断裂韧性
2025-02-25
通过分别对2.25Cr-1Mo钢窄间隙焊焊接接头的焊缝、熔合线、热影响区的四组“柔度”法测试的“δ_(R)-曲线”和多试法测试的结果比较。证明了“柔度”法测试焊接接头断裂韧性的可靠性;探讨了在测试接头“δ_R-曲线”试验过程中,开始停机点和加载范围的选取及裂纹扩展量的测定。进而使“柔度”法可在工程应用中单独测试钢材及其接头的断裂韧性。

 焊接转子窄间隙焊接接头冲击韧性数值研究
焊接转子窄间隙焊接接头冲击韧性数值研究 采用微压剪方法测试了1000mw核电汽轮机焊接转子焊接接头的剪切强度,并由均质母材拟合确定了剪切强度与屈服强度间的关系,反推得到整个焊接接头微区屈服强度,利用有限元法ls-dyna显式动力学分析软件,对焊接接头动态冲击过程进行了数值模拟。分别计算了缺口位于焊缝中心、距焊缝中心2mm,4mm,6mm,8mm,10mm及热影响区时冲击过程中的吸收功,分析了冲击韧性的变化及焊接接头力学不均匀性对冲击韧性的影响。
2003年增刊 ? 41 ? 机械动力学专集 静态或准静态加载的加载速度和试样变形速度 比较低,未计及其对断裂过程带来的影响。在高的加 载速度和试样变形速度情况下,材料变形和断裂的 性质发生了改变。当加载速度提高时,材料塑性变形 过程受到了约束和限制,使材料的屈服点升高,塑性 有可能降低,形变硬化过程也受到影响,从而增加了 材料的脆化倾向。对含缺口、裂纹等缺陷的构件,即 使加载速度并不高,在缺口、裂纹的尖端也能达到很 高的变形速度,此时同样会增加材料的脆化倾向。因 此,在高速冲击载荷作用下,焊接接头的冲击断裂韧 性应该与在静态或准静态载荷作用下有很大不同。 一、试验安排 试验利用hopkinson小气炮加载装置[1]对冲击 试样进行高速冲击加载。试验中子弹质量m1=3. 083kg,冲击杆质量m2=6.5kg。为了研究焊接组配、 冲击速度及焊缝不同区域对焊接接头
编辑推荐下载
格式:pdf
大小:423KB
页数:3P
人气:74
 4.5
4.5
加热炉铬钼钢-碳钢管焊接接头开裂分析 通过对溶剂脱沥青装置加热炉炉管法兰焊缝开裂原因的分析,阐述了铬钼钢炉管施工中对焊缝应进行有效热处理的重要性,指出焊缝硬度必须控制在225hb以内。
格式:pdf
大小:273KB
页数:5P
人气:74
4.8
X80钢管焊接接头断裂韧性试验分析 通过对进口钻井隔水管x80钢管进行理化性能分析,了解了国外钻井隔水管材料的性能水平,为隔水管国产化工作的开展提供了一些参考数据;通过对x80管线钢焊接接头的ctod试验研究,发现焊接接头的断裂韧性在热影响区相对较弱;通过对比分析焊接接头的夏比冲击功和ctod试验结果,表明ctod试验对材料的断裂韧性评价是可靠的。
热门文档 柔度法测试铬钼钢窄间隙焊焊接接头断裂韧性
格式:pdf
大小:244KB
页数:未知
人气:74
4.6
结构钢厚板焊接接头CTOD断裂韧性试验与分析 依据bs7448试验标准,探讨了在低温下超大尺寸焊接接头裂纹尖端张开位移(ctod)的试验及结果。测试了在0℃下埋弧焊工艺的大厚焊接接头焊缝金属和热影响区的ctod断裂韧性,试验表明,试件均满足dnv标准规定的最小特征ctod值为0.15mm的要求。试验结果为评价大尺寸焊接接头的焊后热处理规范提供了依据,95mm厚的d36钢板埋弧焊焊焊接接头可以在不进行焊后热处理的情况下使用,这对于海洋钢结构焊接来说,将大幅降低建造成本,具有巨大的经济意义。
格式:pdf
大小:1.7MB
页数:11P
人气:74
4.3
UOE钢管焊接接头CTOD断裂韧性评定方法 根据英国标准bs7448,对uoe直缝埋弧焊管不同钢级管线钢焊接接头进行裂纹尖端张开位移(ctod)断裂韧度测试。结合加拿大标准csaz662-07及挪威船级社规范ndv-os-f101,在试样形式选择、缺口取样方向、后期金相检验等方面对断裂韧性评定方法加以完善。试验结果表明x70、x65级管线钢均具有良好韧性,符合规范ndv-os-f101的要求。x70级管线钢焊接接头各区域韧性分布规律为:母材性能最好,焊缝次之,热影响区(haz)相对较差。x65级管线钢其haz的韧性优于母材和焊缝。其原因是:x65级钢母材含有一定气孔、夹杂,断口出现分层裂纹,导致ctod结果分散性大。另外,x65焊缝组织为混晶组织分布不均,含有大量m-a脆性组织物,导致韧性下降。该评定结果为海底管线钢制造工艺改进提供了依据,也为海洋工程结构安全性评估奠定了基础。
格式:pdf
大小:126KB
页数:未知
人气:74
4.5
焊接接头断裂韧性数据统计学处理方法 焊接接头断裂韧性数据表征断裂力学性能,对焊接工艺评定(pqr)、工程临界评估(eca)的准确性有较大影响。本文针对焊接接头的两种断裂形式:塑性断裂与脆性断裂,根据标准bs7910介绍了各自的统计学处理方法、mote方法、简单的统计学处理方法、mml方法。
格式:pdf
大小:162KB
页数:5P
人气:74
4.7
Q500钢焊接接头断裂韧性K_C的表达式 基于断裂力学理论,针对q500钢焊接接头评价,以更简便的计算q500钢焊接接头kc值和防断分析为目标,考虑冶金质量和板厚影响的系列温度夏比冲击试验结果,结合深缺口宽板拉伸试验结果,得出了q500钢焊接接头断裂韧性kc的表达式。
精华文档 柔度法测试铬钼钢窄间隙焊焊接接头断裂韧性
格式:pdf
大小:546KB
页数:4P
人气:74
4.6
钢轨焊接接头平直度研究 钢轨焊接接头是无缝线路的重要组成部分,其平直度情况对于列车行车速度、运行平稳性和旅客乘坐舒适性具有重要影响。采用型尺测量方法,对某线路现场新铺钢轨焊接接头平直度进行了测量、统计及分析,结果表明现役钢轨焊接接头平直度与tb/t1632-2005《钢轨焊接》关于平直度的要求差距很大。结合轨道平顺性控制特点,总结了钢轨焊接接头平直度控制的主要措施,对钢轨焊接接头平直度研究方向提出了建议,指出全面系统研究钢轨焊接接头平直度,对于发展我国高速重载无缝线路、加快经济建设等具有重要意义。
格式:pdf
大小:155KB
页数:3P
人气:74
4.6

焊接接头论文 基于国外标准的焊接接头疲劳设计与工艺实现一体化研究 摘要:综述了基于国外标准的焊接接头疲劳设计与工艺实现一体 化研究的重要性,设计了相应的数据库。嵌套了bsi/iiw/din6700标 准。基于bsi和iiw标准中接头形式,可确定焊接接头的疲劳等级; 根据已知的焊接接头的应力谱,基于miner疲劳积累损伤理论,可计 算出焊接接头的疲劳寿命:根据din6700标准,自动打印焊接工艺 文件,从而实现基于国外标准的焊接接头疲劳寿命预测与工艺要求的 一体化。算例证明该系统具有很好的工程应用价值。 关键词:焊接接头;数据库;一体化 在工程机械使用中,焊接结构件的焊接接头或焊缝金属容易引发 结构疲劳破坏,严重影响机械设备的寿命。通过计算焊接接头的疲劳 寿命预测可以预先知道焊接接头的寿命,从而保证产品的运行的安全 性。bs标准和iiw标准提供了各种焊

格式:pdf
大小:25KB
页数:5P
人气:74
4.5

焊接接头组织 电弧焊接时,焊接电弧使焊件局部加热和熔化,同时加入填充金属(焊条或焊 丝),形成金属熔池,并不断把热量传给周围冷的母材金属。当电弧移开后,熔 池的温度迅速降低,熔池中液体金属凝固成焊缝。由于热传导的作用,母材将受 到不同程度的加热和冷却,相当于进行了一次热处理,使其组织和性能发生了变 化,这部分金属所占的区域就称为焊缝的热影响区。焊接接头是焊缝和热影响区 的总称。 由于电弧对焊接接头的加热是不均匀的,焊缝区温度达到金属的熔化温度, 而在整个热影响区中,离焊缝越近温度就越高。因此,在焊接接头组织中不仅组 织和性能都不均匀,而且在焊缝和热影响区中还容易产生各种焊接缺陷,存在焊 接残余应力和应力集中。焊接接头组织和性能与焊接方法、焊接规范、接头形式 等因素有关,并直接影响焊接结构的性能和可靠性。 热影响区某点加热的最高温度、高温停留时间及冷却速度
最新文档 柔度法测试铬钼钢窄间隙焊焊接接头断裂韧性
格式:pdf
大小:220KB
页数:16P
人气:74
4.8
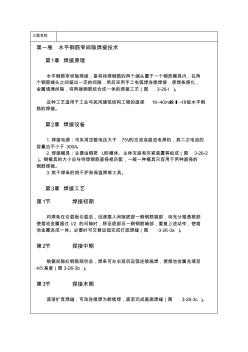
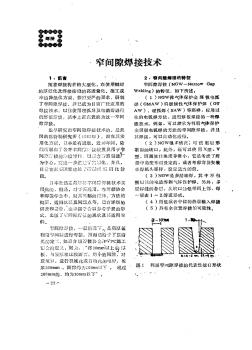
工程名称 第一卷水平钢筋窄间隙焊接技术 第1章焊接原理 水平钢筋窄间隙焊接,是将待焊钢筋的两个端头置于一个铜质模具内,在两 个钢筋端头之间留出一定的间隙,然后采用手工电弧焊连续焊接,使焊条熔化, 金属填满间隙,将两端钢筋结合成一体的焊接工艺(图3-26-l)。 这种工艺适用于工业与民用建筑结构工程的直径16~40mm的ⅰ~ⅲ级水平钢 筋的焊接。 第2章焊接设备 1.焊接电源:可采用空载电压大于75v的交流或直流电焊机,其二次电流的 容量应不小于300a。 2.焊接模具:主要由铜质u形模体、主体支座和夹紧装置等组成(图3-26-2 )。铜模具的大小应与待焊钢筋直径相匹配,一般一种模具只宜用于两种直径的 钢筋焊接。 3.烘干焊条的烘干炉和保温筒等工具。 第3章焊接工艺 第1节焊接初期 将焊条在引弧板引弧后,迅速插入间隙底部一侧钢筋端部,待充分熔透根部 使熔池金属超过l
格式:pdf
大小:1.3MB
页数:5P
人气:74
4.4
超低碳9Ni钢焊接接头低温韧性 针对新研制的通过淬火、中间淬火和回火处理工艺获得的超低碳9ni钢,对其进行了实际焊接接头和模拟焊接热影响区低温韧性的研究。经-196℃低温夏比v形缺口冲击试验、金相显微观察、透射和扫描电镜分析。结果表明,单道焊粗晶区组织为粗大的板条状马氏体,低温冲击韧性较低。多道焊热影响区组织中,在马氏体板条间析出了逆转奥氏体,这种呈弥散分布的逆转奥氏体能细化晶粒、提高焊接热影响区的低温韧性。认为采用小热输入、多层焊、低的层间温度,可使焊接接头获得高的低温冲击韧性。
格式:pdf
大小:754KB
页数:6P
人气:74
4.8
钢箱梁焊接接头的断裂韧度评定 采用冲击试验评定钢箱梁焊接工艺存在局限性,指出用裂纹尖端张开位移(ctod)试验评定钢箱梁焊接工艺的优越性。介绍了焊接工艺ctod断裂韧度评定的方法。针对港深西部通道香港段后海湾大桥钢箱梁焊接建造,运用英国标准bs7448对两项拟用焊接工艺进行ctod试验评定。结果表明,埋弧自动焊工艺焊接接头的ctod断裂韧度较高,该工艺可以直接用于钢箱梁焊接施工;而焊条电弧焊工艺焊接接头的ctod断裂韧度较低,经扫描电子显微镜断口分析和x射线分析,发现其原因是焊缝中心存在气泡、微裂纹、夹杂物和硫等有害元素。试验评定结果为港深西部通道香港段后海湾大桥钢箱梁焊接质量控制提供了依据。
格式:pdf
大小:174KB
页数:未知
人气:74
4.8
复合钢板焊接技术及焊接接头断裂分析 因为不锈复合钢板具有良好的耐腐蚀性,它既节约了不锈钢的材料又保证了产品的质量。因此,它被广泛的应用到实际的工作施工当中,水利、冶金、食品工业、核工业、石油化工等领域都有大量的应用。本文是结合本人日常工作中出现的一些常见的复合钢板焊接以及焊接接头断裂的情况进行分析和探讨。
格式:pdf
大小:35KB
页数:5P
人气:74
4.3
作业指导书文件编号: 第一页:共页 名称:钢筋焊接接头机械性能试验生效日期: 编制:建材室批准: 日期: 密级:秘密发放登记号: 1 钢筋焊接接头机械性能试验作业指导书 (包括对钢筋焊接接头拉伸性能和弯曲性能的检测) 1项目名称 钢筋焊接接头机械性能试验。 2适用范围 适用于闪光对焊、电弧焊、电渣压力焊、气压焊、预埋件埋弧压力焊的钢筋焊接接头。 3编制依据和采用标准 jgj18-96钢筋焊接及验收规程 jgj27-86钢筋焊接接头试验方法 4检测人员 xxx 5设备仪器 5.1万能材料试验机、 型号:wi-100 量程:最大荷载100吨 准确度:一级 分辩率:0.5kn。 5.2液压式万能材料试验机 型号:wp—30t 量程:0—50kn、0—150kn、0—300kn 最小分辨
格式:pdf
大小:1.2MB
页数:51P
人气:74
4.4
建标 工程建设标准全文信息系统 工程建设标准全文信息系统 中华人民共和国城乡建设环境保护部部标准 钢筋焊接接头试验方法 北京 工程建设标准全文信息系统 工程建设标准全文信息系统 中华人民共和国城乡建设 环境保护部部标准 钢筋焊接接头试验方法 主编单位陕西省建筑科学研究所 批准部门城乡建设环境保护部 实行日期年月日 工程建设标准全文信息系统 工程建设标准全文信息系统 通知 城科字第号 由陕西省建筑科学研究所负责组织编制的钢筋焊接接 头试验方法经我部审查批准为部标准编号 从一九八六年十月一日起实行 各单位在执行本标准过程中有何意见和问题请函告 陕西省建筑科学研究所以便解释并供修订时参考 城乡建设环境保护部 一九八六年五月二十九日 工程建设标准全文信息系统 工程建设标准全文信息系统 编制说明 钢筋焊接及验收规程已经城乡建设环境保 护部批准并颁发实施
格式:pdf
大小:144KB
页数:7P
人气:74
4.7

mag焊焊接接头的研究 通过理论分析和焊接对比试验,提出了适合mag焊焊接特点的焊接接头设计的一 些原则,这些原则对提高焊接生产率,降低成本,具有较大的实用价值。 1提出问题 mag(metalaativegasarewelding)焊是熔化极活性气体保护电弧焊的英文简 称。它是在氩气中加入少量的氧化性气体(氧气,二氧化碳或其混合气体)混合 而成的一种混合气体保护焊。目前我国常用的是80%ar+20%二氧化碳的混合气体, 由于混合气体中氩气占的比例较大,故常称为富氩混合气体保护焊。mag焊既有 氩弧焊的特点,如电弧稳定、飞溅少,易获得喷射过渡,又具有氧化性,克服了 纯氩弧焊时表面张力过大,液体金属粘稠,斑点漂移等问题,改善了焊缝成形。 同时在氩气中加入的二氧化碳,加剧了电弧中的氧化反应,氧化反应放出的热量, 增加了熔深,提高了焊丝熔化系数。因此mag焊现已在焊
格式:pdf
大小:66KB
页数:5P
人气:74
4.5

莲花县建筑材料试验室 钢筋焊接接头检验报告 检验编号:2008012101 委托单位萍乡联发建筑有限责任公司样品来源工地送样 工程名称莲花县诚信医药城商住楼收样日期2008.01.20 使用部位一层柱子检验日期2008.01.20 焊接方法电渣压力焊报告日期2008.01.21 生产厂家萍钢样品规格?22 检测仪器万能试验机仪器编号we—500 检测依据jgj18——2003检测环境20±3度 见证单位萍乡华厦监理公司见证人易维汉 拉伸试验 试件编号实测直径(mm)抗拉强度(mpa) 标准值——490 122.0510 222.0510 322.0515 检验结论焊接力学性能检验符合hrb335的标准要求 技术负责人:校核:检验: 莲花县建筑材料试验室 钢筋焊接接头检验报告 检验编号:2
格式:pdf
大小:22KB
页数:1P
人气:74
4.6

广西华安建设工程质量检测有限公司受控号:hawt-12 钢材焊接接头检验委托单 no:焊材2015- 委 托 方 填 写 委托单位工程地址 工程名称组数 工程部位 钢材品种 焊接种类 样品规格 样品牌号 生产厂家 炉、批号 焊工姓名及证号 样品数量(根) 代表批量(个) 样品处理□退样□不退样□退样□不退样□退样□不退样 委托检验□普通送检□见证送检□监督抽检□委托抽检 检验项目□抗拉强度□弯曲性能 检验依据□jgj18—2012□jgj81—2002 报告份数□一式4份□其它要求: 备注 取样人取样证号电话 我方确认检验项目和检验依据,并保证对所提供的样品及资料的真实性负责,提供一切必须的合作, 并支付所需的检验费用。 联系电话:委托方代表[签字]:年月日 见证单位 见证人(签名)
格式:pdf
大小:43KB
页数:2P
人气:74
4.3

钢材焊接接头检验报告 有见证送检gd2102006 委托单位:报告编号: 工程名称:收样日期: 检验性质:检验日期: 检验依据:报告编写日期: 试 试样编号00063—0100063—0100063—03 试样名称 试样规格(mm) 截面面积 焊接类别 牌号 炉号 批号 批量 工程部位 样 检验项目技术要求检验结果检验结果检验结果 拉 伸 试 验 抗拉 强度 (mpa) 断裂 位置 弯 曲 试 验 裂纹及 缺陷 检验 结论 备注 注:未经本站书面批准,不得部分复制检验报告(完整复制除外)。 批准:审核:校核:检验: 地址:邮政编码: 电话:传真: 说明 gd2102006 1.本报告适用于桁架或网架(壳)结构、多层和高层梁-柱框架结构等工业与民用建筑和一般构筑物的钢 结构工程中的手工电弧焊、气体保护焊、自保护焊、埋弧焊、电
文辑创建者
我要分享 >
职位:装修工程资料员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐