热镀锌线管隐蔽
2025-04-03
0 起 到 项目负责人 / 总承包施工单位 珠海市建安昌盛工程有限公司 建筑电气 (分部 )隐蔽工程验收记录 (表式二) 项目负责人 马沐廷 专业承包安装单位 / 单位 (子单位 )工程名称 珠海市科荟电器有限公司工业厂区生产车间 所属子分部 (系统 )工程名称/ 分项 (子系统 )工程名称 热镀锌电线导管敷设 相关的施工部位 (层、区、段、房、室) 二层 从 2011年10月30日 2011年10月30日 施工执行的技术标准 (含企 业的工艺规程、工法等 )名 称及编号 建筑工程施工质量验收统一标准 (GB50300-2001) 相关施工图名称及其图号 专业承包安装单位 检查评定结果 专业工长 (施工员 )( 签名) 检查测试负责人 (签名) 止 隐蔽工程内容 (项目名称) 隐蔽方式 /施工方法 /隐蔽前已进行的检查测试项目及其结果 (简述 ): 热镀锌电线导管敷设 1、质量证

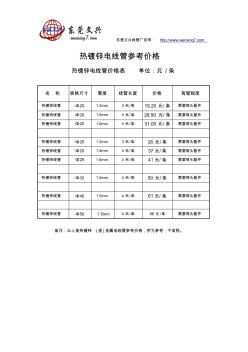
东莞文兴线管厂官网:http://www.***.*** 热镀锌电线管参考价格 热镀锌电线管价格表单位:元/条 名称规格尺寸厚度线管长度价格弯管程度 热镀锌线管φ201.2mm3米/条19.20元/条需要弯头配件 热镀锌线管φ201.5mm4米/条28.50元/条需要弯头配件 热镀锌线管φ201.6mm4米/条31.00元/条需要弯头配件 热镀锌线管φ251.2mm3米/条26元/条需要弯头配件 热镀锌线管φ251.5mm4米/条37元/条需要弯头配件 热镀锌线管φ251.6mm4米/条41元/条需要弯头配件 热镀锌线管φ321.5mm4米/条50元/条需要弯头配件 热镀锌线管φ401.5mm4米/条61元/条需要弯头配件 热镀锌线管φ50
惠博热镀锌线工艺操作及流程 第一节入口段 一、入口段操作概述 人口段的操作是要在保证作业线不停止作业的条件下将原板带钢连续地送入热镀锌机组。入 口开卷设备为双套布置,在生产中,一台生产而另一台则处于准备状态。例如,1#开卷机运行时, 2#开卷机必须要上好钢卷,并用入口双层剪剪切去超厚的头部,做好焊接前的一切准备工作。待 1#开卷机的带钢运行完后,再切掉超厚的带钢尾部,迅速与2#开卷机上的准备好的钢卷头部焊 接起来,这样,两台开卷机交替作用,轮换准备,不致于因带钢供应不上而引起整个镀锌机组降 速或停机。这些操作,必须在储存于入口活套内的带钢没有用完的时间内进行。焊接前,使入口 段加速,已超出工艺段速度的前提下使活套达到满套状态。此外,活套内必须保持适当的张力。 还要检查原板的表面状态,当发现原板缺陷时,要采取相应的处理措施。 二、开卷 开卷时首先用吊车将原料钢卷从
编辑推荐下载
格式:pdf
大小:29KB
页数:13P
人气:51
 4.4
4.4
热镀锌线单词表 wordsofthehot-dipgalvanizingline 一、equipmentsoftheline:生产线设备 entrysection:入口段 pre-cleaningsection:预清洗段 cleaningsection:清洗段 coatingsection:镀锌段 exitsection:出口段 1、entrysectionsaddle:入口钢卷鞍座 fabricatedframes:预制框架 non-markingpads:橡胶垫 coilsupportrollers:钢卷支撑辊 supportrollershydraulicmotor:支撑辊液压马达 supportrollersbearingsandcoupling:支撑辊轴承和联轴器 2、entrycoilcar:入口钢卷
格式:pdf
大小:382KB
页数:4P
人气:51
4.7
 热镀锌线锌层厚度的闭环控制简介
热镀锌线锌层厚度的闭环控制简介 热镀锌线的锌层厚度控制是一个非常关键的问题。攀钢2#热镀锌机组采用的是通过冷态测厚仪实现闭环控制镀层厚度的方法,控制的原理、模型的建立及有关部件在文中皆有说明,最后给出了控制结果及系统评价,为我国日后自己进行设备设计提供了极为有价值的参考资料。
热门文档 热镀锌线管隐蔽
格式:pdf
大小:241KB
页数:3P
人气:51
4.4
介绍了当前先进的冷轧带钢热镀锌生产工艺,详述了热镀锌线的关键设备技术特点及其对热镀锌产品质量的影响分析,对高端的冷轧热镀锌带钢生产控制具有指导与借鉴意义。
格式:pdf
大小:3.6MB
页数:5P
人气:51
4.5
表面检测系统在热镀锌线的应用 表面检测系统是镀锌汽车板生产过程中关键的质量控制设备,本文对表面检测系统的缺陷检测原理、系统组成进行了介绍,对缺陷灰度特征进行了分析,并总结出了6种典型缺陷的缺陷特征,提出缺陷分类以及自学习分类器建立的方法。通过缺陷的收集以及专家宏规则库的应用,建立了准确可靠的缺陷自学习分类器。生产中表明,该系统对本产线主要缺陷的分类有较高的准确率,通过对检测数据的二次开发,最终实现了钢卷的智能判定,广泛用于对汽车面板等高端产品的质量控制,大大提高了客户满意度。
格式:pdf
大小:547KB
页数:3P
人气:51
4.5
唐钢热镀锌线退火板生产实践 为调整产品结构,唐山钢铁股份有限公司冷轧薄板厂将其1~#镀锌生产线改造为镀锌和退火两用机组,介绍了退火工艺的实现,包括明火直燃退火工艺对带钢表面质量的影响与控制,退火后冷却段的改造,退火炉出口密封及旁路系统设计,退火炉控制系统的研发与优化。生产实践表明,退火板性能完全合格。
格式:pdf
大小:541KB
页数:4P
人气:51
4.5
带钢热镀锌线生产成本的控制 介绍了带钢连续热镀锌线建设期一次性投入成本的控制以及生产期工序成本的控制,并对锌耗、能耗两大主要指标的降低,提出了有效办法。
精华文档 热镀锌线管隐蔽
格式:pdf
大小:1.0MB
页数:5P
人气:51
4.7
连续热镀锌线板形控制技术研究 通过对平整变接触支持辊轧制策略的有限元仿真分析和上机试验,以及拉矫工艺参数的神经网络在线设定及卷取过程钢卷内部应力场的逐层迭代计算分析,形成了一套热镀锌机组板形控制技术和工艺对策,经现场实际应用,取得了良好的板形控制效果,使机组产品的板形质量和成材率明显提高。
格式:pdf
大小:96KB
页数:1P
人气:51
4.6
热镀锌线入口活套带钢跑偏问题分析 邯钢冷轧厂东区热镀锌线于2003年8月份投入生产,在生产过程中,其入口活套处经常出现带钢跑偏的现象,特别是生产厚规格(3.5mm)、窄规格(1250mm)带钢时,跑偏现象较为严重,造成带钢卷边、焊缝撕裂等问题,卷边严重时甚至会造成停车。仅2009年第2季度,因活套跑偏而导致停车3次、降速7次,带来了严重的质量问题,也造成了严重的经济损失。为了保证机组的稳定运行,同时获得边部整齐的带卷,必须对带钢跑偏问题进行控制。
格式:pdf
大小:3.2MB
页数:43P
人气:51
4.7
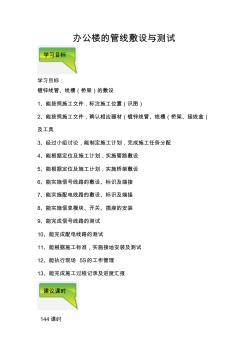
办公楼的管线敷设与测试 学习目标: 镀锌线管、线槽(桥架)的敷设 1、能按照施工文件,标注施工位置(识图) 2、能按照施工文件,确认相应器材(镀锌线管、线槽(桥架、接线盒) 及工具 3、经过小组讨论,能制定施工计划,完成施工任务分配 4、能根据定位及施工计划,实施管路敷设 5、能根据定位及施工计划,实施桥架敷设 6、能实施信号线路的敷设、标识及端接 7、能实施配电线路的敷设、标识及端接 8、能实施信息模块、开关、插座的安装 9、能完成信号线路的测试 10、能完成配电线路的测试 11、能根据施工标准,实施接地安装及测试 12、能执行现场5s的工作管理 13、能完成施工过程记录及进度汇报 144课时 学习目标 建议课时 在某一办公楼的办公室、楼内通道内敷设镀锌线管、线槽(桥架),接到安装任务, 根据施工文件及现场勘查确定管槽,能按照施工要求实施管槽敷设,能完成管槽敷设 后的接地测试,测试结
格式:pdf
大小:151KB
页数:2P
人气:51
4.7

产品名称规格厚度mm单价单位产品名称规格厚度mm 普通0.650.15¥ф20 厚0.900.25¥ф25 加厚1.200.40¥ф32 普通0.700.25¥ф200.50 厚0.900.35¥ф250.50 加厚1.200.50¥ф320.60 普通0.700.50¥ф20 厚1.000.75¥ф25 加厚1.201.00¥ф32 普通0.650.20¥ф20 厚0.900.30¥ф25 加厚1.200.50¥ф32 普通0.700.35¥75*40 厚1.000.40¥75*50 加厚1.200.50¥75*50 普通0.700.60¥75*50 厚1.000.70¥ 加厚1.201.00¥2.00 ф200.10¥1.80 ф
格式:pdf
大小:22KB
页数:9P
人气:51
4.5
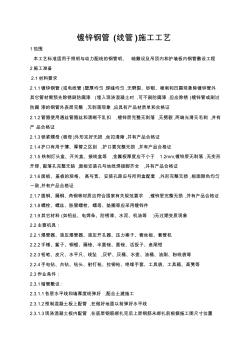
镀锌钢管(线管)施工工艺 1范围 本工艺标准适用于照明与动力配线的钢管明、暗敷设及吊顶内和护墙板内钢管敷设工程 2施工准备 2.1材料要求 2.1.1镀锌钢管(或电线管)壁厚均匀,焊缝均匀,无劈裂、砂眼、棱刺和凹扁现象除镀锌管外 其它管材需预先除锈刷防腐漆(埋入现浇混凝土时,可不刷防腐漆,但应除锈)镀锌管或刷过 防腐漆的钢管外表层完整,无剥落现象,应具有产品材质单和合格证 2.1.2管箍使用通丝管箍丝和清晰不乱扣,镀锌层完整无剥落,无劈裂,两端光滑无毛刺,并有 产品合格证 2.1.3锁紧螺母(根母)外形完好无损,丝扣清晰,并有产品合格证 2.1.4护口有用于薄、厚管之区别,护口要完整无损,并有产品合格证 2.1.5铁制灯头盒、开关盒、接线盒等,金属板厚度应不小于1.2mm,镀锌层无剥落,无变形 开焊,敲落孔完整无缺,面板安装孔
最新文档 热镀锌线管隐蔽
格式:pdf
大小:20KB
页数:1P
人气:51
4.6

规格厚度mm长度单价长度单价 φ160.7-0.83米5.30¥4米6.80¥ 0.5-0.65.00¥6.40¥ 0.7-0.86.50¥8.60¥ 0.9-1.07.60¥10.20¥ 1.2-1.39.10¥12.50¥ 1.4-1.511.50¥15.50¥ 0.7-0.87.80¥10.40¥ 0.9-1.09.80¥12.90¥ 1.2-1.312.50¥17.00¥ 1.4-1.514.50¥19.50¥ 0.7-0.89.60¥12.80¥ 0.9-1.012.00¥16.40¥ 1.2-1.315.80¥21.50¥ 1.4-1.518.30¥25.00¥ 批量大,请面议或来电商谈,将给您一个最优惠的价格。 备注: 如有不同

格式:pdf
大小:667KB
页数:3P
人气:51
4.3
11年专注生产:电缆桥架、金属线槽、jdg/kbg镀锌线管厂家 jdg镀锌线管壁厚规范 jdg管的建筑管材能够给我们的生活带来很多的便利,在很多建筑中都有使用, 比如家庭住房装修,工厂装修、企业装修等等。最近有不少人问jdg镀锌线管 壁厚规范是什么。 dg穿线管如何安装铺设 1、把电线埋到墙里一定要使用穿线管,这是从安全角度出发的,如果不用,万 一出现漏电,后果不堪设想。一般会选用塑料穿线管或镀锌jdg管,这都是非 常不错的。 2、在铺设电线的时候,应选择两点之间进行走直线,不要绕来绕去的,否则很 容易把线路弄乱,如果需要改电的时候也很麻烦,所以采用直线距离走线最安全。 3、不要在里面弄接头,把接头留在外面,这样以后需要维修电路时你会感觉很 方便。 4、一根镀锌jdg管最好只穿一根电线或几根即可,不要弄一大堆的线全都塞在 里面,穿时用手拉几下,看看有无松动。 11年专注
格式:pdf
大小:96KB
页数:1P
人气:51
4.4
热镀锌线辊涂机的原理探讨 辊涂机是镀锌线上的重点设备之一,其运行状况与镀锌线生产效率及带钢质量息息相关。本文主要介绍三冷镀锌线辊涂机结构原理、控制方式、与其它类型辊涂机的分析与比较。
格式:pdf
大小:115KB
页数:未知
人气:51
4.6
连续热镀锌线上气刀技术的发展 气刀设备作为连续热镀锌线上的关键核心设备,近几年在应用技术上得到了革新和发展。本文作者经历了五条高端连续热镀锌机组的筹建和生产维修工作,将近几年来不同热镀锌线上气刀设备应用技术上的革新和发展进行详细介绍
格式:pdf
大小:58KB
页数:9P
人气:51
4.6
文档 镀锌钢管(线管)施工工艺 1围 本工艺标准适用于照明与动力配线的钢管明、暗敷设及吊顶和护墙板钢管敷设工程 2施工准备 2.1材料要求 2.1.1镀锌钢管(或电线管)壁厚均匀,焊缝均匀,无劈裂、砂眼、棱刺和凹扁现象除镀锌管外 其它管材需预先除锈刷防腐漆(埋入现浇混凝土时,可不刷防腐漆,但应除锈)镀锌管或刷过 防腐漆的钢管外表层完整,无剥落现象,应具有产品材质单和合格证 2.1.2管箍使用通丝管箍丝和清晰不乱扣,镀锌层完整无剥落,无劈裂,两端光滑无毛刺,并有 产品合格证 2.1.3锁紧螺母(根母)外形完好无损,丝扣清晰,并有产品合格证 2.1.4护口有用于薄、厚管之区别,护口要完整无损,并有产品合格证 2.1.5铁制灯头盒、开关盒、接线盒等,金属板厚度应不小于1.2mm,镀锌层无剥落,无变形 开焊,敲落孔完整无缺,面板安装孔与
格式:pdf
大小:313KB
页数:8P
人气:51
4.8
镀锌钢管(线管)施工工艺 1范围 ?本工艺标准适用于照明与动力配线的钢管明、暗敷设及吊顶内和护墙板内钢管敷设工程 2施工准备 ?2.1材料要求? 2.1.1镀锌钢管(或电线管)壁厚均匀,焊缝均匀,无劈裂、砂眼、棱刺和凹扁现象除镀锌管外其它管 材需预先除锈刷防腐漆(埋入现浇混凝土时,可不刷防腐漆,但应除锈)镀锌管或刷过防腐?漆的钢管 外表层完整,无剥落现象,应具有产品材质单和合格证? 2.1.2管箍使用通丝管箍丝和清晰不乱扣,镀锌层完整无剥落,无劈裂,两端光滑无毛刺,并有产?品 合格证 2.1.3锁紧螺母(根母)外形完好无损,丝扣清晰,并有产品合格证 2.1.4护口有用于薄、厚管之区别,护口要完整无损,并有产品合格证 2.1.5铁制灯头盒、开关盒、接线盒等,金属板厚度应不小于1.2mm,镀锌层无剥落,无变形开焊,?
格式:pdf
大小:72KB
页数:12P
人气:51
4.6
. 专业资料 镀锌钢管(线管)施工工艺 1围 本工艺标准适用于照明与动力配线的钢管明、暗敷设及吊顶和护墙板钢管敷设工程 2施工准备 2.1材料要求 2.1.1镀锌钢管(或电线管)壁厚均匀,焊缝均匀,无劈裂、砂眼、棱刺和凹扁现象除镀锌管外 其它管材需预先除锈刷防腐漆(埋入现浇混凝土时,可不刷防腐漆,但应除锈)镀锌管或刷过 防腐漆的钢管外表层完整,无剥落现象,应具有产品材质单和合格证 2.1.2管箍使用通丝管箍丝和清晰不乱扣,镀锌层完整无剥落,无劈裂,两端光滑无毛刺,并 有产品合格证 2.1.3锁紧螺母(根母)外形完好无损,丝扣清晰,并有产品合格证 2.1.4护口有用于薄、厚管之区别,护口要完整无损,并有产品合格证 2.1.5铁制灯头盒、开关盒、接线盒等,金属板厚度应不小于1.2mm,镀锌层无剥落,无变 形开焊,敲
文辑创建者
我要分享 >
职位:高级室内设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐