上翻门五金件
2025-03-23
编辑推荐下载
格式:pdf
大小:14KB
页数:1P
人气:56
 4.6
4.6

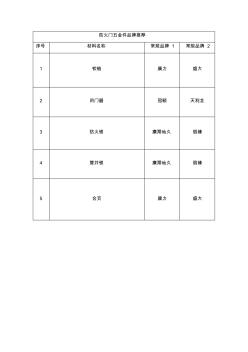
防火门五金件品牌推荐 序号材料名称常规品牌1常规品牌2 1铰链康力盛大 2闭门器冠颖天利龙 3防火锁鹰翔地久丽臻 4管井锁鹰翔地久丽臻 5合页康力盛大
格式:pdf
大小:662KB
页数:4P
人气:56
4.7
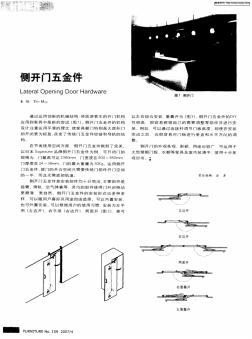
 塑料门窗双扇对开门五金件选用方案
塑料门窗双扇对开门五金件选用方案 pvc塑料门窗的双扇对开门窗中梃有两种方式:固定中梃和假中梃。固定中梃大家都非常熟悉,这里就不再进行讨论。假中梃有很多种形式,如折叠拼条、浮中梃、盖口条、特殊扇等。而折叠拼条、浮中梃的五金件安装槽又分为欧式槽、压条槽和无槽等形式。这给门窗组装厂的生产和
热门文档 上翻门五金件
格式:pdf
大小:260KB
页数:4P
人气:56
4.7
门五金件孔槽数控加工的夹具设计方法研究 针对门五金件孔槽数控加工时多次装夹、多工序、多工位以及加工精度差、效率低等问题,从门五金件孔槽的结构特点及数控加工原理出发,分析门五金件孔槽数控加工机床夹具设计要求,提出一种新的门五金件孔槽数控加工夹具设计方法。该夹具系统能够实现木门全自动定位夹紧,且一次装夹可完成门五金件孔槽数控加工。该方法提高了加工精度、生产效率,对实现门五金件孔槽数控加工的规模化具有重要意义。
格式:pdf
大小:14KB
页数:1P
人气:56
4.7
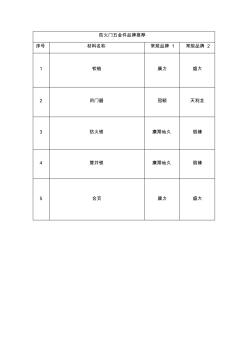
防火门五金件品牌推荐 序号材料名称常规品牌1常规品牌2 1铰链康力盛大 2闭门器冠颖天利龙 3防火锁鹰翔地久丽臻 4管井锁鹰翔地久丽臻 5合页康力盛大
格式:pdf
大小:193KB
页数:4P
人气:56
4.5
门五金件孔槽数控加工的精度分析方法研究 应用数控机床加工门五金件孔槽时,影响门五金件孔槽加工精度的因素很多。针对这个问题,从机床精度、加工方法的选择,影响机床刀具和工件之间的相对位移关系因素中的刀具半径补偿、加工参数、刀位轨迹等方面,分析了影响门五金件孔槽加工精度的原因,并针对具体原因提出了相关的解决措施。
格式:pdf
大小:434KB
页数:4P
人气:56
4.6
木门五金件槽孔数控加工机床的总体设计 介绍了一种木门五金件槽孔数控加工机床的总体布局、传动系统和工作台等主要机械结构的设计。用solidedge软件对主机机架建模并用femap软件进行有限元分析,得到机架的位移和应力云图,表明机架强度满足设计要求。本设计大大提高了木门五金件槽孔加工的质量和生产效率,实现了木门五金件槽孔的数控加工。
格式:pdf
大小:700KB
页数:7P
人气:56
4.6
木制门五金件孔槽的数学模型与仿真 门五金件孔槽是一种规则空间曲面加工的木制典型工件。为了解决五金件孔槽位置加工难题,研究开发出性价比较高的多轴门五金件孔槽数控加工机床,建立门五金件孔槽空间曲面的通用数学模型,实现在一台机床上完成全部门五金件孔槽自动加工。通过vc++6.0对门五金件孔槽进行仿真验证,结果表明:所建立的数学模型具有良好的精确性、通用性和实用性,为门五金件孔槽数控加工系统的开发奠定理论基础。
精华文档 上翻门五金件
格式:pdf
大小:602KB
页数:4P
人气:56
4.5
门五金件孔槽数控加工的工业化前景与效益预测 门五金件孔槽加工是木门业生产机械化、自动化的一个难点。传统的加工方法无法满足高档木门和大批量互换性的木门安装的生产要求。笔者在总结国内外木材加工机械数控化以及门五金件孔槽研究进展的基础上,针对国内外的加工现状,认为寻求一条成熟的工艺路线,使门五金件孔槽加工数控化、规模化、批量化,是我国门五金件孔槽加工的必经之路。通过对门五金件孔槽数控设备软件水平、未来市场分析和效益预测,随着木门行业的逐渐兴起,拥有数控化的门五金件孔槽加工,必将成为木门加工行业中的主流,工业化前景广阔。
格式:pdf
大小:5KB
页数:2P
人气:56
4.6
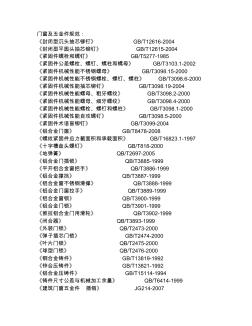
门窗及五金件规范: 《封闭型沉头抽芯铆钉》gb/t12616-2004 《封闭型平圆头抽芯铆钉》gb/t12615-2004 《紧固件螺栓和螺钉》gb/t5277-1985 《紧固件公差螺栓、螺钉、螺柱和螺母》gb/t3103.1-2002 《紧固件机械性能不锈钢螺母》gb/t3098.15-2000 《紧固件机械性能不锈钢螺栓、螺钉、螺柱》gb/t3098.6-2000 《紧固件机械性能抽芯铆钉》gb/t3098.19-2004 《紧固件机械性能螺母、粗牙螺纹》gb/t3098.2-2000 《紧固件机械性能螺母
格式:pdf
大小:100KB
页数:4P
人气:56
4.8
1 京都塑(木、铝包木)白钢内开 内倒五金件介绍 2 公司简介 浙江京都五金有限公司座落于中国温州经济技术开发区滨海 园区,现有厂房面积10000多平方米。公司成立于2004年,是一 家拥有近10年历史的企业。公司采用国外技术与设备,制造出中 国第一套e5实木门窗内开内到五金系统。公司专一制造欧标内平 开与平开上悬门窗五金系统。传动器应用专用素材,从气密性、水 密性、隔音性、保温性、抗风压、防结露、装饰性、安全性、适 用性、经济性等全方位相结合使设计和生产于一体化。公司坚持 科学发展,生产管理体系全面使用erp软件,完善pvc塑钢、alu 铝合金、铝木复合、高档中空多层、隔热、隔音玻璃,完善多种 功能开启方式门窗五金系统。企业管理做到理性化管理与感性化 管理有机结合。公司现有6条全自动化传动器生产线,使用专用 素材,生产一次成型,连续冲压,品质控制到100万
格式:pdf
大小:45KB
页数:9P
人气:56
4.7
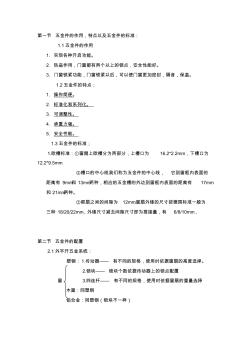
第一节五金件的作用,特点以及五金件的标准: 1.1五金件的作用 1.实现各种开启功能。 2.防盗作用,门窗都有两个以上的锁点,安全性能好。 3.门窗锁紧功能,门窗锁紧以后,可以使门窗更加密封,隔音,保温。 1.2五金件的特点: 1.操作简便。 2.标准化和系列化。 3.可调整性。 4.承重力强。 5.安全性能。 1.3五金件的标准; 1.欧槽标准:①窗扇上欧槽分为两部分,上槽口为16.2*2.2mm,下槽口为 12.2*9.5mm ②槽口的中心线我们称为五金件的中心线,它到窗框内表面的 距离有9mm和13mm两种,相应的五金槽的外边到窗框内表面的距离有17mm 和21mm两钟。 ③框扇之间的间隙为12mm,窗扇外缘的尺寸按德国标准一般为 三种18/20/22mm,外缘尺寸减去间隙尺寸即为搭接量,有6/8/10mm, 第二节五金件的配置 2.1外平开五
格式:pdf
大小:292KB
页数:3P
人气:56
4.5
木门五金件槽孔数控加工设备回转工作台设计研究 针对木门五金件安装槽孔的位置分散性和传统加工工序繁杂及效率低的问题,通过对木门结构特点和现有的加工方式的分析,提出了一种利用回转工作台实现加工位置集中的木门定位夹紧新方法。在对回转工作台结构设计和pro/e建模的基础上,利用femap软件对回转工作台的回转架进行有限元分析,以保证其强度和木门加工精度。
最新文档 上翻门五金件
格式:pdf
大小:7.6MB
页数:32P
人气:56
4.5

theslidingdoorsystemwithavariety ofoptionsforhugeflexibility.toplinel 2 3 slidingdoorsleavenomarginofdoubt whenitcomestopracticalfunctionalityand clearlydefined,puristbeauty.supremeuser friendlinessandindividuallytailoreddesign versatilitymakethemtheidealanswerto thedemandsofmodernliving.thetopline lslidingdoorfittingfromhettichsatisfies th
格式:pdf
大小:7KB
页数:2P
人气:56
4.5
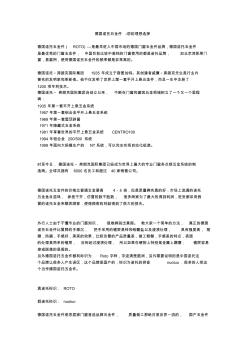
德国诺托五金件-您的理想选择 德国诺托五金件(roto)---是最早进入中国市场的德国门窗五金件品牌,德国诺托五金件 是最优秀的门窗五金件,中国目前比较中高档的门窗使用的都是诺托品牌,如北京鸿凯莱门 窗,易窗网,使用德国诺托五金件的频率都是非常高的。 德国诺托·弗朗克国际集团1935年成立于斯图加特。其创建者威廉·弗朗克先生是行业内 著名的发明家和革新者。他不仅发明了世界上第一套平开上悬五金件,而且一生中注册了 1200项专利技术。 德国诺托·弗朗克国际集团自创立以来,不断在门窗和建筑五金领域树立了一个又一个里程 碑: 1935年第一套平开上悬五金系统 1957年第一套铝合金平开上悬五金系统 1968年第一套屋顶斜窗 1971年隐藏式五金系统 1981年享誉世界的平开上悬五金系统centro100 1994年铝合金200/500系统 1999年面向
格式:pdf
大小:88KB
页数:6P
人气:56
4.8
第1页 五金件检验规范 1.目的及适及范围: 1.1本检验规范为了进一步提高五金制品的质量,在产品生产及出厂时能严 格把关,制定出适应本公司的五金件检验标准,为外观检验提供科学、客观 的方法。对某些无法用定量表明的缺陷,用供需双方制订的检验标准和封样 的办法加以解决。 1.2本检验规范适用于金属五金件制成的产品及其相关加工组成品,及小五 金件(如螺丝,卯钉等)的检验与验收。 2.参照文件 本检验规范参照金属冷冲压件通用技术条件 本规范若与零件图/规格相抵触,则以零件图/规格为优先 本规范若与参考文件相抵触,则以本规范为优先 3.内容: 3.1术语: 刮伤---手指感觉不出之线凹痕或痕迹。 裂缝---材料部份断裂,典型的例子是以生在折弯引伸加工之外侧,因内/外力 或机械损伤而造成的裂纹和细小开裂。 披锋---剪切或冲
格式:pdf
大小:27KB
页数:2P
人气:56
4.3
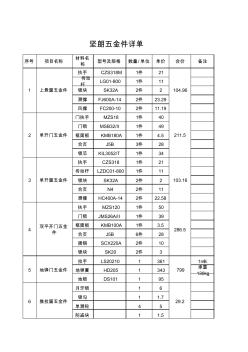
序号项目名称 材料名 称 型号及规格数量/单位单价合价备注 执手czs318m1件21 传动 杆 lg01-8001件11 锁块sk32a2件2 滑撑fj600a-142件23.29 风撑fc200-102件11.19 门执手mzs181件40 门锁msb32/ii1件49 框面板kmb180a1件4.5 合页j5b3件28 锁芯kil3052/t1件34 执手czs3181件21 传动杆lzdc01-8001件11 锁块sk32a2件2 合页n42件11 滑撑hc400a-142件22.58 执手mzs1201件50 门锁jms26a/ii1件39 框面板kmb100a1件3.5 合页j5b6件28 插销scx220a2件10 锁块sk202件3
格式:pdf
大小:116KB
页数:未知
人气:56
4.6
浅谈门五金件孔槽数控加工的工业化前景与效益预测 生活水平的提高强化了人们对于木门尤其是高档木门的需求。面对巨大的市场潜力,如果再单纯依靠传统的加工方法显然不能满足人们数量与质量双方面的要求。实现我国木门的数控化加工尤其是门五金件孔槽数控加工是有效解决以上问题的关键。在本文中,笔者主要分析和探讨了门五金件孔槽数控加工的工业化前景,并对其效益进行了预测。
格式:pdf
大小:286KB
页数:4P
人气:56
4.7
木门五金件孔槽专用数控加工机的研发 针对当前木门五金件孔槽多工序、多工位加工时多次装夹,导致的加工精度差、效率低等问题,根据木门五金件孔槽的结构特点及数控加工原理,开发了集自动装卸料与自动条码识别管理技术、门扇尺寸自动测量与补偿技术、门扇随动夹紧技术为一体的数控木门五金件孔槽加工专用机床,通过一次定位装夹,实现了同时完成木门两侧锁孔槽与铰链槽的加工,大大提升了设备的自动化程度。

文辑创建者
我要分享 >
职位:BIM开发工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐