手工电弧焊加氩弧焊0Cr18Ni9管对接焊接工艺评定
2025-01-20
焊接工艺评定报告书 评定报告书编号: 材 料 牌 号:0Cr18Ni9+0Cr18Ni9 材 料 规 格: Φ219×6 焊 缝 型 式:对接焊缝 焊 接 方 法: 氩弧焊 /电弧焊 试 件 编 号: 填 报 日 期: 预焊接工艺规程( pWPS) 单位名称 预焊接工艺规程编号 日期 所依据焊接工艺评定报告编号: NB47014-2011 焊接方法 氩弧焊 机械化程度: 手工 焊接接头:对接 坡口形式: V 型 衬垫(材料及规格) 无 其他 共焊 3层:单道焊采用单面焊双面成 形技术焊接,先焊第一层(打底层) ,再焊 第二层(中间层),最后焊第三层(盖面层) 都采用手工钨极氩弧焊。 简图:(接头形式、坡口形式与尺寸、焊层、焊 道布置及顺序) 母材: 类别号 Fe-8 组别号 Fe-8-1 与类别号 Fe-8 组别号 Fe


手工电弧焊焊接工艺 本工艺适用于低碳钢和低合金高强度各种大型钢结构 工程制造重要结构的焊接。 一、焊前准备 1.根据施焊结构钢材的强度等级,各种接头形式选择相等强 度等级牌号和合适焊条直径。 2.当施工环境温度低于0℃,或钢材的碳当量大于0.41%及 结构刚性过大,构件较厚时应采用焊前预热措施,预热温度 为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。 3.工件厚度大于6mm对接焊时,为确保焊透强度,在板材 的对接边沿开切v形或x形坡口,坡口角度α为60°,钝边 p=0~1mm,装配间隙b=0~1mm,如图1。当板厚差≥4mm 时,应对较厚板材的对接边缘进行削斜处理,如图2。 4.焊条烘焙:酸性药皮类型焊条焊前烘焙150℃×2保温2 小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙, 并保温2小时才能使用
手工电弧焊焊接工艺标准 1.手工电弧焊焊接施工工艺标准 1.1适用范围 本工艺适用于钢结构制作与安装手工电弧焊焊接工艺。工艺规定了一般低碳钢、普通低合金高强度钢手 工电弧焊的基本要求。凡各工程的工艺中无特殊要求的结构件手工电弧焊均应按本工艺规定执行。 1.2??引用标准 (1)钢结构工程施工质量验收规范(gb50205—2001); (2)建筑工程施工质量验收统一标准(gb50300—2001); (3)建筑钢结构焊接规程(jgj81—2002); (4)碳钢焊条(gb5117—85); (5)低合金钢焊条(gb5118—85); (6)钢结构焊缝外形尺寸(gb10854—89); (7)焊接质量保证钢熔化焊接接头的要求和缺陷等级(gb/t12469—90); (8)钢焊缝手工超声波探伤和探伤结果的分级(gb11345—89)。
编辑推荐下载
格式:pdf
大小:85KB
页数:10P
人气:91
 4.6
4.6
手工电弧焊焊接工艺 本工艺适用于低碳钢和低合金高强度各种大型钢结构 工程制造重要结构的焊接。 一、焊前准备 1.根据施焊结构钢材的强度等级,各种接头形式选择相等强 度等级牌号和合适焊条直径。 2.当施工环境温度低于0℃,或钢材的碳当量大于0.41%及 结构刚性过大,构件较厚时应采用焊前预热措施,预热温度 为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。 3.工件厚度大于6mm对接焊时,为确保焊透强度,在板材 的对接边沿开切v形或x形坡口,坡口角度α为60°,钝边 p=0~1mm,装配间隙b=0~1mm,如图1。当板厚差≥4mm 时,应对较厚板材的对接边缘进行削斜处理,如图2。 4.焊条烘焙:酸性药皮类型焊条焊前烘焙150℃×2保温2 小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙, 并保温2小时才能使用
格式:pdf
大小:10KB
页数:5P
人气:91
4.8

手工电弧焊焊接工艺规范 电弧焊,焊接工艺,手工,规范 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及检验。 本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。对特殊钢材,结构刚性较大 以及有特殊要求时,均应另行制定专门焊接工艺规程。 2规范性引用文件 g16-sws004焊接材料保管要求 q/sws42-010-2003焊缝返修通用工艺规范 3焊接前准备 3.1焊接材料选配原则 3.1.1选用的焊接材料应具有相应船检证书。 3.1.2焊接材料级别应与船体结构用钢材级别相匹配,见表1。 表1焊接材料与船体结构钢材级别的匹配 焊接材料级别船体结构钢材级别 1a 2abd 3abde 1ya32a3
热门文档 手工电弧焊加氩弧焊0Cr18Ni9管对接焊接工艺评定
格式:pdf
大小:100KB
页数:8P
人气:91
4.5

sws 上海外高桥造船有限公司企业标准 q/sws42-022-2003 手工电弧焊焊接工艺规范 2003-04-25发布2003-05-10实施 上海外高桥造船有限公司发布 前言 本规范为公司新编制企业标准。是根据公司的生产实际经验并参照有关船厂企业标准编 制而成。 本规范代替g16-sws005《船体手工电弧焊通用工艺》。 本规范发布时,g16-sws005《船体手工电弧焊通用工艺》同时作废。 本规范由上海外高桥造船有限公司提出; 本规范由设计部归口。 本规范起草部门:设计部。 本规范主要起草(编制):陈国权 标检:徐玉珍 审核:孙嘉钧 本规范由总工程师南大庆批准。 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和
格式:pdf
大小:95KB
页数:8P
人气:91
4.4

船舶制造焊接工艺规范 阜宁县阜城才林船舶保养厂 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及检验。 本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。对特殊钢材, 结构刚性较大以及有特殊要求时,均应另行制定专门焊接工艺规程。 2规范性引用文件 g16-sws004焊接材料保管要求 q/sws42-010-2003焊缝返修通用工艺规范 3焊接前准备 3.1焊接材料选配原则 3.1.1选用的焊接材料应具有相应船检证书。 3.1.2焊接材料级别应与船体结构用钢材级别相匹配,见表1。 表1焊接材料与船体结构钢材级别的匹配 焊接材料级别船体结构钢材级别 1a 2abd 3abde 1ya32a36 2ya32a36d32d36 3ya32a36d32d36e32
格式:pdf
大小:22KB
页数:3P
人气:91
4.3
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具:
格式:pdf
大小:1.1MB
页数:1P
人气:91
4.4
 浅谈焊条电弧焊板仰对接焊接工艺
浅谈焊条电弧焊板仰对接焊接工艺 低氢纳型焊条,焊接时教材上采用直流反接。如在板对接操作中,采用此工艺打底层操作中背面出现严重的内凹焊接缺陷。若在焊接中采用直流正接打底层,填充层、盖面层用直流反接,能解决背面内凹、正面焊瘤。本文就手工焊条电弧焊仰对接焊接试板的焊接工艺进行分析探讨。
格式:pdf
大小:24KB
页数:6P
人气:91
4.7
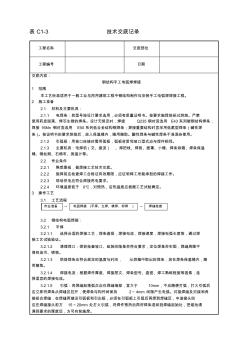
钢结构手工电弧焊焊接工艺标准 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工 电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。对有 需要进行烘焙要求的型号的焊条在施焊前要经过烘焙并要有记录。严禁使用药皮 脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢结 构焊条;焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时 宜采用低氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随 取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与 焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、 焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件 2.2
精华文档 手工电弧焊加氩弧焊0Cr18Ni9管对接焊接工艺评定
格式:pdf
大小:22KB
页数:3P
人气:91
4.7
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。 严禁使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢 结构焊条;焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低 氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱 性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条 保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件 2.2.1熟悉图纸,做焊接工艺技术
格式:pdf
大小:71KB
页数:7P
人气:91
4.5
版号: 蚌埠市神舟机械有限公司质量管理体系文件 手工电弧焊焊接工艺规程 sz/zy(j)-sc-h24 编制技术开发部 审核 批准 日期 蚌埠市神舟机械有限公司作业文件sz/zy(j)-sc-h24 版号:d/1页码2/7 手工电弧焊焊接工艺规程 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及 检验。 本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。对特殊 钢材,结构刚性较大以及有特殊要求时,均应另行制定专门焊接工艺规 程。 2规范性引用文件 cb/z39-87焊接材料的验收、存放和使用 3焊接前准备 3.1焊接材料选配原则 3.1.1选用的焊接材料应具有相应船检证书。 3.1.2焊接材料级别应与船体结构用钢材级别相匹配。 3.1.3选用的焊条要有良好的工艺性和操作性能,对于船体结构规定选 用碱性低氢型焊条的部位,尽
格式:pdf
大小:180KB
页数:1P
人气:91
4.6
铸铁的手工电弧焊焊接工艺 本论文是对铸铁手工电弧焊工艺分析,主要是对其本身的焊接性考虑,于铸铁在工业上广泛的应用,考虑其应用条件,
格式:doc
大小:45KB
页数:4P
人气:91
4.4

钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件
格式:pdf
大小:51KB
页数:5P
人气:91
4.5
表c1-3技术交底记录 工程名称交底部位 工程编号日期 钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。严禁 使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢结构焊条; 焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊 条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条保温
最新文档 手工电弧焊加氩弧焊0Cr18Ni9管对接焊接工艺评定
格式:pdf
大小:44KB
页数:8P
人气:91
4.8

手工电弧焊焊接工艺标准 手工电弧焊焊接工艺标准 1.手工电弧焊焊接施工工艺标准 1.1适用范围 本工艺适用于钢结构制作与安装手工电弧焊焊接工艺。工艺规定了一般低碳钢、普通 低合金高强度钢手工电弧焊的基本要求。凡各工程的工艺中无特殊要求的结构件手工电弧焊 均应按本工艺规定执行。 1.2引用标准 (1)钢结构工程施工质量验收规范(gb50205—2001); (2)建筑工程施工质量验收统一标准(gb50300—2001); (3)建筑钢结构焊接规程(jgj81—2002); (4)碳钢焊条(gb5117—85); (5)低合金钢焊条(gb5118—85); (6)钢结构焊缝外形尺寸(gb10854—89); (7)焊接质量保证钢熔化焊接接头的要求和缺陷等级(gb/t12469—90); (8)钢焊缝手工超声波探伤和探伤结果的分级(gb11
格式:pdf
大小:55KB
页数:4P
人气:91
4.5
表c1-3技术交底记录 工程名称交底部位 工程编号日期 交底内容: 钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。严禁 使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢结构焊条; 焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊 条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、

格式:pdf
大小:9KB
页数:4P
人气:91
4.8
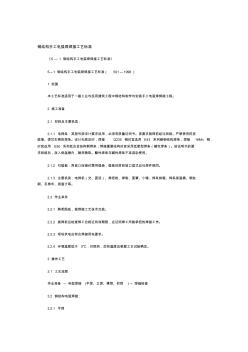
钢结构手工电弧焊焊接工艺标准 《5—1钢结构手工电弧焊焊接工艺标准》 5—1钢结构手工电弧焊焊接工艺标准(501—1996) 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。严禁使用药皮 脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;焊接16mn钢 时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊条)。按说明书的要 求烘焙后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条保温
格式:pdf
大小:106KB
页数:7P
人气:91
4.7
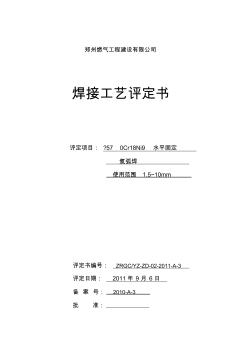
郑州燃气工程建设有限公司 焊接工艺评定书 评定项目:?570cr18ni9水平固定 氩弧焊 使用范围1.5~10mm 评定书编号:zrgc/yz-zd-02-2011-a-3 评定日期:2011年9月6日 备案号:2010-a-3 批准: 焊接工艺评定报告 单位名称郑州燃气工程建设有限公司批准人签字 报告编号zrgc/yz-zd-02-2010-a-3日期2010年9月6日 焊接方法氩弧焊机械化程度手工√半自动自动 焊接接头:详图: 55o 坡口形式v型单面双边坡口管管对接 衬垫无 母材: 标准号gb8163- 牌号0cr18ni9 类、组别号p2a2a-2与类、组别号p2a2a-2 相焊 厚度5mm 直径?108 其他 焊热后处理:无 温度 保温时间 保护气体:氩气 尾部保护气氩气流量1
格式:pdf
大小:155KB
页数:7P
人气:91
4.3
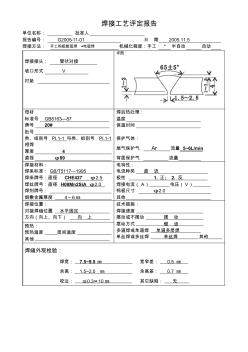
焊接工艺评定报告 单位名称:批准人 报告编号:g2005-11-01日期2005.11.5 焊接方法:手工钨极氩弧焊+电弧焊机械化程度:手工*半自动自动 焊接接头:管状对接 坡口形式v 衬垫 详图: 母材 标准号gb8163–87 牌号20# 批号 类、组别号pi.1-1与类、组别号pi.1-1 相焊 厚度4 直径φ89 焊后热处理: 温度 保温时间 保护气体: 尾气保护气ar流量5~6l/min 背面保护气流量 焊接材料: 焊条标准:gb/t5117–1995 焊条牌号:直径che427φ2.5 焊丝牌号:直径h08mn2siaφ2.0 焊剂牌号: 熔敷金属厚度4~6㎜ 电特性: 电流种类直流 极性1.正;2.反 焊接电流(a)电压(
格式:pdf
大小:6KB
页数:2P
人气:91
4.7
手工电弧焊焊接工艺标准 1平焊 1.1选择合适的焊接工艺,焊条直径,焊接电流,焊接速度,焊接电弧长度等,通过焊接工艺试 验验证。 1.2清理焊口:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污、 锈物。 1.3烘焙焊条应符合规定的温度与时间,从烘箱中取出的焊条,放在焊条保温桶内,随用随取。 1.4焊接电流:根据焊件厚度、焊接层次、焊条型号、直径、焊工熟练程度等因素,选择适宜的 焊接电流。 1.5引弧:角焊缝起落弧点应在焊缝端部,宜大于10mm,不应随便打弧,打火引弧后应立即将 焊条从焊缝区拉开,使焊条与构件间保持2~4mm间隙产生电弧。对接焊缝及对接和角接组合 焊缝,在焊缝两端设引弧板和引出板,必须在引弧板上引弧后再焊到焊缝区,中途接头则应在 焊缝接头前方15~20mm处打火引弧,将焊件预热后再将焊条退回到焊缝起始处,把熔池填 满到要求的
格式:pdf
大小:15KB
页数:3P
人气:91
4.6
焊接,就是通过加热、加压或两者并用,用(或不用)填充材料,使焊件达到原子结合的一种加工方法。 下面介绍三种焊接方式:手工电弧焊、气焊、手工氩弧焊。 一、手工电弧焊 手工电弧焊的焊接过程是从引弧开始的,引弧方法有擦划法引弧和直击法引弧。擦划法引弧是先将焊条前 端对准焊件,然后将手腕扭转,使焊条在焊件表面轻微划一下,焊条提起2-4mm,即在空气中产生电弧, 后将电弧长度保持在焊条直径允许的范围。而直击法引弧是将手腕下弯,焊条轻微碰一下焊件。当电弧引 燃后,焊条可有三个运动轨迹: 一是朝熔池方向的运动:焊条沿焊条轴方向前进,其送进速度等于焊条的熔化速度,电弧长度应保持在2-4mm 的范围内不变。要注意,送进速度比熔化速度慢或快,焊接都会中止。 二是沿焊接方向移动。 三是横向摆动。正常的焊缝宽度一般是焊条直径的2.5-3倍。 两种基本的运条方法: 直线形运条法:焊接时保持一定的电弧长
格式:pdf
大小:26KB
页数:3P
人气:91
4.8
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具:
格式:pdf
大小:14KB
页数:3P
人气:91
4.7
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具:
文辑创建者
我要分享 >
职位:暖通专业审图师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐