水工钢结构件热喷涂锌不锈钢阶梯涂层工艺及应用
2025-01-17
介绍了热喷涂锌 不锈钢阶梯涂层的施工工艺及工程应用情况。与单独喷锌或喷不锈钢试样进行了水下对比试验 ,结果表明 ,喷涂阶梯涂层试样水下耐蚀和抗破坏效果显著。因防护期长 ,所以周期单位造价低。认为这种复合喷涂层有良好的应用前景

 水工钢结构的热喷涂防腐技术
水工钢结构的热喷涂防腐技术 简要介绍了水工钢结构件的喷锌原理、喷射设备、喷锌工艺、影响涂层的质量因素以及在喷涂操作中应注意的问题.
热喷涂锌防腐工艺是较老的钢结构防腐施工技术,但只要实行优质高效的质量检验、成本管理,就能使老工艺焕发新生。本文先对工艺进行了简介,并结合二河闸闸门防腐施工的实践,进行了详细叙述说明。
编辑推荐下载
格式:pdf
大小:437KB
页数:7P
人气:61
 4.5
4.5
文章编号:100123849(2002)0620015207 ① 热镀锌的钢结构件制造要点 杨变英 编译 (航天科技集团长治清华机械厂技术开发中心,山西长治 046012) 摘要:指出需热镀锌的钢结构件制造时应注意的要点。对焊接件、构件形状、铸件、螺栓连接构件、钢 材的成分、不同材料的组合件、局部不需镀锌件、冷加工件、构件的变形、镀锌前后机械强度的变化 及镀锌后钢结构件的处理等制造过程所遇到的金属工艺问题和解决途径给予说明。 关 键 词:热镀锌;钢结构件;金属工艺 中图分类号:tq153115 文献标识码:b keypointsforhotgalvanizedsteelstructuralpartsproduction translatedandcompiled
热门文档 水工钢结构件热喷涂锌不锈钢阶梯涂层工艺及应用
格式:pdf
大小:179KB
页数:未知
人气:61
4.5
爱知制钢的不锈钢结构件的技术工程 爱知制钢在生产不锈钢棒、型钢、盘条等不锈钢长材的基础上,也致力于结构件的设计协助、工厂制造、现场施工等“不锈钢结构件的技术工程”,不锈钢用于建筑材料属于昂贵的材料,采用时要尽可能控制生产成本。
格式:pdf
大小:179KB
页数:未知
人气:61
4.6
爱知制钢的不锈钢结构件的技术工程 爱知制钢在生产不锈钢棒、型钢、盘条等不锈钢长材的基础上,也致力于结构件的设计协助、工厂制造、现场施工等“不锈钢结构件的技术工程”,不锈钢用于建筑材料属于昂贵的材料,采用时要尽可能控制生产成本。
格式:pdf
大小:92KB
页数:8P
人气:61
4.4
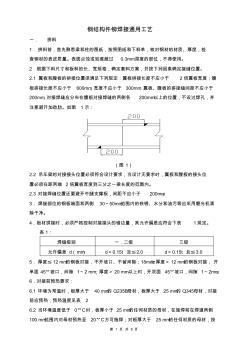
第1页共8页 钢结构件铆焊接通用工艺 一.拼料 1.拼料前,首先熟悉梁和柱的图纸,按照图纸和下料单,核对钢材的材质、厚度,检 查钢材的表皮质量。表面点蚀或划痕超过0.3mm深度的部位,不得使用。 2.根据下料尺寸和板料的长、宽规格,确定套料方案,并按下列因素确定接缝位置。 2.1翼板和腹板的拼接位置须满足下列规定:翼板拼接长度不应小于2倍翼板宽度;腹 板拼接长度不应小于600mm,宽度不应小于300mm;翼板、腹板的拼接缝间距不应小于 200mm;对接焊缝应分布在腹板对接焊缝的两侧各200mm以上的位置,不设过焊孔,并 注意避开加劲肋。如图1示: (图1) 2.2吊车梁的对接接头位置必须符合设计要求,当设计无要求时,翼板和腹板的接头位 置必须在距两端2倍翼板宽度到三分之一梁长度的范围内。 2.3对接焊缝位置还要避开牛腿支撑板,间距不应小于200mm。 3
格式:pdf
大小:111KB
页数:3P
人气:61
4.7
对不锈钢及其复合板用于水工钢结构的探讨 专题分析了水工钢结构中使用不锈钢及其复合板的盲目性和危害性;根据不锈钢的种类,指出水利工程的总体设计可采用的不锈钢类型及选用原则。
格式:pdf
大小:1.5MB
页数:10P
人气:61
4.4
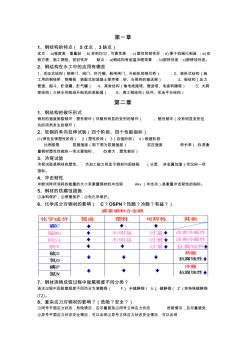
第一章 1、钢结构的特点(5优点,3缺点) 优点:a)强度高,重量轻;b)材料均匀,可靠性高;c)塑性和韧性好;d)便于机械化制造;e)安 装方便,施工期短、密封性好缺点:a)钢结构有低温冷脆现象;b)耐热性差;c)耐锈蚀性差。 2、钢结构在水工中的应用有哪些 1、活动式结构(钢闸门、阀门、拦污栅、船闸闸门、升船机和钢引桥)2、装拆式结构(施 工用的钢栈桥,钢模板,装配式的混凝土搅拌楼,砂、石骨料的输送架)3、板结构(压力 管道、囤斗、贮液罐、贮气罐)4、高耸结构(输电线路塔、微波塔、电视转播塔)5、大跨 度结构(三峡水利枢纽升船机的承船厢)6、海工钢结构(钻井、采油平台结构) 第二章 1、钢结构的破坏形式 钢材的强度断裂破坏:塑性破坏(伴随有明显的变形的破坏)、脆性破坏(没有明显变形征 兆的突然发生的破坏) 2、软钢的单向拉伸试验(四个阶段、
精华文档 水工钢结构件热喷涂锌不锈钢阶梯涂层工艺及应用
格式:pdf
大小:22KB
页数:3P
人气:61
4.5

热喷涂不锈钢施工方案 一、施工前材料、机具和检测仪器的准备工作 1、检验各种原材料是否符合要求。 2、准备3㎜的不锈钢丝。不锈钢丝要圆整、光洁、无油污、无毛孔、无折裂。 3、本工程采用镍铬不锈钢,该类不锈钢是在铬不锈钢的基础上加入一定量的镍。 镍的加入可提高合金钢的标准电极电位,从而提高了合金钢的化学稳定性和耐腐蚀 性。镍铬不锈钢,耐酸性,耐磨性较好,表面光洁度较高,可防结垢。 4、准备足够的一、二级电石,其粒径为10㎜左右
格式:pdf
大小:11KB
页数:2P
人气:61
4.4
热喷涂金属阶梯涂层工艺流程及喷涂效果 1、钢结构表面处理:热喷涂金属阶梯涂层防腐工艺的除锈打糙和 喷锌、喷不锈钢涂层一样,首先由空压机提供喷砂动力。在压缩空气的 作用下,将经过筛选的带有棱角的石英砂经过砂桶、胶管砂气混合 后,高速冲击工件表面,除去了基体表面的锈等氧化物达到使基体表面 凹凸不平的目的。 2、热喷涂锌:主要设备有:压缩空气系统,氧气、乙炔系统,金 属气喷枪及胶管等设备。其原理是:以喷枪中的压缩空气为原动力,在 驱动装置推动下,锌丝通过喷嘴,在氧-乙炔焰的加热下,成为熔融 体,借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护 层。由于喷砂后的基体表面凹凸不平散热收缩后的金属涂层能牢固地 附在工件表面。 3、喷涂不锈钢:主要设备同喷锌,但金属气喷枪应选用中速枪, 一般在高速枪基础上改进,更换部分零配件即可使用。工作原理同上, 只是锌、不锈钢两者熔点
格式:pdf
大小:116KB
页数:1P
人气:61
4.3
热浸镀锌大型天线钢结构件的应用研究 热浸镀锌为大型天线的防腐蚀提供了解决方法,本文探讨了天线热浸镀锌存在的问题,并从修改天线结构形式等方面提出了改进的方案,实现了大型天线的热浸镀锌。
格式:pdf
大小:347KB
页数:未知
人气:61
4.4
热喷涂不锈钢技术在凝水罐防腐中的应用 本文对万吨/年顺酐装置饱和蒸汽凝水罐采用不锈钢喷涂防腐技术进行讨论,该技术解决了对产品的污染问题;降低了设备的制造费用;延长了设备的使用周期。
格式:pdf
大小:398KB
页数:2P
人气:61
4.3
钢结构件热浸镀锌的余热利用 叙述了钢结构件热浸镀锌生产线余热利用的装置及利用情况,指出,其节能效果显著,可在各生产厂家推广。
最新文档 水工钢结构件热喷涂锌不锈钢阶梯涂层工艺及应用
格式:pdf
大小:27KB
页数:1P
人气:61
4.4
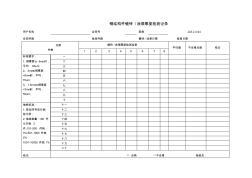
钢结构件镀锌/涂漆厚度检测记录 用户名称合同号规格jl8.2.4-04 合同件数检测件数镀锌/涂漆日期检测日期 点数 件数 镀锌/涂漆厚度检测结果 平均值不合格点数结论 12345678 标准要求:一 1、钢厚度≥6mm时, 平均:85um; 2、3mm≤钢厚度 <6mm时,平均: 70um; 3、1.5mm≤钢厚度 <3mm时,平均: 55um; 二 三 四 五 六 七 八 九 十 抽样标准:十一 1.按合同号进行抽 检记录; 2.抽检数量:100件 以内检3 件;101-500件检 3%;501-1000件抽 2% 1001-10000件抽1% 十二 十三 十四 十五 十六 十七 十八 十九 二十 结论□合格□不合格检验员:
格式:pdf
大小:64KB
页数:7P
人气:61
4.3
钢结构件检验规范 1目的 通过对钢结构件的检验确保确保本公司生产的产品质量和安全 性能要求。 2范围 适用于本公司生产用的所有钢结构件的检验。 3检验规范 3.1零件下料 3.1.1钢材的平面度,直线度超差影响下料精度时,应进行预矫正。 3.1.2型钢、钢板下的零件,切割后未注公差尺寸的极限偏差应符合 表1中的规定。 表1单位:mm 零件厚度 基本尺寸 =10>10-20>20-30 =1000±1.5±2.0±2.5 >1000-2500±2.0±2.5±3.0 >2500-4000±2.5±3.0±3.5 >4000±3.0±3.5±4.0 3.1.3气割下料的零件,切口应光滑平整。切割面与表面垂直度应不 大于零件厚度的5%,且不得>2mm。 3.1.4气割下料
格式:pdf
大小:23KB
页数:1P
人气:61
4.5

英语名称中文名称其他代号备注 b板 wb屋面板 tb楼梯板 gb沟盖板盖板 yb檐口板挡雨板 db吊车走道板 qb墙板 tgb天沟板 l梁 wl屋面梁 dl吊车梁 ddl单轨吊车梁 cd车档 jl基础梁 tl楼梯梁 kl框架梁 kzl框支梁 wkl屋面框架梁 lt檩条 wj屋架 tj托架 cj天窗架 kj框架 gj钢架 zj支架 z柱 kz框架柱 ll连系梁 zc柱间支撑 cc垂直支撑 sc水平支撑 m预埋件 t梯 yp雨棚 yt阳台 ld梁垫 dg地沟 ct承台 sj设备基础 j基础 g钢筋骨架 zh桩 钢构件符号
格式:pdf
大小:31KB
页数:3P
人气:61
4.5
钢结构件热镀锌表面质量的控制 钢铁研究总院结构材料研究所(北京100081)江社明王向东高令远刘邦津 [摘要]钢结构件热镀锌是一种长效的防腐蚀方法,它的表面质量极其重要。用溶剂法分批式热浸镀,镀件表面质量 受钢件基体状况、热镀锌工艺、操作因素等影响。为此,分析了影响钢结构件镀锌层表面质量的因素,列出了其控制方法。 [关键词]热镀锌;钢结构件;表面质量控制 [中图分类号]tg174.443[文献标识码]b[文章编号]1001-1560(2000)09-0044-02 [收稿日期]2000-03-08 1前言 钢结构件采用热镀锌层防腐蚀,使用寿命长,且基本不用维 护,因而其应用越来越广泛。目前,广播电视塔、输电铁架、城市 交通标识杆、高速公路护栏、钢结构桥梁、矿井支架等均大量使用 热镀锌钢结构件。尽管
格式:pdf
大小:144KB
页数:12P
人气:61
4.3

习题3-1 解:由表3-1查得175 w tfn/mm2,计算长度500wlmm 对接直焊缝的承载力为 w twwwftln =500×20×175=1750n/mm2 若采用斜焊缝则,由表2-4查得205tfn/mm2 对接斜焊缝的承载力为twwfltn =500×20×205=2050n/mm2 此时斜焊缝的 7.585 17520 2050 w tw w w ft n l mm 按规范规定采用1.5:1可达到等强度要求,不必进行验算。 习题3-2 解:(1)计算外力 对接截面承受剪力v﹦f﹦180kn 弯矩m﹦180×200﹦36×106n?mm (2)计算截面几何特征值 1010300wa=2900mm2 2 3 23 15021129010 12 1030010 2 109910190 12
格式:pdf
大小:7KB
页数:1P
人气:61
4.4
名词解释 1、塑性破坏:钢材在常温和静力荷载作用下,当其应力达到抗拉强度fu后,产生很大的塑 性变形而断裂,称为塑性破坏。 2、脆性破坏:当钢材承受动力荷载(包括冲击荷载和振动荷载)或处于同号复杂应力、低 温等情况下,常发生脆性断裂的应力值常低于钢材的屈服强度fy的低应力脆性破坏。 3、焊接变形:焊接构件在未受荷载时,由于施焊的电弧高温作用而引起的变形称为焊接变 形。 4、焊接应力:焊接构件在未受荷载时,由于施焊的电弧高温作用而引起的应力称为焊接应 力。 5、整体失稳:钢梁常采用工字形或槽钢等开口薄壁截面,其侧向抗拉刚度和抗扭刚度,相 对而言,都要比粗大的钢筋混凝土梁低,常可能在弯应力尚未达到屈服强度之前,就发生侧 向弯扭屈曲,通常称为整体失稳。 6、实腹柱:通常是由型钢或钢板组合而成。 7、格构柱:通常采用两个槽钢或工字钢作为柱的单肢。 8、钢桁架:是一种刚度较
格式:pdf
大小:11KB
页数:5P
人气:61
4.8

40、闸门中主梁设计特点主要包括下列ac a、部分面板可以兼做主梁的上翼缘 b、不需要验算整体稳定性 c、不需要验算局部稳定性 d、不需要验算扰度 39、桁架体系中支撑的作用主要有acd a、保证桁架体系的空间几何稳定性 b、增加受压弦杆在桁架平面外的计算长度 c、减少受压弦杆在桁架平面外的计算长度 d、提高结构的侧向抗弯刚度和抗扭刚度 e、降低结构的侧向抗弯刚度和抗扭刚度 38、在进行轴心受压格构柱截面选择时,下列说法正确的是bc a、按照虚轴x的稳定性选择单肢的型钢截面 b、按照实轴y轴的稳定性选择单肢的型钢截面 c、按照等稳定条件λ0x=λy确定两单肢的间距 d、按照等稳定条件确定两单肢的间距 e、按照等强度条件确定两单肢的间距 37、按照规定被确认为承重钢材有三项机械性能指标是必须具有的,下列哪几项指标属于 三项中的bcd a、比例极限b、屈服强度 c
格式:pdf
大小:671KB
页数:2P
人气:61
4.8
喷锌涂装防腐技术在水工钢结构中的应用 1概况东台市方塘河闸位于东部沿海,钢闸门经多年的运行,其表面喷锌涂层及封闭涂料与面漆均已氧化,闸门面板、梁系、行走支承系统严重锈剥,闸门止水老化漏水严重。为确保工程安全运行,2006年汛后实施闸门重行喷锌防腐工程,计实施通航孔防腐面积为347m2,4个泄水孔防腐面积合计885m2,总计防腐面积为1232m2。
格式:pdf
大小:156KB
页数:7P
人气:61
4.6

中铁电气化局集团电气化公司器材厂页码1/7 文件名称钢结构件加工工艺规范版次第一版 文件号码ee/qb05-2005制作部门技术部管制分类管制 1本标准适用范围 本规范适用于电气化铁道接触网钢柱(钢管型、h型)、硬横梁、支架、接腿、底座和输电线路铁塔、钢 管杆、电缆支架、避雷针、爬梯等(简称钢结构件)。 2引用标准(下列标准引用最新版本) tb/t2921电气化铁道接触网钢柱 gb10852钢结构焊缝外型尺寸 gb5117碳钢焊条 tb/t2920电气化铁道接触网硬横跨技术条件 gb2694输电线路铁塔制造技术条件 gb/t699优质碳素结构钢 dl/t646输电线路钢管杆制造技术条件 sy/t5037普通流体输送管道用螺旋缝埋弧焊钢管 gb50205钢结构施工及验收规范 gbj81建筑钢结构焊接规范 gb/t8612结构用无缝钢管 gb
格式:pdf
大小:412KB
页数:3P
人气:61
4.7
水工钢结构喷锌防腐技术及质量控制 水工钢结构经常受到外部介质的化学作用或电化作用,从而使钢结构快速而大面积发生锈蚀。本文总结并采用了运用于水工钢结构喷锌防腐技术、工艺及质量控制措施,使防腐工作达到了预期的效果。
文辑创建者
我要分享 >
职位:水工结构工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐