三级钢筋电渣压力焊焊接品质的影响因素
2024-05-19

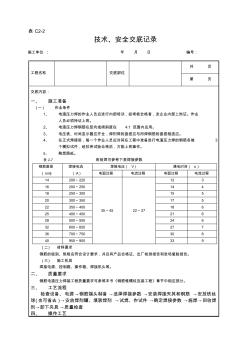
本表由施工单位填写,交底单位与接受交底单位各存一份。 技术交底记录(表式c2-2-1)编号 t3-1 工程名称北京铁路局1#住宅楼工程施工单位铁建一处第四项目部 交底提要:钢筋电渣压力焊连接技术交底 交底内容: 一、工程概况 北京铁路局1#住宅楼暗柱主筋采用电渣压力焊连接,主要钢筋规格有φ14、 φ16、φ18、φ22。 二、施工准备 1、机具:焊接电源、控制箱、焊机、焊接夹具、焊剂盒、扫帚、小锤、氧气、 乙炔等。 2、钢筋:钢筋规格、质量、复试报告符合设计规范要求,下料长度准确。 3、焊剂:焊剂要有出厂合格证,性能满足规范要求,并存放在干燥的地点, 使用前应经250℃-300℃高温烘焙2小时。 4、焊接电源:宜采用次级空载电压较高,750以上的交流或直流,容量为 400-500a的焊接电源。 三、作业条件 1、焊工必须持有有效的特殊工种操作证。 2、设备符
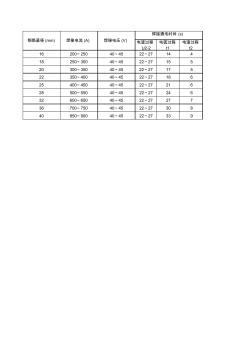
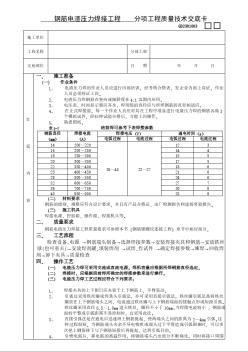
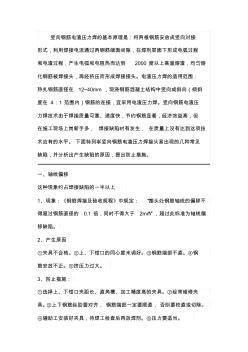
电渣过程 u2-2 电弧过程 t1 电渣过程 t2 16200~25040~4522~27144 18250~30040~4522~27155 20300~35040~4522~27175 22350~40040~4522~27186 25400~45040~4522~27216 28500~55040~4522~27246 32600~65040~4522~27277 36700~75040~4522~27308 40850~90040~4522~27339 焊接通电时间(s) 钢筋直径(mm)焊接电流(a)焊接电压(v)
编辑推荐下载
格式:pdf
大小:17KB
页数:1P
人气:79
 4.8
4.8
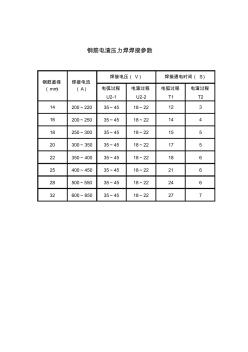
钢筋电渣压力焊焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)焊接通电时间(s) 电弧过程 u2-1 电渣过程 u2-2 电弧过程 t1 电渣过程 t2 14200~22035~4518~22123 16200~25035~4518~22144 18250~30035~4518~22155 20300~35035~4518~22175 22350~40035~4518~22186 25400~45035~4518~22216 28500~55035~4518~22246 32600~65035~4518~22277
格式:pdf
大小:30KB
页数:2P
人气:79
4.8
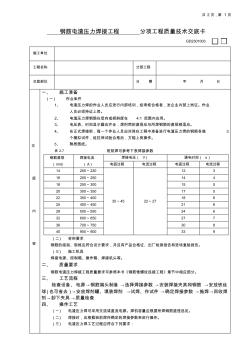
共2页,第1页 钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称分部工程 交底部位日期年月日 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 1
热门文档 三级钢筋电渣压力焊焊接品质的影响因素
格式:pdf
大小:34KB
页数:2P
人气:79
4.5
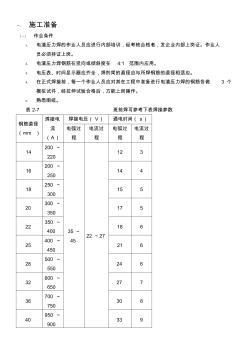
一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业人 员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3个 模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电 流 (a) 焊接电压(v)通电时间(s) 电弧过 程 电流过 程 电弧过 程 电流过 程 14 200~ 220 35~ 45 22~27 123 16 200~ 250 144 18 250~ 300 155 20 300~ 350 175 22 35
格式:pdf
大小:31KB
页数:2P
人气:79
4.6
表c2-2 技术、安全交底记录 施工单位:年月日编号: 工程名称交底部位 共页 第页 交底内容: 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 123 16200~
格式:pdf
大小:765KB
页数:4P
人气:79
4.3
 钢筋电渣压力焊接施工
钢筋电渣压力焊接施工 钢筋电渣压力焊是将两钢筋安放成竖向对接形式,利用焊接电流通过两钢筋端面间隙,在焊剂层下形成电弧过程和电渣过程,产生电弧热和电阻热,熔化钢筋,加压完成的一种压焊方法。本方法具有工艺简单,容易掌握,工作条件好,工资高,焊接速度快,质量可靠,节省钢材,费用较低等优点。但瞬时电流较大,需较大容量的变压器设备。
格式:doc
大小:80KB
页数:3P
人气:79
4.7

钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称 分部工程 交底部位 日期 年月日 交 底 内 容 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、
格式:pdf
大小:30KB
页数:2P
人气:79
4.3
共2页,第1页 钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称分部工程 交底部位日期年月日 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27
精华文档 三级钢筋电渣压力焊焊接品质的影响因素
格式:pdf
大小:10KB
页数:4P
人气:79
4.5
钢筋工程有关施工交底内容 一、通则: 1、钢筋的制作及安装应严格按照设计图纸和有关变更通知书进行下料、制作 和绑扎。 2、钢筋工程要严格按照国家相应标准和行业规范进行施工;严格按照《工程 建设标准强制性条文》进行施工。 3、严禁钢筋承包班组以次充优、以长充短、以小充大和以疏充密;不得进行 偷工减料等有损职业道德的丑行。 4、钢筋的级别和规格需作变更时,应征得设计人员的同意并办理设计变更正 式手续。 5、钢筋采购进场应有出厂合格证;并应在监理工程师见证下,按规定数量随 机抽样送有资质的检测中心检验,其结果符合质量标准后方可使 用。 6、钢筋采购进场卸车时要用木方垫好,按照规格,堆放整齐,作好料牌。 7、所有钢筋应平直、无损伤,表面不得有裂纹、油污、颗粒状或片状老锈。 8、钢筋的规格、尺寸、接头位置、接头面积百分率、搭接长度、搭接距离、 锚固长度必须符合图纸及规范要求。 9
格式:pdf
大小:51KB
页数:9P
人气:79
4.5
竖向钢筋电渣压力焊的基本原理是:将两根钢筋安放成竖向对接 形式,利用焊接电流通过两钢筋端面间隙,在焊剂层面下形成电弧过程 和电渣过程,产生电弧和电阻热而达到2000度以上高温熔渣,均匀熔 化钢筋被焊接头,再经挤压而形成焊接接头。电渣压力焊的适用范围: 热扎钢筋直径在12~40mm,现浇钢筋混凝土结构中竖向或斜向(倾斜 度在4:1范围内)钢筋的连接,宜采用电渣压力焊。竖向钢筋电渣压 力焊技术由于焊接质量可靠、速度快,节约钢筋显著,经济效益高,但 在施工现场上岗新手多,焊接缺陷时有发生,在质量上没有达到这项技 术应有的水平。下面特列举竖向钢筋电渣压力焊接头易出现的几种常见 缺陷,并分析出产生缺陷的原因,提出防止措施。 一、轴线偏移 这种现象约占焊接缺陷的一半以上 1、现象:《钢筋焊接及验收规程》中规定:“接头处钢筋轴线的偏移不 得超过钢筋直径的0.1倍,同时不得大于2
格式:pdf
大小:252KB
页数:27P
人气:79
4.7
三○九医院退休干部住宅楼工程钢筋施工方案 目录 1、编制依据-----------------------------------------------------------------1 2、工程概况-----------------------------------------------------------------1 3、施工部署-----------------------------------------------------------------2 4、施工准备-----------------------------------------------------------------3 5、施工方法及技术要求--------------------------------------------------6 6、质量保证措施-
格式:pdf
大小:5KB
页数:2P
人气:79
4.6
钢筋电渣压力焊协议书 甲方:----------------------------------------------------- 乙方:----------------------------------------------------- 工程名称:-------------------------------------------------- 一、承包范围:电渣压力焊 二、单价:14—22钢筋,每个接头----元; 三、工期:每一层-----天,如需夜里加班必须要加。 四、质量要求:达验收合格通过。如果无法一次验收通 过,所拖延时间按每天三个班次计算延误时间,即上午、 下午、晚上。延误工期每班次罚款---------元人民币。 五、甲、乙双方应负责任: 1、甲方应负责任 1)、提供所需焊接的各种型号钢筋; 2)、提供足够的电源; 3)、运输设备
格式:pdf
大小:94KB
页数:15P
人气:79
4.7
钢筋电渣压力焊 一、材料要求 钢筋: 钢筋的等级、型号、直径必须符合设计要求,有出厂证明书及复试报告 单。 焊剂: 焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为 hj431,常用的为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250℃~300℃ 烘焙2h。并有烘焙记录。 使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 焊剂应有出厂合格证。 二、主要机具 手工电渣压力焊设备包括:焊接电源控制箱、焊接夹具、焊剂罐等。 焊接电源。钢筋电渣压力焊采用次级空载电压较高(tsv以上)的交流焊接 电源(一般32mm直径及以下的钢筋焊接时,采用容量为600a的焊接电源)。 当焊机容量较小时,也可以采用较小容量的同型号,同性能的两台焊机并联 使用。 无齿锯切割机:用于切割钢筋。 三、作业条件 焊工必须持
最新文档 三级钢筋电渣压力焊焊接品质的影响因素
格式:pdf
大小:54KB
页数:4P
人气:79
4.4
技术交底记录 鲁jj-005- 工程名称金雀新城a2-6#楼施工单位江苏省苏中建设 交底部位主体地下室外墙、框柱工序名称钢筋电渣压力焊连接 交底摘要:施工准备、施工工艺等 交底内容: 本工程主体墙柱筋采用电渣压力焊,钢筋为三级钢16(框柱)、三级钢14(地 下室外墙)。 1、施工准备: (1)材料及主要机具 1)钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告。 2)焊剂: a、焊剂采用hj431焊剂。 b、焊剂应存放在干燥的库房内,防止受潮。 c、使用中回收的焊剂,应出去熔渣和杂物,并应与新焊剂混合均匀后使用。 d、焊剂应有出厂合格证。 3)主要机具: a、手动电渣压力焊设备包括:焊接电源、控制箱、焊接夹具、焊剂罐等。 b、自动电渣压力焊设备(应优先采用)包括:焊接电源、控制箱
格式:pdf
大小:27KB
页数:2P
人气:79
4.5
技术交底记录(表式c2-2-1) 编号 tj-- 12 工程名称分项工程名称钢筋电渣压力焊 施工单位交底日期 交底内容: (一)作业条件: 1、钢筋在焊接前清理干净。 2、夹具、焊剂盒、石棉布、个人劳保用品、准备齐全。 3、工人经过培训考试合格后持证上岗。 4、对进场钢筋和钢筋接头进行工艺评定。 5、检查钢筋是否顺直,段口无马蹄形或弯头现象。 6、大风、雨、雪天气禁止焊接。 7、气温低于-20度禁止焊接。 (二)操作工艺 1、工艺流程 夹牢钢筋→安放焊剂盒→用石棉布塞封焊剂盒下口→装满焊剂→引弧→ 顶压。 2、固定钢筋,必须将钢筋扶直,保持上下钢筋同心。 3、填装焊剂均匀石棉布塞封密实。 (三)质量要求 1、外观检查要求: (1)接头焊包均匀,焊接接头,突出部分高出钢筋表面不小于4mm,钢筋 表面无烧伤。 (2)接头处轴线偏移不大于2mm。 (3)接头弯折不大
格式:pdf
大小:32KB
页数:6P
人气:79
4.6
天水昌盛食品有限公司生产车间工程 钢筋电渣压力焊、搭接焊作业指导书 一、工程结构概况 基础结构:工程基础采用人工成孔干作业灌注桩基础,桩 的安全等级为一级. 上部结构:该工程为地上一层,建筑高度为10.50米,建筑 结构形式为混合结构.建筑面积为1482.25米. 本工程框架抗震等级为二级,抗震设防烈度为8度.钢筋混 凝土结构环境类别及耐久性的基本要求:基础为二类a,上部为 一类. (一)、材料要求 1、基础结构材料: 基础材料:桩混凝土强度等级为c25;基础梁、框架柱为c30; 其余部位混凝土强度等级均为c25.钢筋为ⅱ级。 本工程钢筋焊接部位为梁柱内的受力钢筋,柱内竖向钢筋采 用电渣压力焊,梁内纵向受力钢筋采用搭接焊。 二、技术质量要求 1、钢筋焊接材料 所有进场钢筋及焊条,要及时进行规格、品种、质量数量验 收,首先应有出厂合格证和检验报告,并经复试合格后
格式:pdf
大小:44KB
页数:2P
人气:79
4.8
技术交底记录 工程名称 长垣县产业集聚区标准化厂房生活区 服务用房1#、2#楼 交底部位主体框架柱 工程编号hbxx-43-01、hbxx-43-02日期2014.06.19 钢筋电渣压力焊工程 交底内容: 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证,作业人员必 须持证上岗。 2、在正式焊接前,应做试件,经试验合格后,方能操作。 班前焊可参考下表焊接参数 钢筋直径(㎜)焊接电流(a) 焊接电压(v)通电时间(s) 电弧过程电渣过程电弧过程电渣过程 14200~220 35~4522~27 123 16200~250144 18250~300155 220300~350175 22350~400186 25400~450216 28500~55024
格式:pdf
大小:59KB
页数:2P
人气:79
4.4
钢筋电渣压力焊取样要求 按照钢筋焊接及验收规范jgj18-96的规定,每三百个接头为一个检验批,每个检验批 为六个焊接样品。焊接样品的成品长度最好为三根四十公分的,三根六十公分的,这样在检 测中心会省去很多的麻烦。 质量标准: 1钢筋的品种和质量,必须符合设计要求和有关标准的规定。 注:进口钢筋需先经过化学成分检验和焊接试验,符合有关规定后方可焊接。 检验方法:检查出厂质量证明书和试验报告单。 2钢筋的规格,焊接接头的位置,同一区段内有接头钢筋面积的百分比, 必须符合设计要求和施工规范的规定。 检验方法:观察或尺量检查。 3电渣压力焊接头的力学性能检验必须合格。 力学性能检验时,从每批接头中随机切取3个接头作拉伸试验。 3.1在一般构筑物中,以300个同钢筋级别接头作为一批。 3.2在现浇钢筋混凝土多层结构中
格式:pdf
大小:30KB
页数:2P
人气:79
4.7
表c2—2 技术、安全交底记录 施工单位:200×年××月××日编号:200×00× 工程名称××工程交底部位钢筋电渣压力焊 共2页 第1页 交底内容: 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 班前焊可参考下表焊接参数表2-7 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 123 16
格式:pdf
大小:351KB
页数:2P
人气:79
4.8
HRB400级钢筋电渣压力焊试验研究 通过对hrb400级钢筋电渣压力焊的试验研究,制定了必要的质量检查和验收细则,为该新型建筑钢材的进一步推广应用,创造了有利条件。
格式:pdf
大小:22KB
页数:2P
人气:79
4.7
竖向钢筋电渣压力焊连接技术 1、机具设备与焊剂选择 ⑴电渣压力焊的焊接设备包括:焊接电源、焊接机头、控制箱、焊剂填装盒,根据该 工程的钢筋接头工作量和施工流程,机具设备的配备如下: 1)焊接电源与控制箱:采用一般的bx3-500-2型交流弧焊剂2台,其工作电流60-650a, 每台焊机通过控制箱供多个焊接机头交替使用。电缆线与机头的连接采用插接式,以获得 较高的工作效率。 2)焊接机头:即钢筋埋弧对焊机,是实现竖向钢筋电渣压力焊接并取得优质接头的 关键机具,其应具备小巧、轻便、钢筋易于对中等特点。该工程造用2台mh—36—ii型钢 筋埋弧对焊机,其焊接电流为200-650a。由于该机头采用双柱式丝杆传动结构,使得上钢 筋易于定位,卡装钢筋后无需调整对中,焊接后通过特制的焊把钳直接加在钢筋上,避免 损伤机具。 3)焊剂填装盒:焊剂盒共16只,与所焊钢筋规格相适应,其外形呈圆柱
格式:pdf
大小:75KB
页数:3P
人气:79
4.5
钢筋电渣压力焊的焊接缺陷及质量控制 电渣压力焊具有很好的经济性,在竖向钢筋连接中得到广泛的应用。总结了电渣压力焊的质量缺陷及成因,并从施工准备、工序质量控制、质量验收等环节入手,对如何进行电渣压力焊的质量控制进行了阐述。
格式:pdf
大小:96KB
页数:6P
人气:79
4.5

见证取样、送检记录(钢筋焊接) 质控(建)表4.1.4.8共页第页 工程名称泉州源龙工贸有限公司3#厂房施工单位 泉州市第一建 筑工程公司 见证材料 类别 钢筋焊接 检测 单位 区质检站 见证单位福建泉州工程咨询监理公司见证员黄庆贤见证证号04197 发证 单位 泉州市建设局 取样日期取样部位取样数量取样人签名见证人签名送检日期数量收到报告日期报告编号 2006.08.21底层柱筋电渣压力焊(φ22)3根2006.08.21/3根2006.08.23rz30600446 2006.08.21底层柱筋电渣压力焊(φ25)3根2006.08.21/3根2006.08.23rz30600446 2006.08.23底层柱筋电渣压力焊(φ20)6根2006.08.24/6根2006.08.25rz
文辑创建者
我要分享 >
职位:驻场安全员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐