水轮发电机顶盖不锈钢带极宽带埋弧堆焊
2025-04-01
采用H134焊带和SJ315烧结焊剂对ZG20SiMn材料水轮发电机组顶盖进行了带极宽带埋弧堆焊。结果表明:采用H134焊带和SJ315烧结焊剂,预热温度为100℃、道间温度控制在100℃内的工艺堆焊水轮发电机组顶盖,可获得熔合良好、无缺陷的堆焊层;堆焊层的硬度为HRC45,堆焊层的组织为板条状马氏体组织,保证了耐磨蚀和耐腐蚀的要求。

 不锈钢带极埋弧堆焊焊材选择和焊接缺陷的防止
不锈钢带极埋弧堆焊焊材选择和焊接缺陷的防止 就不锈钢带极埋弧堆焊的工艺特点、焊材选用和常见焊接缺陷进行了分析,提出焊接缺陷的的预防措施,取得了良好的应用效果。
co py 南京化学工业有限公司化工机械厂标准 通用工艺规程q/nh04/j0601.18-1999 第18部分不锈钢带极堆焊 南京化学工业有限公司化工机械厂1999-12-30批准2000-01-01实施 69 1范围 本标准规定了不锈钢带极堆焊的基本要求. 本标准适用于钢制压力容器及元件的不锈钢带极堆焊 2引用标准 下列标准所包含的条文通过在本标准中引用而构成为本标准的条文在标准出版时所示版本均 为有效所有标准都会被修订使用本标准的各方应探讨使用下列标准最新版本的可能性 jb4708-92钢制压力容器焊接工艺评定 zbg93008-88尿素高压设备堆焊工艺评定和焊工技能评定 cwcec8-a11s-95尿素高压设备埋弧和手工堆焊工艺评定 3焊接材料 3.1
编辑推荐下载
格式:pdf
大小:243KB
页数:3P
人气:72
 4.6
4.6

目前,我国大型水电站的顶盖密封多采用"o形圈+挡圈"的密封结构形式。从三峡、向家坝等电站的水轮发电机组的运行情况来看,这种型式的密封无法满足使用要求,有些甚至存在较严重的漏水现象,给机组的安全运行带来了一定的隐患。利用创新的结构设计和合理的材料搭配,采用y形圈+心形补偿圈的组合结构,形成多道密封。经实用验证,该密封是能够解决水轮发电机组顶盖密封失效问题的一种可靠密封。
格式:pdf
大小:1.3MB
页数:9P
人气:72
4.7
1/9 水轮发电机 一、水轮发电机的主要作用 将水轮机旋转的机械能最终转换成电能,其结构与性能的好坏对电站的安全、稳定、 高效运行起着致关重要的作用。 二、水轮发电机的基本工作原理 在结构上水轮发电机是一种凸极式三相同步发电机,其磁极一个个地挂在磁轭外圆 上并突出在外。由于水轮机的转速较低,要发出工频电能,相应的发电机的极数就比较 多,所以做成凸极式在结构工艺上就比较简单。发电机定子铁芯部分开有槽,槽内安放 三个绕组,代表三相定子绕组;定子内部为转子,主要由磁极、励磁绕组和转轴等组成。 将直流电流引进励磁绕组后将会建立磁场(改磁场对转子来说是恒定的),当水轮机拖 动发电机转子旋转时,旋转的转子磁场切割定子铁芯内的导线,在定子绕组中就会产生 三相感应电势,当电枢绕组与外界三相对称负载借同时,定子绕组内将产生交流电流。 三、水轮发电机组的型式 1、按布置方式分:可分为卧式和立
热门文档 水轮发电机顶盖不锈钢带极宽带埋弧堆焊
格式:pdf
大小:1.0MB
页数:3P
人气:72
4.7
为更好地利用水力资源,提高发电厂的经济效益,水轮发电机增容改造事宜提上日程。本文介绍了水轮发电机增容改造原因、途径以及增容改造的优点。通过增容改造,可降低水轮发电机事故率,提升电机经济效益。
格式:pdf
大小:844KB
页数:4P
人气:72
4.5
混合励磁水轮发电机效益分析 针对现有小型电励磁水轮同步发电机效率低,而永磁水轮发电机并网困难等问题,提出一种适用于小型水电站的混合励磁水轮发电机.阐述了该混合励磁水轮发电机的基本结构和工作原理,以一台300kw电励磁水轮发电机为基准,采用磁路法计算了混合励磁水轮发电机各部分磁路的磁密以及主要材料的用量等结果.通过与电励磁水轮发电机进行比较,分析了混合励磁水轮发电机产生的经济效益和环境效益.该混合励磁水轮发电机具有较高的运行效率和较宽的气隙磁场调节能力,完全可以满足并网要求,同时也带来可观的经济和环境效益.
格式:pdf
大小:136KB
页数:8P
人气:72
4.3
水轮发电机振动原因分析 黑河塘运行维护项目部马波 摘要:以黑河塘电站2f机组为例,浅析了水轮发电机振动的原因、危害以及 黑河塘水电站2f机组振动变大原因分析及整改建议。 关键字:水轮发电机振动黑河塘电站2f机组 1水轮发电机振动概述 水轮发电机组的振动是以水轮机为原动力,水的能量是激发或维持机组振动 的最根本能源。它既可直接激发并维持机组的振动,也可间接激发或维持机组振 动。从振动的发生的情况看,有的是水轮机本身的水力特性所决定的,有的是由 一些偶然因素作用产生的。发电机是将水轮机的机械能转换为电能的装置,在转 换过程中,由于某些方面如设计、加工、安装或参数配合不当也会引起发电机的 磁振动。从结构上讲,水轮发电机组可以分成两大部分:转动部分和固定、支持 部分。它们中任何一个部件存在机械缺陷时都可能引起机组的振动,而这些缺陷 可能是由设计、加工、安装等任何一
格式:pdf
大小:596KB
页数:3P
人气:72
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:668KB
页数:4P
人气:72
4.5
不锈钢带、精密不锈钢带、进口不锈钢带,不锈钢带分条,不锈 钢带修边 发布人:杭州海铭钢铁发布时间:2013.07.17 不锈钢冷轧带钢在工业上用途非常广泛,正因为需求量大,自 然而然市面上的供应量也不容小觑。国内大大小小的不锈钢卷带压延 厂有上万家,设备不同,技术不同,所产的卷带品质也大不相同,而 客户如何选择就需看你的产品定位如何,最终的用材还得看它的性价 比。 不锈钢带钢有多种材质,常用的有不锈钢201、202、301、304l、 304、305、316l、321、332、334、409、410、420、430、439,硬度有 软态、1/4h、1/2h(半硬)、3/4h、h(全硬),其中304和301钢带 不同状态下标准机械状态(见附表一);厚度0.01-3.0mm,宽度600mm 以下,而最终的成品宽度就需要不锈钢分条纵剪机或者不锈钢超精密 分条纵剪机的二
精华文档 水轮发电机顶盖不锈钢带极宽带埋弧堆焊
格式:pdf
大小:188KB
页数:5P
人气:72
4.6
水轮发电机用不锈钢药芯焊丝E317L-T1的研制 e317l-t1是针对水轮发电机结构用不锈钢及其异种钢焊接的技术和经济指标要求而研制的一种不锈钢药芯焊丝。本文对药芯焊丝的研究技术路线、焊粉配方的设计原则、焊丝的生产工艺等进行了较详细地介绍。通过各项试验及模拟结构的考核表明,e317l-t1药芯焊丝的各项理化性能满足国标要求,焊接工艺性能和抗裂性良好。与原用的药芯焊丝相比,理化性能处于同等水平,焊接工艺性能等指标有所提高,特别是研制的药芯焊丝售价较原药芯焊丝的低10%以上,具有良好的经济效益。
格式:pdf
大小:41KB
页数:9P
人气:72
4.5
1 水轮发电机机械检修工技师复习资料 一、判断题 1、剖视图分为全剖视图,半剖视图和局部剖视图三类。(√) 2、大中容量的转子无轴结构的伞形水轮发电机,常用的吊转子工具为梅花吊具。(×) 3、水轮发电机的推力轴承,承受整个转动部分的质量以及水轮机的轴向推力。(√) 4、检修前,应吊出镜板使镜面朝上放于持平的专用支架上。(√) 5、机组制动装置的作用只是当机组转速下降到本机额定转速的35%时投入制动器,加闸停机。(×) 6、在使用吊环前,应检查螺丝杆部位是否有损伤及弯曲变形现象。(√) 7、如果轴线良好稳定,推力头与镜板也可以不分解,一并吊走。(√) 8、实践证明,混流机水轮机叶片粗糙度、波浪度、尺寸、形状、进出水边厚度是否符合设计要求,对水轮机性 能产生不同程度的影响。(√) 9、分块式导轴承间隙测量前,应将导轴瓦逆油旋转方向推靠紧。(
格式:pdf
大小:346KB
页数:1P
人气:72
4.4

文章介绍了沐若电站水轮发电机的结构设计特点,介绍了机组运行性能。提出了悬式水轮发电机推力轴承采用单波纹弹性油箱支撑新型结构的合理性,总结了发电机设计经验。
格式:pdf
大小:124KB
页数:2P
人气:72
4.7
随着科技的不断进步,水轮发电机组及其辅助设备的制造技术也在不断地进步,特别是水轮机组内自动化元件的技术提升,给水轮发电机组在检修及后期改造包括制定标准提供了科学、合理的依据。本文首先分析了水轮机组几项检修要求,接着列举了渔子溪电站机组检修及改造的实例,来阐述其方法。
格式:pdf
大小:79KB
页数:4P
人气:72
4.3

1 单位工程:乌江银盘水电站机电设备安装(wl/sg029-2008)2010年8月 分部工程名单元工程名 本月工序验收累计工序验收 单元评定 其他 次数合格率次数合格率 1#水轮发电 机组安装 定子组装及 安装 转子组装 尾水排水阀 安装 2#水轮发电 机组安装 尾水排水阀 安装 3#水轮发电 机组安装 尾水排水阀 安装 4#水轮发电 机组安装 尾水排水阀 安装 2 单位工程:乌江银盘水电站机电设备安装(wl/sg029-2008)2010年8月 分部工程名单元工程名 本月工序验收累计工序验收 单元评定 其他 次数合格率次数合格率 3 单位工程:乌江银盘水电站机电设备安装(wl/sg029-2008)2010年8月 分部工程名单元工程名 本月工序验收累计工序验收 单元评定 其他 次数合格率次数合格率 4 金结部分上月完
最新文档 水轮发电机顶盖不锈钢带极宽带埋弧堆焊
格式:pdf
大小:523KB
页数:3P
人气:72
4.7
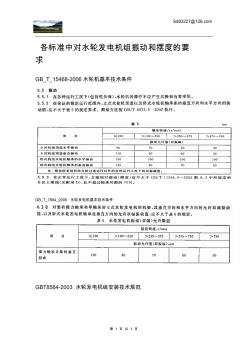
sd83227@126.com 第1页共3页 各标准中对水轮发电机组振动和摆度的要 求 gb_t_15468-2006水轮机基本技术条件 gb_t_7894_2000水轮发电机基本技术条件 gbt8564-2003水轮发电机组安装技术规范 sd83227@126.com 第2页共3页 sd83227@126.com 第3页共3页 gb/t11348..5-2002
格式:pdf
大小:354KB
页数:1P
人气:72
4.4

随着城市化和工业化进程的加快,用电的需求量在逐年的攀升,国家和地方也在积极的筹建大型的发电站,供人们的生产生活使用。大型水轮发电机就是其中一种大型的发电设备,多用于水利工程的投产使用,但是就其冷却方式还有待进一步的研究。本文就大型水轮发电机的冷却方式做了简单的介绍,就其选择冷却的方式和运行的注意要点给予了详细的论述说明。
格式:pdf
大小:377KB
页数:2P
人气:72
4.7
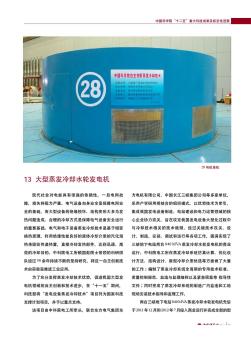
现代社会对电能具有很强的依赖性,一旦电网故障,损失将极为严重。电气设备自身安全是保障电网安全的基础,而大型设备的绝缘损坏、结构变形大多为发热问题造成。合理的冷却方式是保障电气设备安全运行的重要基础。电气和电子装备蒸发冷却技术是基于相变换热原理,利用绝缘性能良好的液体冷却介质的汽化潜热来吸收传递热量,直接冷却发热部件,达到迅速、高
格式:pdf
大小:29KB
页数:3P
人气:72
4.5
卧式水轮发电机安装 10.1轴瓦研刮 10.1.1轴瓦和镜板的检查按9.2.1条和9.2.2条要求进行。制造厂要求在工地研 刮的轴瓦,一般分初刮和精刮两次进行。初刮在转子穿入定子前进行,精刮在转 子中心找正后进行。 10.1.2座式轴承的研刮,应符合下列要求: a)轴瓦与轴颈间的间隙应符合设计要求,两侧的间隙为顶部间隙的一半, 两侧间隙差不应超过间隙值的10%; b)轴瓦下部与轴颈的接触角应符合设计要求,但不超过60°。沿轴瓦长度 应全部均匀接触,在接触角范围内每平方厘米应有1个~3个接触点; c)采用压力油循环润滑系统的轴承,油沟尺寸应符合设计要求,合缝处纵 向油沟两端的封头长度不应小于15mm。 10.1.3推力瓦研刮应符合下列要求: a)推力瓦与推力盘的接触面应达到75%,每平方厘米应有1个~3个接触 点; b)无调节结构的推力瓦,其厚度应
格式:pdf
大小:342KB
页数:2P
人气:72
4.7
锦屏水轮发电机垫块支撑压模设计 文中介绍了锦屏水轮发电机垫块支撑特殊结构的设计难点、压模的设计过程。针对模具的使用要求,提出了合理的工艺加工路线,以及模具的压制和脱模过程。
格式:pdf
大小:1.1MB
页数:未知
人气:72
4.7
不锈钢带极埋弧堆焊技术应用性的研究 对30mm×0.5mm,60mm×0.5mm,90mm×0,5mm焊带的焊接工艺性能及参数进行了试验研究,通过逐步调整焊接参数,分别获得了有缺陷和无缺陷的堆焊层,并结合堆焊层成形照片,分析了焊接参数及操作对堆焊层成形的影响。最终选取最佳参数,堆焊出厚度均一、表面光滑的堆焊层,成功地将堆焊层厚度控制在了6.0—6.5mm范围内。同时,通过对堆焊层进行力学性能、化学成分检测及铁素体含量测定等检验,验证了工艺参数,掌握了不同规格焊带的带极埋弧堆焊工艺性能。
格式:pdf
大小:104KB
页数:未知
人气:72
4.5
大直径管板不锈钢带极的堆焊工艺 某炼化100万t/a乙烯装置中的eo汽体塔/再吸收塔内部冷凝器(位号:e-6405),其管板直径为φ4800mm,厚度为205mm,重量为15532kg,原图纸管板材质为16mnⅳ复合00cr19ni10。但由于管板复合面积大,复合管板时需要2t高效炸药,管板容易炸裂,目前没有复合板厂能保证质量。因此,只能采用堆焊形式。管板堆焊在换热器的生产中普遍存在,但管板堆焊在焊接过程中由于受热的不均匀发生挠曲变形而改变管板的原始尺寸和形状,造成几何尺寸不合格而返工甚至报废的现象很多。由于此管板直径大,堆焊厚度较薄,如何既能保证焊接质量又能保证管板
格式:pdf
大小:254KB
页数:未知
人气:72
4.8
水轮机部件高硬度不锈钢带极堆焊工艺 0前言目前国内制造的大型水轮机顶盖、底环及异种材质转轮上冠,通常采用低碳钢或低合金钢,在高含泥沙水质的电站,该材料部件的汽蚀磨损比较严重。为了提高水轮机部件过流表面的抗汽蚀磨损性能,延长部件使用寿命,在大型水轮机顶盖、底环及异种材质转轮上冠堆焊高硬度不锈钢材料。为了提高堆焊效率,采
格式:pdf
大小:370KB
页数:3P
人气:72
4.6
设计大型水轮发电机的现代化工具和实践 在大型电机设计过程中,涉及到冲突要求之间的许多协调问题。因此,在实现有竞争力的稳妥设计方面,现代化的计算机工具和设计实践是最重要的。描述了由ge水电公司开发的使工程师们能在短时间内仔细研究大量设计可能性的现代化设计工具的一些例子。
格式:pdf
大小:11KB
页数:1P
人气:72
4.4
水轮发电机增容改造技术探讨 目前我国众多小中型水电站,面对服役年限的增加,和对水电机组承担调峰所提出的新要求,可通过利用新技术、新材料、新工艺等手段对水轮机发电机进行增容改造,以达到电站增容和提高经济效益的目的,本文对此问题进行了相关探讨。
文辑创建者
我要分享 >
职位:预算员主管
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐