水平狭长空间预制式不锈钢排烟风管施工工艺
2025-02-08
对于在狭长的空间里,安装大管径风管时,采用厂家预制式不锈钢排烟风管,可以节省现场安装场地的搭建;利用预制风管安装运输轨道,可以有效的减轻安装难度,大大节省人力,而且保证了施工质量。通过新建武汉火车站工程的实践,分析了狭长结构空间大管径风管安装施工的可行性和经济型。

 补风速度对狭长空间机械排烟效果的影响
补风速度对狭长空间机械排烟效果的影响 火场烟气是火灾过程中最具威胁的要素,补风、排风设计是有效抑制烟气危险,争取人员疏散优势的重要手段。文章以某一狭长空间为例,研究了不同补风速度对狭长空间机械排烟效果的影响。结果表明,当补风速度逐渐增加时,会加大对烟气的扰动,进而降低火场的能见度,对火场人员疏散产生不利影响,建议在对狭长空间进行补风设计时,补风速度不宜过大。
狭小空间不锈钢排烟风管安装
编辑推荐下载
格式:pdf
大小:25KB
页数:7P
人气:65
 4.8
4.8
__________________________________ 不锈钢排烟风管 施 工 方 案 xxxx集团股份有限公司 2012.3.14 一、编制依据 二、工程概况 三、施工流程 四、材料使用 五、主要施工方法及措施 六、材料核算 七、主要材料机具表 一、编制依据 1.1招标文件提供的不锈钢排油烟管的技术要求; 1.2《通风与空调工程施工质量验收规范》(gb50243-2002)。 二.工程概况 1、方案名称:广州市xxxx排油烟风管施工方案 2、建设地点:广州市天河区 3、编制单位:xxxx集团股份有限公司 4、报价单位:xxxx集团股份有限公司 5、工程规模:xxxxxx4楼至顶层排油烟风管及阀件制作安装;xxxxx6楼至 顶层排油烟风管及阀制作安装。 三、施工流程 施工准备→选择材料生产厂家及品牌→材料报审→材料采购→现场验收→ 加工场地清理保护地毯铺设→
格式:pdf
大小:46KB
页数:7P
人气:65
4.6
__________________________________ 不锈钢排烟风管 施 工 方 案 xxxx集团股份有限公司 2012.3.14 一、编制依据 二、工程概况 三、施工流程 四、材料使用 五、主要施工方法及措施 六、材料核算 七、主要材料机具表 一、编制依据 1.1招标文件提供的不锈钢排油烟管的技术要求; 1.2《通风与空调工程施工质量验收规范》(gb50243-2002)。 二.工程概况 1、方案名称:广州市xxxx排油烟风管施工方案 2、建设地点:广州市天河区 3、编制单位:xxxx集团股份有限公司 4、报价单位:xxxx集团股份有限公司 5、工程规模:xxxxxx4楼至顶层排油烟风管及阀件制作安装;xxxxx6楼至 顶层排油烟风管及阀制作安装。 三、施工流程 施工准备→选择材料生产厂家及品牌→材料报审→材料采购→现场验收→ 加工场地清理保护地毯铺设→
热门文档 水平狭长空间预制式不锈钢排烟风管施工工艺
格式:pdf
大小:21KB
页数:6P
人气:65
4.7

不锈钢排烟风管 xxxx集团股份有限公司 2012314 、编制依据 二、工程概况 三、施工流程 四、材料使用 五、主要施工方法及措施 六、材料核算 七、主要材料机具表 、编制依据 1.1招标文件提供的不锈钢排油烟管的技术要求; 1.2《通风与空调工程施工质量验收规范》(gb50243-2002 ?工程概况 1、方案名称:广州市xxxx排油烟风管施工方案 2、建设地点:广州市天河区 3、编制单位:xxxx集团股份有限公司 4、报价单位:xxxx集团股份有限公司 5、工程规模:xxxxxx楼至顶层排油烟风管及阀件制作安装;xxxxx6楼至 顶层排油烟风管及阀制作安装。 、施工流程 施工准备f选择材料生产厂家及品牌f材料报审f材料米购f现场验收f加工场地 清理保护地毯铺设-加工设备检查调试一图纸分解确定施工祥图一现场放样下料加工f风 管及管件制

格式:pdf
大小:46KB
页数:7P
人气:65
4.6
. 可编辑wrod范本 __________________________________ 不锈钢排烟风管 施 工 方 案 xxxx集团股份有限公司 2012.3.14 . 可编辑wrod范本 一、编制依据 二、工程概况 三、施工流程 四、材料使用 五、主要施工方法及措施 六、材料核算 七、主要材料机具表 . 可编辑wrod范本 一、编制依据 1.1招标文件提供的不锈钢排油烟管的技术要求; 1.2《通风与空调工程施工质量验收规范》(gb50243-2002)。 二.工程概况 1、方案名称:广州市xxxx排油烟风管施工方案 2、建设地点:广州市天河区 3、编制单位:xxxx集团股份有限公司 4、报价单位:xxxx集团股份有限公司 5、工程规模:xxxxxx4楼至顶层排油烟风管及阀件制作安装;xxxxx6楼至 顶层排油烟风管及阀制作安装。 三、施工流程 施
格式:pdf
大小:1.5MB
页数:9P
人气:65
4.7

1/9 不锈钢排烟风管施工实施方案 2/9 ————————————————————————————————作者: ————————————————————————————————日期: 个人收集整理,勿做商业用途 3/9 __________________________________ 不锈钢排烟风管 施 工 方 案 xxxx集团股份有限公司 2012.3.14 个人收集整理,勿做商业用途 4/9 一、编制依据 二、工程概况 三、施工流程 四、材料使用 五、主要施工方法及措施 六、材料核算 七、主要材料机具表 个人收集整理,勿做商业用途 5/9 一、编制依据 1.1招标文件提供的不锈钢排油烟管的技术要求; 1.2《通风与空调工程施工质量验收规范》(gb50243-2002)。 二.工程概况 1、方案名称:广州市xxxx排油烟风管施工方案 2
精华文档 水平狭长空间预制式不锈钢排烟风管施工工艺
格式:pdf
大小:1.5MB
页数:9P
人气:65
4.5

1/9 不锈钢排烟风管施工实施方案 2/9 ————————————————————————————————作者: ————————————————————————————————日期: 个人收集整理,勿做商业用途 3/9 __________________________________ 不锈钢排烟风管 施 工 方 案 xxxx集团股份有限公司 2012.3.14 个人收集整理,勿做商业用途 4/9 一、编制依据 二、工程概况 三、施工流程 四、材料使用 五、主要施工方法及措施 六、材料核算 七、主要材料机具表 个人收集整理,勿做商业用途 5/9 一、编制依据 1.1招标文件提供的不锈钢排油烟管的技术要求; 1.2《通风与空调工程施工质量验收规范》(gb50243-2002)。 二.工程概况 1、方案名称:广州市xxxx排油烟风管施工方案 2
格式:pdf
大小:8KB
页数:2P
人气:65
4.7
__________________________________ 不锈钢排烟风管 施 工 方 案 xxxx集团股份有限公司 2012.3.14 一、编制依据 二、工程概况 三、施工流程 四、材料使用 五、主要施工方法及措施 六、材料核算 七、主要材料机具表
格式:pdf
大小:24KB
页数:4P
人气:65
4.4
第1页,共4页 一、编制依据 1.1招标文件提供的不锈钢排油烟管的技术要求; 1.2《通风与空调工程施工质量验收规范》(gb50243-2002)。 二.工程概况 1、方案名称:成都华润置地·万象城裙楼排油烟风管施工方案 2、建设单位:华润置地(成都)发展有限公司 3、设计单位:成都基准方中建筑设计事务所 4、总承包商:华润建筑有限公司 5、工作内容:万象城裙楼排油烟风管及阀件制作安装 三、施工流程 施工准备→选择材料生产厂家及品牌→材料报审→材料采购→现场验收→ 加工场地清理保护地毯铺设→加工设备检查调试→图纸分解确定施工祥图→现 场放样下料加工→风管及管件制作氩弧焊焊接→焊接热影响区处理→漏光检测 及煤油渗透抽查→风管制作完成检查验收→风管保护运输→施工现场安装后检 查验收→安装完成后成品保护。 四、材料使用 1、制作风管所使用的304不锈钢板材,应符合国家现行产品标准及生
格式:pdf
大小:25KB
页数:7P
人气:65
4.7
__________________________________ 不锈钢排烟风管 施 工 方 案 xxxx集团股份有限公司 2012.3.14 一、编制依据 二、工程概况 三、施工流程 四、材料使用 五、主要施工方法及措施 六、材料核算 七、主要材料机具表 一、编制依据 1.1招标文件提供的不锈钢排油烟管的技术要求; 1.2《通风与空调工程施工质量验收规范》(gb50243-2002)。 二.工程概况 1、方案名称:广州市xxxx排油烟风管施工方案 2、建设地点:广州市天河区 3、编制单位:xxxx集团股份有限公司 4、报价单位:xxxx集团股份有限公司 5、工程规模:xxxxxx4楼至顶层排油烟风管及阀件制作安装;xxxxx6楼至 顶层排油烟风管及阀制作安装。 三、施工流程 施工准备→选择材料生产厂家及品牌→材料报审→材料采购→现场验收→ 加工场地清理保护地毯铺设→
格式:pdf
大小:312KB
页数:6P
人气:65
4.4
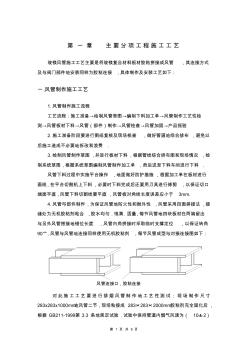
第1页共6页 第一章主要分项工程施工工艺 玻镁风管施工工艺主要是将玻镁复合材料板材胶粘拼接成风管,其连接方式 及与阀门部件地安装同样为胶粘连接,具体制作及安装工艺如下: 一.风管制作施工工艺 1.风管制作施工流程 工艺流程:施工准备→绘制风管草图→编制下料加工单→风管制作工艺性检 测→风管板材下料→风管(部件)制作→风管检查→风管加固→产品报验 2.施工准备阶段要进行图纸复核及现场核查,做好管道地综合排布,避免以 后施工造成不必要地拆改和浪费. 3.绘制风管制作草图,并进行板材下料,根据管线综合排布图和现场情况,绘 制系统草图,根据系统草图编制风管制作加工单,然后送至下料车间进行下料. 风管下料过程中实施平台操作,地面做好防护措施,根据加工单在板材进行 画线,在平台切割机上下料,必要时下料完成后还要用刀具进行修剪,以保证切口 端面平直
最新文档 水平狭长空间预制式不锈钢排烟风管施工工艺
格式:pdf
大小:97KB
页数:4P
人气:65
4.3

精心整理 精心整理 不锈钢风管施工工艺 1?前言 近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工艺,以前并没有相 应的规范或工艺方法来指导施工,为此我们根据以往的施工经验,总结出了一套不锈钢风管 的制作方法来满足施工中的需要,提高施工质量、解决施工中的疑难问题,在保证使用功能 的前提下满足观感质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 ?2?特点 2.1风管焊接成型质量好、变形小、观感好。 2.2风管的加固形式新颖,节约成本。 ?3?适用范围 适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 ?4?工艺原理 在镀锌钢板风管制作标准的基础上,采用氩弧焊,对1.0mm厚的不锈钢薄板矩形风管进 行焊接制作,不仅在横向连接处采用氩弧焊焊接,并在风管纵向拼接时也采用氩弧焊焊接, 即所有的风管接缝处均以氩弧焊焊接。不锈钢薄板矩形风管的加固采取不锈钢角钢
格式:pdf
大小:2.4MB
页数:11P
人气:65
4.8
不锈钢风管施工工艺 1前言 近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工 艺,以前并没有相应的规范或工艺方法来指导施工,为此我们根据以往的 施工经验,总结出了一套不锈钢风管的制作方法来满足施工中的需要,提 高施工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感 质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 2特点 2.1风管焊接成型质量好、变形小、观感好。 2.2风管的加固形式新颖,节约成本。 3适用范围 适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 4工艺原理 在镀锌钢板风管制作标准的基础上,采用氩弧焊,对1.0mm厚的不锈 钢薄板矩形风管进行焊接制作,不仅在横向连接处采用氩弧焊焊接,并在 风管纵向拼接时也采用氩弧焊焊接,即所有的风管接缝处均以氩弧焊焊接。 不锈钢薄板矩形风管的加固采取不锈钢角钢加固框加固和直角形加
格式:pdf
大小:2.5MB
页数:14P
人气:65
4.4
不锈钢风管施工工艺 1前言 近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工 艺,以前并没有相应的规范或工艺方法来指导施工,为此我们根据以往的 施工经验,总结出了一套不锈钢风管的制作方法来满足施工中的需要,提 高施工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感 质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 2特点 2.1风管焊接成型质量好、变形小、观感好。 2.2风管的加固形式新颖,节约成本。 3适用范围 适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 4工艺原理 在镀锌钢板风管制作标准的基础上,采用氩弧焊,对1.0mm厚的不锈 钢薄板矩形风管进行焊接制作,不仅在横向连接处采用氩弧焊焊接,并在 风管纵向拼接时也采用氩弧焊焊接,即所有的风管接缝处均以氩弧焊焊接。 不锈钢薄板矩形风管的加固采取不锈钢角钢加固框加固和
格式:pdf
大小:2.5MB
页数:15P
人气:65
4.4
不锈钢风管施工工艺 精品文档 收集于网络,如有侵权请联系管理员删除 不锈钢风管施工工艺 1前言 近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工 艺,以前并没有相应的规范或工艺方法来指导施工,为此我们根据以往的施 工经验,总结出了一套不锈钢风管的制作方法来满足施工中的需要,提高施 工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感质量要 求。目前我们已按此工法在项目上实施,取得了良好的效果。 2特点 2.1风管焊接成型质量好、变形小、观感好。 2.2风管的加固形式新颖,节约成本。 3适用范围 适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 4工艺原理 在镀锌钢板风管制作标准的基础上,采用氩弧焊,对1.0mm厚的不锈钢 薄板矩形风管进行焊接制作,不仅在横向连接处采用氩弧焊焊接,并在风管 纵向拼接时也采用氩弧焊焊接,即所有的风管接缝处均以氩弧焊
格式:pdf
大小:2.4MB
页数:11P
人气:65
4.4
-* 不锈钢风管施工工艺 1前言 近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工 艺,以前并没有相应的规范或工艺方法来指导施工,为此我们根据以往的 施工经验,总结出了一套不锈钢风管的制作方法来满足施工中的需要,提 高施工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感 质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 2特点 2.1风管焊接成型质量好、变形小、观感好。 2.2风管的加固形式新颖,节约成本。 3适用范围 适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 4工艺原理 在镀锌钢板风管制作标准的基础上,采用氩弧焊,对1.0mm厚的不锈 钢薄板矩形风管进行焊接制作,不仅在横向连接处采用氩弧焊焊接,并在 风管纵向拼接时也采用氩弧焊焊接,即所有的风管接缝处均以氩弧焊焊接。 不锈钢薄板矩形风管的加固采取不锈钢角钢加固框加固和直
格式:pdf
大小:217KB
页数:3P
人气:65
4.4
水平多空间机械排烟设置 针对建筑平面水平多空间机械排烟场所的烟气特点和烟气控制的困难,分析了此类场所烟气控制的基本要求和重点,对合理设置排烟系统的布局和联动,提高机械排烟效果进行了探讨。
格式:pdf
大小:16KB
页数:2P
人气:65
4.4
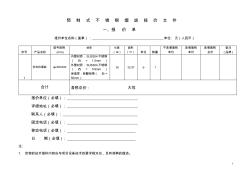
1 预制式不锈钢烟囱报价文件 一、报价单 报价单位名称(盖章):单位:元(人民币) 序号产品名称 型号规格 (mm) 材质长度 (m) 面积 (㎡)单位数量 不含增值税 单价 含增值税 单价 含增值税 总价 备注 (品牌) 1 发电机烟囱φ300/400 内壁材质:sus304不锈钢 (δ=1.0mm) 外壁材质:sus304不锈钢 (δ=0.8mm) 保温层:硅酸铝棉(δ= 50mm) 3032.97个1 合计含税总价:大写 报价单位(必填): 详细地址(必填): 联系人(必填): 固定电话(必填): 移动电话(必填): 日期(必填): 注: 1.货物的技术指标内容应与项目设备技术的要求相对应,且有准确的描述。 2 2.供货期限25天。 3.付款期限: 3.1设备付款:发货前支付1
格式:pdf
大小:29KB
页数:3P
人气:65
4.7
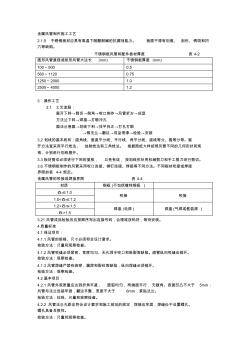
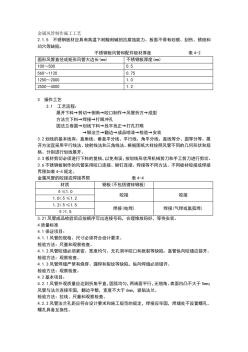
金属风管制作施工工艺 2.1.5不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮伤、锈斑和凹 穴等缺陷。 不锈钢板风管和配件板材厚度表4-2 圆形风管直径或矩形风管大边长(mm)不锈钢板厚度(mm) 100~5000.5 560~11200.75 1250~20001.0 2500~40001.2 3操作工艺 3.1工艺流程: 展开下料→剪切→倒角→咬口制作→风管折方→成型 方法兰下料→焊接→打眼冲孔 圆法兰卷圆→划线下料→找平找正→打孔打眼 →铆法兰→翻边→成品喷漆→检验→安装 3.2划线的基本线有:直角线、垂直平分线、平行线、角平分线、直线等分、圆等分等。展 开方法宜采用平行线法、放射线法和三角线法。根据图纸大样按照风管不同的几何形状和规 格、分别进行划线展开。 3.3板材剪切必须进行下料的复核,以免有误,按划线形状用机械
格式:pdf
大小:2.4MB
页数:11P
人气:65
4.4
不锈钢风管施工工艺 1前言 近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工 艺,以前并没有相应的规范或工艺方法来指导施工,为此我们根据以往的 施工经验,总结出了一套不锈钢风管的制作方法来满足施工中的需要,提 高施工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感 质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 2特点 2.1风管焊接成型质量好、变形小、观感好。 2.2风管的加固形式新颖,节约成本。 3适用范围 适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 4工艺原理 在镀锌钢板风管制作标准的基础上,采用氩弧焊,对1.0mm厚的不锈 钢薄板矩形风管进行焊接制作,不仅在横向连接处采用氩弧焊焊接,并在 风管纵向拼接时也采用氩弧焊焊接,即所有的风管接缝处均以氩弧焊焊接。 不锈钢薄板矩形风管的加固采取不锈钢角钢加固框加固和直角形加
文辑创建者
我要分享 >
职位:钢结构工程师助理
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐