三峡电站700MW转子圆盘支架现场焊接工艺
2025-01-17
本文叙述了三峡右岸电站700MW水轮发电机转子圆盘支架工地焊接的工艺研究及改进,采取了更为有效控制转子圆盘支架焊接变形的工艺方案,对今后同类转子圆盘支架的焊接提供了一种新的可供借鉴的焊接工艺方法。

 转子圆盘支架焊接变形控制
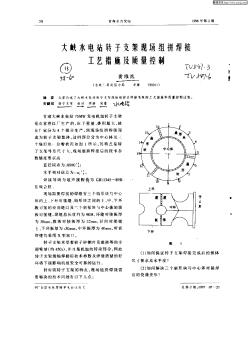
转子圆盘支架焊接变形控制 万家寨水电站水轮发电机转子圆盘支架焊接施工过程中不断摸索与实践,总结出自己的焊接变形控制技术经验,与同行们交流探讨。
三峡电站ALSTOM发电机转子圆盘支架的约束焊接 分析了三峡电站发电机组安装工程中创新采用的"转子圆盘支架约束焊接新工艺",该新工艺用以在发电机转子组装过程中控制圆盘支架的焊接变形,为此,解决了三峡工程机组安装的重大技术难题,并使巨型水轮发电机组装工艺更加具备实用性和先进性。
编辑推荐下载
格式:pdf
大小:445KB
页数:2P
人气:82
 4.7
4.7
大型圆盘式转子支架焊接工艺研究 三峡机组是我国目前单机容量最大的机组,水轮发电机部分是由哈尔滨电机厂有限责任公司(简称我公司)与alstom(abb)公司联合中标,alstom(abb)公司是技术负责方,我公司承担了2台份转子支架的制造分额。三峡机组的转子支架是发电机中最重要的转动部件之一,它的质量直接影响机组的安全运行。我公司在20世纪
热门文档 三峡电站700MW转子圆盘支架现场焊接工艺
格式:pdf
大小:332KB
页数:4P
人气:82
4.8
岩滩水电站一号机转子圆盘支架工地焊接 随着水轮发电机组容量的不断增大,国际上发达国家的电机制造厂。如西门子公司,西屋公司,日立公司制造的大中型水轮发电机大都采用圆盘式转子支架结构,这在理论研究上,在结构工艺上已日趋成熟,其特点是结构紧凑,用料少、刚度好。岩
格式:pdf
大小:386KB
页数:5P
人气:82
4.5
大型圆盘式转子支架现场装焊 本文对我国首次采用的岩滩电站圆盘式转子的优越性、施工过程、工地施工的可行性及其有待完善之处作一简介,供有关方面和同行的参改。
格式:pdf
大小:156KB
页数:4P
人气:82
4.6
水电站发电机转子圆盘支架现场焊接及变形控制 随着我国水电建设事业的飞速发展,发电机转子圆盘支架的尺寸和重量不断加大,焊接结构也在向大型化、高参数发展,以轮臂组焊式支架取代轮臂组合式支架已在设计、制造、安装和运行中充分显示其优越性。根据漫湾水电站250mw机组发电机转子圆盘支架的结构特点,重点阐述了其现场焊接工艺、控制焊接收缩应力及变形的方法和技术,对大型水电站水轮发电机转子圆盘支架现场焊接及变形控制做了分析和探讨。
格式:pdf
大小:156KB
页数:4P
人气:82
4.6
水电站发电机转子圆盘支架现场焊接及变形控制 随着我国水电建设事业的飞速发展,发电机转子圆盘支架的尺寸和重量不断加大,焊接结构也在向大型化、高参数发展,以轮臂组焊式支架取代轮臂组合式支架已在设计、制造、安装和运行中充分显示其优越性。根据漫湾水电站250mw机组发电机转子圆盘支架的结构特点,重点阐述了其现场焊接工艺、控制焊接收缩应力及变形的方法和技术,对大型水电站水轮发电机转子圆盘支架现场焊接及变形控制做了分析和探讨。
精华文档 三峡电站700MW转子圆盘支架现场焊接工艺
格式:pdf
大小:386KB
页数:4P
人气:82
4.8
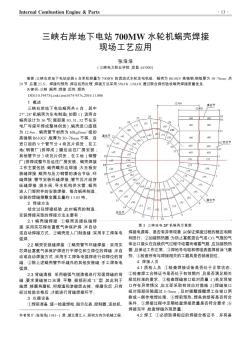
三峡右岸水轮机圆盘转子支架工地组焊工艺研究 三峡右岸水轮机中转子支架在厂内制成分掰件,在工地装焊成整体,并采用了低线能量的co2气体保护焊进行工地组焊。为了进一步减少热输入量,采用单面焊双面成形的技术,使焊接变形和残余应力得到了较好的控制。对三峡转子支架工地组焊工艺做了详细介绍。
格式:pdf
大小:114KB
页数:1P
人气:82
4.6
针对三峡电站700mw水轮机座环的监造工作,重点阐述了座环焊接和装配过程中监造控制要点,总结了监造工作的经验和体会。
格式:pdf
大小:119KB
页数:2P
人气:82
4.8
三峡右岸地下电站安装6台单机容量为700mw的混流式水轮发电机组.蜗壳为b610cf高强钢,钢钣厚为30~76mm,共29节,总重23.5t.焊接均预热,焊后后热处理,焊接方法采用smaw、gmaw通过联合探伤验收蜗壳焊接质量优良.
格式:pdf
大小:297KB
页数:2P
人气:82
4.5
水电设备转子支架的焊接工艺 大型水电设备的制造在国内外呈快速发展的势头,我公司经常接触到大型设备结构的焊接,由于焊接量大,结构形式复杂,焊接热输入高,焊接应力大,所以易生焊接应力、变形、裂纹等焊接问题。通过正确的焊接工艺及焊接方法的制定,严格了焊接工艺过程,成功的完成了大型水电设备转子支架的焊接。
最新文档 三峡电站700MW转子圆盘支架现场焊接工艺
格式:pdf
大小:562KB
页数:3P
人气:82
4.7
喜河水电站转子支架焊接工艺 喜河水电站水轮发电机转子现场组焊工艺的主要特点是:转子中心体采用圆盘式分瓣支架,中心体及扇形支臂在焊接过程中采用监测变形的方法在自由状态下焊接,以达到设计图纸及规范允许范围。
格式:pdf
大小:326KB
页数:4P
人气:82
4.6
水轮发电机圆盘式转子支架的组装与焊接 介绍了水轮发电机圆盘式转子支架的结构特点,阐述了圆盘式转子支架的组装和焊接工艺及控制焊接变形的工艺措施。
格式:pdf
大小:562KB
页数:3P
人气:82
4.6
龙滩水电站700MW水轮机蜗壳现场焊接 龙滩水电站机组蜗壳结构尺寸大,安装精度和焊接要求高,焊接环境差,工期要求短。为此,对焊接工艺、标准、质量控制制定了一系列要求,并取得了很好的效果。针对安装完毕的5、6号机蜗壳焊接工艺、探伤要求所作的介绍,对同类机组有一定的借鉴作用。
格式:pdf
大小:60KB
页数:1P
人气:82
4.7
在安装现场焊接大型圆盘式水轮发电机转子支架工艺获发明专利 由水电四局机电安装分局研制成功并于99年1月23日获得国家发明专利"在安装现场焊接大型圆盘式水轮发电机转子支架的工艺方法"是一种简化现场组焊大型水轮发电机圆盘式转子支架施工作业,确保大型圆盘式转子支架一次组焊成功,且变形量完全可以控制在设计要求范围之内的先进的工艺方法。其工艺方法,包括组焊步骤,施焊的操作方法,
格式:pdf
大小:195KB
页数:4P
人气:82
4.7
三峡电站700MW水轮发电机组国产化实践 在国家政策支持下,依托三峡工程,通过三峡左岸电站700mw水轮发电机组引进消化吸收再创新,实现了右岸电站水轮发电机组国产化。国产三峡机组的顺利投产,实现了我国巨型水轮发电机组自主设计、制造、安装、运行的重大跨越。三峡发电机组的国产化,推动了大型水轮发电机组关键技术的进步,引领了水电行业的发展方向,增强了我国自主设计、制造、安装、运行和管理大型水轮发电机组的能力,增强了我国企业的核心竞争力。
格式:pdf
大小:158KB
页数:5P
人气:82
4.3
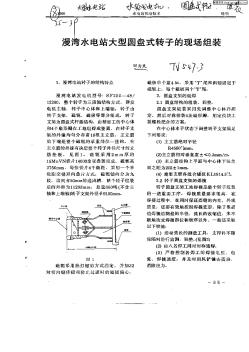
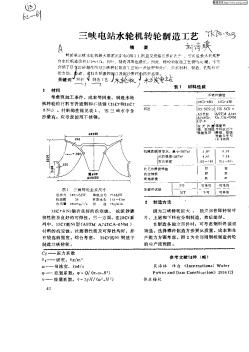
1、漫湾电站转子柏结构特点 ⅸ qr 为 ,民弋q) 漫湾电站发电机型号:sf250—48/ 12200,整个转子为三段轴结构方式,即发 电机主轴,转子中心体和上端轴。转子由 转子支架、磁轭、磁极等部分组成。转子 支架为圆盘式杆接结构,由精加工的中心体 和4个扇形瓣在工地组焊成整圆,在转子支 架的外缘均匀分布者16根主立筋。主立筋 的下端是整个磁轭的承重部位一挂钩。在 主立筋的外缘有决定整个转予外径尺寸的立 筋垫板。见图1。磁轭采用2mm厚的 15mnvn恢片14000余张叠装而成,磁轭高 2750mm,每张铁片4个极距,采用一个半 极距交错双向叠片方式。磁轭轴向分为九 段,段间有50mm的通风槽,整个转子组装 后的外径为l1203mm。总重6501屯(不含主 轴和上端轴)转子支架外径9180mm
格式:pdf
大小:185KB
页数:3P
人气:82
4.6
C形转子翻车机端盘体焊接工艺及质量控制 端盘体作为c形转子翻车机在倾翻火车皮过程中的主要受力部件,结构复杂,焊接质量尤为关键。本文通过分析fcs2-110型c形转子翻车机端盘体的使用及结构特点,重点分析讨论了端盘体在制造过程中的焊接技术及关键部位的质量控制,同时总结出了一套合理的焊接工艺。通过实践证明,该工艺可有效地控制端盘体的焊接变形,保证焊接质量,从而为c形转子翻车机的安全使用奠定基础。
格式:pdf
大小:1.3MB
页数:3P
人气:82
4.8
电机绕线转子线圈焊接工艺改进 电机绕线转子线圈初始的焊接结构并头之间间距很小,焊接效率低,经过多种焊接结构工艺试验,最终采用h型夹块装配、改变冷却方式减少对绝缘的破坏,不但可以从各种位置焊接,而且夹块时预置钎料容易,可以减少对绝缘的破坏,很大程度提高焊接质量及焊接效率。
格式:pdf
大小:214KB
页数:8P
人气:82
4.7
转轮是三峡水轮机最重的部件,而且又是最昂贵的部件,它的造价大约是整台水轮机造价的1/3-1/4,同时制造周期最长。因此,转轮的制造工艺关键,本文介绍了日本高砂制作所对三峡转所对三峡转轮制造一些设想和分析,包括材料、制造、装本性焊接方法、检查、试验和质量控制以及泥砂磨损的防护措施。
文辑创建者
我要分享 >
职位:消防报警工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐