实芯焊丝半自动MIG焊在不锈钢管道焊接中的应用
2025-03-26
在对347H型不锈钢的焊接性充分了解的基础上,通过对347H型不锈钢使用不锈钢实芯焊丝进行半自动MIG焊接试验,确定了不锈钢实芯焊丝半自动MIG焊焊接347H型不锈钢使用的焊接工艺,为不锈钢管道焊接提供了高效率的焊接方法。

 不锈钢管道实芯焊丝脉冲MIG焊接
不锈钢管道实芯焊丝脉冲MIG焊接 对0cr18ni10nb不锈钢进行焊接性分析,详述不锈钢实芯焊丝脉冲mig焊接工艺,包括保护气体的选择和坡口形式的选择。叙述不锈钢实芯焊丝脉冲mig焊接工艺要点。

编辑推荐下载
格式:pdf
大小:15KB
页数:1P
人气:59
 4.4
4.4
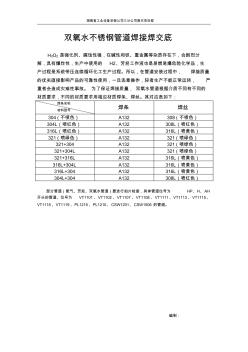
湖南省工业设备安装公司三分公司南天项目部 双氧水不锈钢管道焊接焊交底 h2o2是强化剂、腐蚀性强,在碱性和铁、重金属等杂质存在下,会剧烈分 解,具有爆炸性,生产中使用的h2、芳烃工作液也是易燃易爆危险化学品,生 产过程是系统带压连续循环化工生产过程。所以,在管道安装过程中,焊接质量 的优劣直接影响产品的可靠性使用,一旦违章操作,轻者生产不能正常运转,严 重者会造成灾难性事故。为了保证焊接质量,双氧水管道根据介质不同有不同的 材质要求,不同的材质要求用相应材质焊条、焊丝。其对应表如下: 焊条名称 材料型号 焊条焊丝 304(不喷色)a132308(不喷色) 304l(喷红色)a132308l(喷红色) 316l(喷红色)a132316l(喷黄色) 321(喷绿色)a132321(喷绿色) 321+304a132321(喷绿色) 321+304la1323
热门文档 实芯焊丝半自动MIG焊在不锈钢管道焊接中的应用
格式:pdf
大小:1.8MB
页数:4P
人气:59
4.4
埋弧自动焊在奥氏体不锈钢管道焊接中的应用要点 采用工厂化加工、自动化焊接进行高压管道的预制,是体现施工单位管道预制能力、提高高压管道施工效率和降低高压管道施工成本的一个重要举措。我公司在石家庄炼化260万吨/年柴油加氢工程施工中采用管道埋弧自动焊预制奥氏体不锈钢高压管道,在其施工质量、进度、成本等方面都取得了良好的效果。本文主要介绍不锈钢埋弧自动焊工艺及应用注意事项。
格式:pdf
大小:97KB
页数:4P
人气:59
4.8
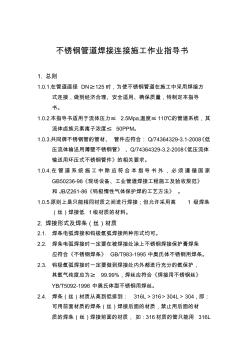
不锈钢管道焊接连接施工作业指导书 1.总则 1.0.1.在管道直径dn≥125时,为使不锈钢管道在施工中采用焊接方 式连接,做到经济合理、安全适用、确保质量,特制定本指导 书。 1.0.2.本指导书适用于流体压力≤2.5mpa,温度≤110℃的管道系统,其 流体卤族元素离子浓度≤50ppm。 1.0.3.共同牌不锈钢管的管材、管件应符合:q/74364329-3.1-2008《低 压流体输送用薄壁不锈钢管》、q/74364329-3.2-2008《低压流体 输送用环压式不锈钢管件》的相关要求。 1.0.4.在管道系统施工中除应符合本指导书外,必须遵循国家 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》 和jb/z261-86《钨极惰性气体保护焊的工艺方法》。 1.0.5.原则上是只能相同材质之间进行焊接;但允许采用高1级焊条 (丝)焊接低1级材质

格式:pdf
大小:14KB
页数:8P
人气:59
4.4
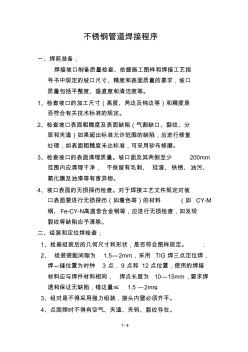
1/8 不锈钢管道焊接程序 一、焊前准备; 焊接坡口制备质量检查、依据施工图样和焊接工艺指 导书中规定的坡口尺寸、精度和表面质量的要求,坡口 质量包括平整度、垂直度和清洁度等。 1、检查坡口的加工尺寸(高度、角边及钝边等)和精度是 否符合有关技术标准的规定。 2、检查坡口表面粗糙度及表面缺陷(气割缺口、裂纹、分 层和夹渣)如果超出标准允许范围的缺陷,应进行修复 处理,如表面粗糙度未达标准,可采用砂布修磨。 3、检查坡口的表面清理质量。坡口面及其两侧至少200mm 范围内应清理干净,不保留有毛刺、挂渣、铁锈、油污、 氧化膜及油漆等有害异物。 4、坡口表面的无损探伤检查。对于焊接工艺文件规定对坡 口表面要进行无损探伤(如着色等)的材料(如cy-m 钢、fe-cy-n高温含合金钢等,应进行无损检查,如发现 裂纹等缺陷应予清除。 二、组装和定位焊检查; 1、检查组装后的几何尺寸和形状
精华文档 实芯焊丝半自动MIG焊在不锈钢管道焊接中的应用
格式:pdf
大小:46KB
页数:8P
人气:59
4.6
实用标准文案 精彩文档 不锈钢管道焊接规范 一、焊前准备; 焊接坡口制备质量检查、依据施工图样和焊接工艺指 导书中规定的坡口尺寸、精度和表面质量的要求,坡口 质量包括平整度、垂直度和清洁度等。 1、检查坡口的加工尺寸(高度、角边及钝边等)和精度是 否符合有关技术标准的规定。 2、检查坡口表面粗糙度及表面缺陷(气割缺口、裂纹、分 层和夹渣)如果超出标准允许范围的缺陷,应进行修复 处理,如表面粗糙度未达标准,可采用砂布修磨。 3、检查坡口的表面清理质量。坡口面及其两侧至少200mm 范围内应清理干净,不保留有毛刺、挂渣、铁锈、油污、 氧化膜及油漆等有害异物。 4、坡口表面的无损探伤检查。对于焊接工艺文件规定对坡 口表面要进行无损探伤(如着色等)的材料(如cy-m 钢、fe-cy-n高温含合金钢等,应进行无损检查,如发 现裂纹等缺陷应予清除。 二、组装和定位焊检查; 1、检查组装后
格式:pdf
大小:6KB
页数:2P
人气:59
4.6
1、不锈钢材料吊运,不能与其他金属直接接触,应加垫木板或橡胶板等非金属 材料。 2、管子切割不允许用普通砂轮片切割,应采用不锈钢专用砂轮片或等离子切割。 3、不锈钢管材及管件定位焊时焊缝内侧应进行充氩保护。 4、起弧与收弧、起弧采用回焊法,收弧应填满弧坑。起弧必须在坡口内完成,禁 止在管道、管件母材表面打弧与起弧。若起弧与收弧处发现气孔、裂纹等缺陷应 及时处理干净。 5、不锈钢管道、管件以及不锈钢管道、管件与非不锈钢材质管道、管件的连接, 焊接的对接接头打底焊接前管内及空腔内应充满氩气保护,才能进行钨极氩弧焊。 6、多道多层焊的起弧、收弧处应相互错开。 7、不锈钢材料连续焊接时,其层间温度不超过60℃。 8、管道连接焊口处的焊缝,焊后要进行酸洗和钝化处理。 奥氏体不锈钢的焊接: 不锈钢焊接时存在焊接热裂纹、δ相脆变,铁素体含量控制等问题。焊接时采 用以下措施: ①采
格式:pdf
大小:2.0MB
页数:4P
人气:59
4.5

**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***

格式:pdf
大小:45KB
页数:8P
人气:59
4.7
不锈钢管道焊接规范 一、焊前准备; 焊接坡口制备质量检查、依据施工图样和焊接工艺指 导书中规定的坡口尺寸、精度和表面质量的要求,坡口 质量包括平整度、垂直度和清洁度等。 1、检查坡口的加工尺寸(高度、角边及钝边等)和精度是 否符合有关技术标准的规定。 2、检查坡口表面粗糙度及表面缺陷(气割缺口、裂纹、分 层和夹渣)如果超出标准允许范围的缺陷,应进行修复 处理,如表面粗糙度未达标准,可采用砂布修磨。 3、检查坡口的表面清理质量。坡口面及其两侧至少200mm 范围内应清理干净,不保留有毛刺、挂渣、铁锈、油污、 氧化膜及油漆等有害异物。 4、坡口表面的无损探伤检查。对于焊接工艺文件规定对坡 口表面要进行无损探伤(如着色等)的材料(如cy-m 钢、fe-cy-n高温含合金钢等,应进行无损检查,如发现 裂纹等缺陷应予清除。 二、组装和定位焊检查; 1、检查组装后的几何尺寸和形状,是否符合
最新文档 实芯焊丝半自动MIG焊在不锈钢管道焊接中的应用
格式:pdf
大小:42KB
页数:8P
人气:59
4.4
不锈钢管道焊接规范 一、焊前准备; 焊接坡口制备质量检查、依据施工图样和焊接工艺指 导书中规定的坡口尺寸、精度和表面质量的要求,坡口 质量包括平整度、垂直度和清洁度等。 1、检查坡口的加工尺寸(高度、角边及钝边等)和精度是 否符合有关技术标准的规定。 2、检查坡口表面粗糙度及表面缺陷(气割缺口、裂纹、分 层和夹渣)如果超出标准允许范围的缺陷,应进行修复 处理,如表面粗糙度未达标准,可采用砂布修磨。 3、检查坡口的表面清理质量。坡口面及其两侧至少200mm 范围内应清理干净,不保留有毛刺、挂渣、铁锈、油污、 氧化膜及油漆等有害异物。 4、坡口表面的无损探伤检查。对于焊接工艺文件规定对坡 口表面要进行无损探伤(如着色等)的材料(如cy-m 钢、fe-cy-n高温含合金钢等,应进行无损检查,如发现 裂纹等缺陷应予清除。 二、组装和定位焊检查; 1、检查组装后的几何尺寸和形状,是否符合图样规
格式:pdf
大小:46KB
页数:8P
人气:59
4.3

-! 不锈钢管道焊接规范 一、焊前准备; 焊接坡口制备质量检查、依据施工图样和焊接工艺指 导书中规定的坡口尺寸、精度和表面质量的要求,坡口 质量包括平整度、垂直度和清洁度等。 1、检查坡口的加工尺寸(高度、角边及钝边等)和精度是 否符合有关技术标准的规定。 2、检查坡口表面粗糙度及表面缺陷(气割缺口、裂纹、分 层和夹渣)如果超出标准允许范围的缺陷,应进行修复 处理,如表面粗糙度未达标准,可采用砂布修磨。 3、检查坡口的表面清理质量。坡口面及其两侧至少200mm 范围内应清理干净,不保留有毛刺、挂渣、铁锈、油污、 氧化膜及油漆等有害异物。 4、坡口表面的无损探伤检查。对于焊接工艺文件规定对坡 口表面要进行无损探伤(如着色等)的材料(如cy-m 钢、fe-cy-n高温含合金钢等,应进行无损检查,如发现 裂纹等缺陷应予清除。 二、组装和定位焊检查; 1、检查组装后的几何尺寸和形状,是
格式:pdf
大小:42KB
页数:8P
人气:59
4.7
不锈钢管道焊接规范 一、焊前准备; 焊接坡口制备质量检查、依据施工图样和焊接工艺指 导书中规定的坡口尺寸、精度和表面质量的要求,坡口 质量包括平整度、垂直度和清洁度等。 1、检查坡口的加工尺寸(高度、角边及钝边等)和精度是 否符合有关技术标准的规定。 2、检查坡口表面粗糙度及表面缺陷(气割缺口、裂纹、分 层和夹渣)如果超出标准允许范围的缺陷,应进行修复 处理,如表面粗糙度未达标准,可采用砂布修磨。 3、检查坡口的表面清理质量。坡口面及其两侧至少200mm 范围内应清理干净,不保留有毛刺、挂渣、铁锈、油污、 氧化膜及油漆等有害异物。 4、坡口表面的无损探伤检查。对于焊接工艺文件规定对坡 口表面要进行无损探伤(如着色等)的材料(如cy-m 钢、fe-cy-n高温含合金钢等,应进行无损检查,如发现 裂纹等缺陷应予清除。 二、组装和定位焊检查; 1、检查组装后的几何尺寸和形状,是否符合图样规


格式:pdf
大小:52KB
页数:5P
人气:59
4.6
不锈钢管道焊接通用工艺 1.适用范围 本工艺本标准适用于工业管道、公用管道和发电厂奥氏体不锈钢管道焊接施工 2.施工准备 2.1材料要求 2.1.1施工现场具有质量证明书或材质合格证,焊材的保管、烘干、发放、回收 严格按《压力管道安装质量保证手册》中有关规定执行,焊条的烘干工艺按生 产厂家说明书提供的参数进行,如无要求则按以下参数进行烘干: 序号焊条型号烘干温度℃烘干时间保温温度℃焊条牌号 1e0-19-10 nb-15 250180-100 a137 2e0-18-12m02 nb-16 a212 3e00-18-12-16a022 4e00-19-10-16a002 2.1.2焊丝使用前,应除去表面的油脂、锈等杂物。 2.1.3保温材料性能应符合预热及其处理要求。 2.2机具要求 2.2.1焊机为直流焊机,焊机性能安全可靠,双表指
格式:pdf
大小:596KB
页数:4P
人气:59
4.7
不锈钢管道焊接充氩保护 针对核电施工中出现的大批量不锈钢管道需要安装焊接的实际情况,从保证焊接接头根部焊接质量和降低施工成本出发,对用海绵加胶木板做堵头,用可溶纸做堵头,或者将可溶纸做成截面为u型的环状气室这3种充氩保护方式进行了对比研究。实践表明,这些保护措施不仅适用于不锈钢材质管道焊接接头根部的充氩保护,还可用于各种中、高合金钢材质管道焊接接头根部的充氩保护。
格式:pdf
大小:116KB
页数:2P
人气:59
4.5
不锈钢管道焊接内保护环的工程应用 不锈钢管道tig焊接时,对管道内部焊缝的保护极为关键,采用管道焊接内保护环以及导气阀(专利)装置,将合理地减小管道内部充氩的保护区域,提高保护气体对内部焊缝的保护效果,在提高焊缝焊接质量的同时,大大地缩短了焊接时间、节约了保护气体,并降低施工成本。
文辑创建者
我要分享 >
职位:采购与质量管理员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐