太钢1350m^3高炉工程热风炉本体焊接技术总结
2025-04-02
太钢1 350m3高炉工程热风炉本体 焊接技术总结 一 、 热风炉炉壳概况 金结工程处 贾鹏 太钢1350m。高炉工程有四座 配 套的 锥顶改进型内燃式热风炉。 热风炉本体系采用A。镇静钢 制 造 , 每座热风炉炉壳内径 为 8 m~--9.5m, 炉 壳由29带钢板组成,最大板厚为40 m 121, 最小板厚为16121121,炉顶标高为4O.6121, 焊缝累计总长约4000 Il,图 l是炉壳本体 立面图,图 2是坡口示意图。基于传统焊 接工艺,我们在该热风炉焊接施工上做了 一 些改进,采用了手工焊与自动焊联合的 方法,同时在焊接顺序、焊接应力消除及 焊接变形控制上取得了一定成效。 在图2中:(a)、(b)为横缝坡口, (C)为立缝坡口。 00oO●oo,oOVOOVOOVOOVOO,OOVOOVOOVOOVOo●oOVOOVOOVOOVO&,OO

 韶钢8号高炉热风炉本体及管系的检测与治理
韶钢8号高炉热风炉本体及管系的检测与治理 对韶钢8号高炉内燃式热风炉本体及管系的检测与治理进行了总结。采用红外热成像检测、高温内窥镜检测和热风总管耐材沉降勘探钻孔检查等方法,确认了热风炉本体及管系内部耐材存在的问题。通过针对性的治理,提高了热风炉本体和管系的风温承受能力,风温平均上升到了1165℃。8号高炉热风炉本体及管系的治理实践表明,使用高强度陶瓷浇注料加压浆,是目前利用高炉定期维修机会处理管道耐材沉降的有效办法。
太钢135M^3高炉热风炉本体钢结构安装工程施工技术总结 太钢135M^3高炉热风炉本体钢结构安装工程施工技术总结
编辑推荐下载
格式:pdf
大小:173KB
页数:未知
人气:50
 4.6
4.6
太钢135M^3高炉热风炉本体钢结构安装工程施工技术总结 太钢135M^3高炉热风炉本体钢结构安装工程施工技术总结
格式:pdf
大小:173KB
页数:6P
人气:50
4.6

太钢1350m3.高炉热风炉本体钢结构 安装工程施工技术总结 盘结工程处刘德顺 十冶金结鲁承建刚太溉135c,m。 高炉热风炉钢结构安装工程,于i990年4 月7⋯0装第一询开始,到8月10el止, 历时1g天四庶热风炉本体锕结构约 1260t仝部安装完毕。现将术工程的施工技 术简介于下 t、工程概况 与新建的1350m。高炉糟配套的四座 热风炉,系内燃式锥顶改进型。根攮使用 上的需要和要求,设计上采j=ij两烧一迷 糊,另一座为检修备用。炉顶工作压力为 0.35mpa,风温lio0"c,护顶温度可达 1350~c,每崖热风炉直简部分v30.6m 以下内径为8m,炉顶部分为球形锥体, 最大内径为9.5m,炉体净高40;342m,由 29带不同高度和不同厚度的炉壳板组成, 材质为
热门文档 太钢1350m^3高炉工程热风炉本体焊接技术总结
格式:pdf
大小:181KB
页数:7P
人气:50
4.6
2#高炉热风炉焊缝裂纹修复及挖补施工方案 一、工程概述 京唐2#高炉1#-4#热风炉主体焊缝发现多处漏点,焊缝 问题均发现在炉壳的第十三带、十四带、十五带等热变形较 大的区域内。主体母材材质q345c,板材厚度36mm、45mm、 60mm。属于中厚板焊接,焊接应力大,另外清除裂纹过程中, 裂纹有可能继续延展,造成裂纹扩大,处理难度很大。另外 1#热风炉现有三处因炉壳温度较高本体现已变型,需要进行 挖补更换。为确保返修质量,特编制处理方案如下,要求返 修人员必须严格按返修工艺执行,最终按质按量完成返修。 二、焊缝裂纹施工方法及步骤 1、对各焊缝裂纹的处理,首先通过超声波检测,确定各焊 缝裂纹源的长度及深度,在裂纹源前10mm-20mm处打φ10mm 左右的止裂孔,如现场钻孔有困难,可采用碳弧气刨在焊缝 裂纹端源处起往回进行清根,可以防止裂纹扩展。如裂纹长 度较长,可将裂纹
格式:pdf
大小:736KB
页数:4P
人气:50
4.3
介绍了高炉热风炉系统的组成及试压技术。采用四座热风炉及管道联合试压方案,科学施工,使热风炉系统试压一次成功,为今后施工类似工程积累宝贵经验。
格式:pdf
大小:123KB
页数:2P
人气:50
4.3
通过对邯钢西区炼铁厂3200m~3高炉的热风炉煤气、空气双预热系统在应用中存在的问题及原因进行分析,采取相应的措施进行改造,取得了明显的效果,满足了生产的要求。
格式:pdf
大小:166KB
页数:2P
人气:50
4.8
山钢股份莱芜分公司炼铁厂2#1080m3高炉热风炉采取提高热风炉预热器换热效率、优化改造热风炉助燃风、废气回收系统、应用局部加压技术、改造热风炉助燃风机等措施,使高炉动力系统与当前的高炉炉容进一步匹配,平均风温由983.67℃上升至1007.33℃,燃料比由545.07kg/t下降至539.45kg/t,高炉年节约动力成本1000余万元。
格式:pdf
大小:75KB
页数:3P
人气:50
4.7

对韶钢1号高炉热风炉大修改造进行了总结分析.通过吸取国内外热风炉的先进技术进行合理改造:采用高效能陶瓷燃烧器、ds旋流格子砖、烟气均匀配气装置、冷风均匀配气装置等技术,改造后在单烧高炉煤气的情况下,送风平均风温大于1100℃.
精华文档 太钢1350m^3高炉工程热风炉本体焊接技术总结
格式:pdf
大小:334KB
页数:5P
人气:50
4.8
邯钢东区3200m~3高炉通过对双预热系统"串改并"的改造与脱盐塔煤气净化系统的建设,大幅度提高了预热器的稳定性与使用寿命。通过引进ts3000自动烧炉系统提高煤气燃烧效果,充分利用邯钢富余氧气进行富氧烧炉,开发热风炉报警系统降低设备故障率,根据高炉风温水平与高炉煤气利用率优化转炉煤气使用,减少消耗等措施,实现了风温达到国内先进水平的同时大幅节约煤气用量的双赢目标。
格式:pdf
大小:349KB
页数:10P
人气:50
4.3
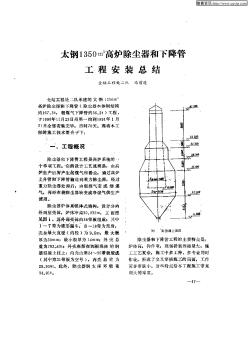
太钢13。50m3高炉除尘器和下降管 工程安装总结 金结工程处二队冯前进 金结工程处二队承建的太钢1350m 高炉除尘器和下降管(除尘器本体钢结构 约l67.3t,粗煤气下降管约56.2t)工程, 于1990年lr月23日吊第一钩到1991年1月 33[日全部安装完毕,历时70天。现将本工 程的施工技术简介予下: . ., 一 ’ _一 ’ 、工程概况’ 、 ’ ‘ t, 除尘器和下降管工程是高炉系统的一 个单项工程。·它的设计工艺流程是:由高 炉生产后所产生的煤气和粉尘,通过高炉 上升管利下降管输送到重力除尘器,经过 重力除尘器处理后,由粗煤气变成细煤 气,.再经布袋除尘器转变成净煤气供生产 使用。.。 除尘器炉体系锥体式结构,设计分内 外两层壳体,炉体净高30.032m,立面图
格式:pdf
大小:279KB
页数:4P
人气:50
4.8
广钢3~#高炉的球式热风炉热工验证计算 广钢3~#高炉的热风炉大修选用了球式热风炉。本文主要对该热风炉进行热工验证计算。
格式:pdf
大小:183KB
页数:3P
人气:50
4.6
随着高炉不断强化冶炼,热风炉系统不能适应这种变化,导致热风管道掉砖、串风发红等事故,严重影响高炉生产。本次大修对热风炉进行了改造,效果良好。
最新文档 太钢1350m^3高炉工程热风炉本体焊接技术总结
格式:pdf
大小:120KB
页数:未知
人气:50
4.6
莱钢750m^3高炉工程热风炉基础施工概况 莱钢750m^3高炉工程热风炉基础施工概况
格式:pdf
大小:114KB
页数:7P
人气:50
4.4
攀钢2#高炉热风炉炉壳制作工艺 徐小勇(攀冶修建分公司机械工程项目部邮编617023) 摘要:介绍了2#高炉热风炉炉壳的特点,制作热风炉炉壳的工艺流程和制作工艺。认为借鉴转炉 炉壳的制作工艺,再辅之以切合实际的技术措施,能够保证热风炉炉壳的制作质量。 关键词:热风炉炉壳制作流程成型校正 1.引言 在高炉生产过程中,热风炉设备是高炉生产系统的重要设备。修建公司自从1996年年 初开始承担了炼铁厂2#高炉3座热风炉炉壳结构制作安装任务以来,依次进行了炼铁厂三 座高炉的热风炉炉壳的制作安装。在首次承担的炉壳制作量就达537t,其中2#高炉的1#热 风炉仅制作炉帽部分,共计四带;2#和3#热风炉为整座炉皮制作(两座炉结构完全一样), 每座共计二十四带。三座热风炉均由圆锥体、圆筒体和双曲面体组成。就修建公司而言,当 时制作2#高炉热风炉
格式:pdf
大小:120KB
页数:3P
人气:50
4.5
莱钢750m^3高炉工程热风炉基础施工概况 莱钢750m^3高炉工程热风炉基础施工概况
格式:pdf
大小:519KB
页数:4P
人气:50
4.6
酒钢450m~3高炉热风炉拱顶砌筑工艺改进应用 根据多年热风炉拱顶砌筑的施工经验,对以往沿用传统的全拱胎砌筑施工工艺中存在的缺点进行总结分析,改进全拱胎砌筑工艺,采用金属卡钩、半拱胎和与之相配套的回转轮杆检测砌筑工艺,使拱顶砌筑便于控制,从而解决了满铺拱胎砌筑热风炉拱顶时存在的缺陷。
格式:pdf
大小:105KB
页数:未知
人气:50
4.6
大型高炉系统的热风炉砌筑施工技术总结 1前言热风炉是炼铁高炉系统的重要配套热工设备,由燃烧室和蓄热室两大部分组成,其结构形式也多种多样。其中,俄罗斯卡卢金顶燃式热风炉以其蓄热面积大、耐火材料相对用量小且大幅提高蓄热能力等优点被广泛应用到大型高炉系统中。本文将以施工完成的此类炉型为依据,对其内衬耐材砌筑施工进行技术总结。
格式:pdf
大小:369KB
页数:3P
人气:50
4.8
Quantum PLC在2200m~3高炉热风炉上的应用 阐述了quantumplc在高炉热风炉燃烧控制系统的应用,采用了传统的继电器控制技术和plc控制理论技术的有机结合,实现了热风炉燃烧的自动控制,不仅取代了人工操作,而且取得了较好的控制效果。
格式:pdf
大小:978KB
页数:4P
人气:50
4.8
高炉、热风炉、重力除尘器壳体焊接工艺 介绍了高炉、热风炉、重力除尘器壳体横缝、立缝焊接工艺,为今后类似工程施工提供了经验。
格式:pdf
大小:446KB
页数:4P
人气:50
4.7
高炉、热风炉壳体施工工艺孔洞焊接工艺 高炉、热风炉施工工艺孔洞的焊接目前没有相应的标准、规范要求,在实际工作中做法不统一,在一些高炉工程中出现了焊接失效的问题。本文从孔洞应力及焊接应力分析,制定合理的补板形式及焊接工艺,并通过实际工程的检验,作为同类结构的技术指导。

文辑创建者
我要分享 >
职位:消防工程预算员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐