提高DN1400压力污水钢管焊接质量定
2025-04-01
提高 DN1400压力污水钢管焊接质量 胜建三处项目六部 基地南区污水处理厂压力污水管线质量控制 QC小组 注册编号: slsj-sch-002 2013年 9月 目 录 一、工程概况 ..................................................................................... 1 二、小组概况 ..................................................................................... 1 三、选题理由 ..................................................................................... 2 四、现状调查 ..............

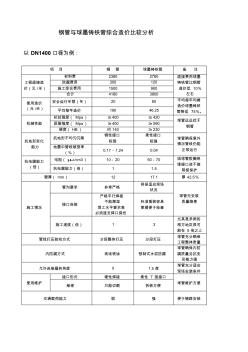
钢管与球墨铸铁管综合造价比较分析 以dn1400口径为例: 项目钢管球墨铸铁管备注 工程直接造 价(元/米) 材料费23802780直接费用球墨 铸铁管比钢管 造价低10% 左右 防腐费用300120 施工综合费用1500900 合计41803800 使用造价 (元/米) 安全运行年限(年)2080平均每年均摊 造价球墨铸铁 管降低75%。平均每年造价19046.25 机械性能 抗拉强度(mpa)≥400≥420 球管远远优于 钢管 屈服强度(mpa)≥400≥590 硬度(hb)约140≥230 抗地形变化 能力 抗地形不均匀沉降 钢性接口 较弱 柔性接口 较强 球管确保意外 情况管线仍能 正常运行 地震中管线破损率 (%) 0.17-1.240.04 抗电腐能力 (倍) 电阻(μω/cm3)1
改进工艺提高大口径循环水钢管焊接质量 摘要:本文主要以笔者个人的工作经验及案例,探讨如何改进工艺提高大口 径循环水钢管焊接质量的措施 关键词:改进;循环水钢管;焊接质量 abstract:inthepaper,theauthorpersonalworkexperienceandcase,thispaper discusseshowtoimprovetheprocessoflargediameterincreasecirculatingwaterpipe weldingqualitymeasures keywords:improvement;circulatingwaterpipe;weldingquality 一、现状分析 以往工程,循环水管的制作工程量最多只在3000吨左右,且管径一般只在 2440mm左右,焊
编辑推荐下载
格式:pdf
大小:24KB
页数:2P
人气:67
 4.4
4.4

工序质量评定表质评表3 单位工程名称:部位名称: 工序名称:桩号位置:管径: 主要工程数量 序 号 外观检查项目质量情况评定意见 15.10.2.1管节及管件、焊接材料等的质量符合gb50268-2008第5.3.2条规定 符合设计和规范要求,达 到验收要求。 25.10.2.2焊口焊接质量符合gb50268-2008第5.3.17条的规定和设计要求 35.10.2.7管节组对前,坡口及内外侧焊接影响范围内表面无油、漆、垢、绣、毛刺等污物 序 号 量测项目 规定值或 允许偏差 实测值或实测偏差值应检 点数 合格 点数 合格 率(%)123456789101112131415 1坡口间隙 2坡口钝边 3坡口角度 4焊口错边 20%壁厚且不大 于2

热门文档 提高DN1400压力污水钢管焊接质量定
格式:pdf
大小:87KB
页数:2P
人气:67
4.4
 温州市DN1400深水输送钢管阴极保护系统浅析
温州市DN1400深水输送钢管阴极保护系统浅析 温州市DN1400深水输送钢管阴极保护系统浅析
格式:pdf
大小:4.9MB
页数:31P
人气:67
4.5
提高钢管桩接头焊接质量 申报单位:中交二航局第三工程有限公司 小组名称:中交二航三公司菲律宾达沃电厂码头工程 钢管桩焊接qc小组 二〇一四年四月 目录 一、工程概况.............................................1 二、小组概况.............................................2 三、选题理由..............................................2 四、现状调查..............................................3 五、确定目标..............................................4 六、原因分析........................................
格式:pdf
大小:22KB
页数:17P
人气:67
4.6
提高钢管桩接头焊接质量 一、工程概况 菲律宾达沃电厂码头工程(davaopowerplantproject-jettyand wharfpilingandstructure)为一座电厂卸煤码头,位于菲律宾南部棉 兰老岛达沃湾,达沃市西南方toril区,距离达沃市区约20km处(北 纬6°57′45″,东经125°28′55″)。 本工程桩基为钢管桩,钢管桩直径为1.2m,壁厚20mm,单根长 18.79-80m,总根数为187根,钢管桩总长为11197m,业主提供标准 节长度为24m,根据码头桩长表进行配桩焊接。焊接时间从2013年 8月6日开始,至2013年11月20日结束,施工周期为107天。 图1钢管桩接头焊接示意图 制图人:刘功鑫日期:2013年8 月15日 -1- 二、小组概况 为提高钢管桩焊接质量,我们
格式:pdf
大小:15KB
页数:3P
人气:67
4.8

压力钢管焊接技术交底 一、焊前准备 1)焊前逐根进行清扫,管内无泥土、石块等杂物。并将焊口两侧的油污、锈蚀及 杂物等清理干净。 2)钢管部分采用先在槽边进行组焊,待满足长度和地形要求时,再进行下管组装 的方法。钢管吊装时,采用尼龙编制带吊装,以免破坏外防腐层。本工程钢管安装采用 现场手工电弧焊接,坡口形式为“v”型坡口,管节焊接前先修口,端面的坡口角度、 钝边、间隙等要满足规范要求。 3)坡口使用机械进行加工。坡口加工由熟悉操作程序的专门人员进行坡口加工的 工作,严格按照施工设计图纸规定的坡口形式加工,并检查坡口。两端坡口如有机械加 工形成的内卷边及搓茬等缺陷时,用锉刀或电动砂轮机清除、整平。 二、焊接的操作方法 1)对口和点固焊。管子对口时,必须对正管子轴线,以免形成弯折的接头。一般 要求点固四点。 2)根层焊接。沿垂直中心线将管子分成两半,各进行仰焊、立焊、平焊。为了保 证接头和收口
格式:pdf
大小:684KB
页数:4P
人气:67
4.6
压力钢管焊接变形控制 系统概括了压力钢管焊接变形的影响因素及控制对策,结合实例阐述了有效控制焊接变形的关键在于控制线能量,采用合适的制作工艺。
精华文档 提高DN1400压力污水钢管焊接质量定
格式:pdf
大小:142KB
页数:未知
人气:67
4.4
溪洛渡右岸电站压力钢管焊接质量的控制 溪洛渡右岸电站压力钢管焊接质量检验要求高,焊接施工难度较大,为满足施工质量控制要求,从影响工程焊接施工质量的因素入手,逐一排查,最终确定重点进行焊接工艺和焊接环境控制,从而满足了该工程压力钢管焊接质量的控制要求,圆满完成了施工任务。
格式:pdf
大小:173KB
页数:未知
人气:67
4.5
DN1400长输热力管道电预热安装工程实践 介绍了某工程概况及特点,对一次性补偿器的使用原理和安装方法进行了阐述,详细论述了电预热施工的方法、步骤及关键控制点的要求;通过对4个采暖季的运行数据进行分析,管网的经济技术指标达到了较高标准,表明电预热技术的应用对于直埋敷设大管径长输供热管道是安全可靠的,具有很大的推广价值和较好的应用前景。
格式:pdf
大小:22KB
页数:17P
人气:67
4.7
提高钢管桩接头焊接质量 一、工程概况 菲律宾达沃电厂码头工程(davaopowerplantproject-jettyand wharfpilingandstructure)为一座电厂卸煤码头,位于菲律宾南部棉 兰老岛达沃湾,达沃市西南方toril区,距离达沃市区约20km处(北 纬6°57′45″,东经125°28′55″)。 本工程桩基为钢管桩,钢管桩直径为1.2m,壁厚20mm,单根长 18.79-80m,总根数为187根,钢管桩总长为11197m,业主提供标准 节长度为24m,根据码头桩长表进行配桩焊接。焊接时间从2013年 8月6日开始,至2013年11月20日结束,施工周期为107天。 图1钢管桩接头焊接示意图 制图人:刘功鑫日期:2013年8 月15日 -1- 二、小组概况 为提高钢管桩焊接质量,我们
格式:pdf
大小:24KB
页数:17P
人气:67
4.5
此文档收集于网络,如有侵权请联系网站删除 此文档仅供学习和交流 提高钢管桩接头焊接质量 一、工程概况 菲律宾达沃电厂码头工程(davaopowerplantproject-jettyand wharfpilingandstructure)为一座电厂卸煤码头,位于菲律宾南部棉 兰老岛达沃湾,达沃市西南方toril区,距离达沃市区约20km处(北 纬6°57′45″,东经125°28′55″)。 本工程桩基为钢管桩,钢管桩直径为1.2m,壁厚20mm,单根 长18.79-80m,总根数为187根,钢管桩总长为11197m,业主提供 标准节长度为24m,根据码头桩长表进行配桩焊接。焊接时间从2013 年8月6日开始,至2013年11月20日结束,施工周期为107天。 图1钢管桩接头焊接示意图 制图人:刘功鑫日期:2013年8 月
最新文档 提高DN1400压力污水钢管焊接质量定
格式:pdf
大小:3.9MB
页数:28P
人气:67
4.4
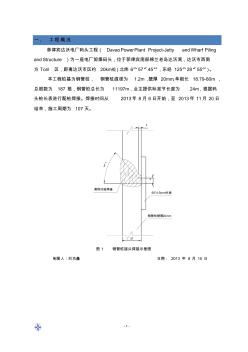
-1- 一、工程概况 菲律宾达沃电厂码头工程(davaopowerplantproject-jettyandwharfpiling andstructure)为一座电厂卸煤码头,位于菲律宾南部棉兰老岛达沃湾,达沃市西南 方toril区,距离达沃市区约20km处(北纬6°57′45″,东经125°28′55″)。 本工程桩基为钢管桩,钢管桩直径为1.2m,壁厚20mm,单根长18.79-80m, 总根数为187根,钢管桩总长为11197m,业主提供标准节长度为24m,根据码 头桩长表进行配桩焊接。焊接时间从2013年8月6日开始,至2013年11月20日 结束,施工周期为107天。 45 ° 5 3 20 50*4.5mm衬板 钢管桩壁厚20mm 满焊对接焊缝 图1钢管桩接头焊接示意图 制图人:刘功鑫日期:
格式:pdf
大小:23KB
页数:18P
人气:67
4.8

提高钢管桩接头焊接质量 一、工程概况 菲律宾达沃电厂码头工程(davaopowerplantproject-jettyand wharfpilingandstructure)为一座电厂卸煤码头,位于菲律宾南部棉 兰老岛达沃湾,达沃市西南方toril区,距离达沃市区约20km处(北 纬6°57′45″,东经125°28′55″)。 本工程桩基为钢管桩,钢管桩直径为1.2m,壁厚20mm,单根 长18.79-80m,总根数为187根,钢管桩总长为11197m,业主提供 标准节长度为24m,根据码头桩长表进行配桩焊接。焊接时间从2013 年8月6日开始,至2013年11月20日结束,施工周期为107天。 图1钢管桩接头焊接示意图 制图人:刘功鑫日期:2013年8 月15日 -1- 二、小组概况 为提高钢管桩焊接质量,我
格式:pdf
大小:18KB
页数:3P
人气:67
4.6
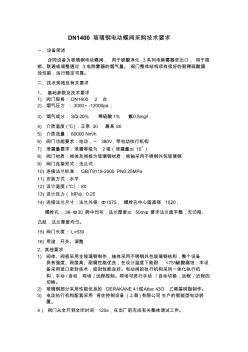
dn1400玻璃钢电动蝶阀采购技术要求 一、设备简述 合同设备为玻璃钢电动蝶阀,用于硫酸净化3系列电除雾器进出口,用于阻 断、联通或调整通过3电除雾器的烟气量。阀门整体结构须有很好的耐稀硫酸腐 蚀性能,运行稳定可靠。 二、技术规格及有关要求 1、基础参数及技术要求 1)阀门规格:dn14002台 2)烟气压力:3000~-12000pa; 3)烟气成分:so220%稀硫酸1%氟0.5mg/l 4)介质温度(℃):正常30最高80 5)介质流量:60000nm3/h 6)阀门功能要求:电动,~380v,带电动执行机构 7)泄漏量要求:泄漏等级为2级(泄漏量≤10-2) 8)阀门材质:阀体及阀板为玻璃钢材质,阀轴采用不锈钢外包玻璃钢 9)阀门连接形式:法兰式 10)连接法兰标准:gb/t9

格式:pdf
大小:42KB
页数:3P
人气:67
4.5
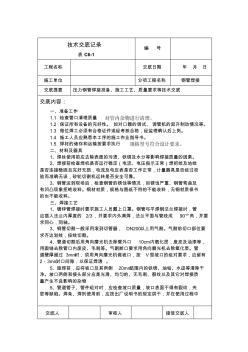
技术交底记录 表c6-1 编号 工程名称交底日期年月日 施工单位分项工程名称钢管焊接 交底提要压力钢管焊接准备、施工工艺、质量要求等技术交底 交底内容: 一、准备工作 1.1检查管口清理质量 1.2保证所有设备的完好性。如对口器的调试、调管机的起升制动情况等。 1.3每位焊工必须有合格证件或经考核合格,经监理确认后上岗。 1.4施工人员应熟悉本工序的施工作业指导书。 1.5焊材的储存和运输按要求执行 二、材料及器具 1、焊丝使用前应去除表面的污渍、铁锈及水分等影响焊接质量的因素。 2、焊接前检查焊机是否运行稳定(电流、电压指示正常)焊把线及地线 是否连接稳固且完好无损,电流及电压表是否工作正常,计量器具是否经过校 验而准确无误,砂轮切割机运转是否安全可靠。 3、钢管运到现场后,检查钢管的锈蚀等情况,如锈蚀严重、钢管弯曲及 有凹凸现象拒绝收料。钢材材质,规格与图
格式:pdf
大小:811KB
页数:6P
人气:67
4.6
水电站压力钢管焊接工艺评定及实践研究 针对水电站压力钢管焊接特点,依托溧阳抽水蓄能电站压力钢管制作安装工程,对常用低合金钢q345d、600mpa级、800mpa级高强钢进行了焊接工艺评定,选择了焊条电弧焊、埋弧自动焊、c02气体保护焊、埋弧横焊等多种焊接方法,对先进焊接方法进行了优化比选,编制了焊接工艺指导书以及焊接工艺规程,通过大量焊接工艺评定实践研究,总结出一套工艺评定流程及方法,对水电站压力钢管类似焊接施工提供了参考。
格式:pdf
大小:21KB
页数:2P
人气:67
4.4
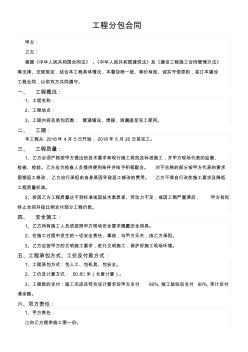
工程分包合同 甲方: 乙方: 根据《中华人民共和国合同法》、《中华人民共和国建筑法》及《建设工程施工合同管理办法》 等法律、法规规定,结合本工程具体情况,本着协商一致、等价有偿、诚实守信原则,签订本建设 工程合同,以供双方共同遵守。 一、工程概况: 1、工程名称: 2、工程地点: 3、工程内容及承包范围:管道铺设、焊接、测漏直至完工使用。 二、工期: 本工程从2018年4月5日开始,2018年5月20日前完工。 三、工程质量: 1、乙方必须严格按甲方提出的技术要求和现行施工规范及标准施工,并甲方现场代表的监督、 检查、检验。乙方应为检查人员提供便利条件并给予积极配合。对不合格的部分按甲方代表的要求 限期返工修改,乙方自行承担由自身原因导致返工修改的费用。乙方不得自行改变施工要求及降低 工程质量标准。 2、若因乙方工程质量达不到标准或因技术素质差、劳动力不足,或因工
格式:pdf
大小:20KB
页数:3P
人气:67
4.3
室内给水管道及配件安装(居中,三号,黑体) 1 大口径给水钢管焊接施工方案 1工程概况 该工程是xxx工程dn3652/3664钢管安装工程。材质为q235b型钢管,壁厚分别为26mm和32mm, 钢管接口形式为手工电弧焊接,焊缝质量等级为ⅱ级,焊缝接口形式为x型,坡口形式a=60o无损探伤抽 检比例为50%,射线透照为5%,技术等级为b级,焊缝低点为必测点,焊缝评定等级达到ⅲ级为合格, 全线路采用双排铺管平行安装,全长为2087米。 2编制依据 1)xxx工程“子项名称:输水管道—干线(xxx段)”施工图纸。2)gb50268-97,给水排水管道施工 及验收规范。3)gb50235-97,工业金属管道工程施工及验收规范。4)gb50236-98,现场设备、工业管道 焊接工程施工及验收规范。 3施工准备 1)组织有关操作
文辑创建者
我要分享 >
职位:安全工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐