碳钢和不锈钢管子焊接工艺规范
2024-06-18
碳钢和不锈钢管子焊接工艺规范 1 范围 本规范规定了 CO2 气体保护焊和钨极氩弧焊用于管子焊接的焊接前准备、人员、工艺 要求、工艺过程和检验。 本规范适用于管子与管子、管子与附件之间的对接和角接接头,焊接时,可采用药芯 焊丝 CO2 气体保护焊,也可采用钨极氩弧焊。焊接位置为管子水平转动位置和管子水平固 定位置。 2 规范性引用文件 《焊缝返修通用工艺》 3 焊接前准备 3.1 CO2 半自动或自动焊焊丝选用,见表 1。 表 1 CO2 半自动或自动焊焊丝选用 母材材质 焊丝牌号 规格( mm) 碳钢管 YJ501 YJ502 φ1.2 不锈钢管 304 308(药芯 ) φ1.2 316 316、316L(药芯 ) 316L 316L(药芯 ) 3.2 钨极氩弧焊焊丝的选用,见表 2。 表 2 钨极氩弧焊焊丝的选用 母材材质 焊丝牌号 规格( mm) 碳钢管 TG50 φ


-1- 碳钢和不锈钢管子的焊接工艺规范 1.范围 本工艺规定了co2气体保护焊和钨极氩弧焊用于管子焊接的焊前准备、人 员、工艺要求、工艺过程和检验。 本工艺适用于管子与管子、管子与附件之间的对接和角接接头,焊接时, 可采用纯co2气体或co2+ar混合气体的co2半自动或自动焊接,也可采用钨 极氩弧焊接。 2.一般要求 2.1人员 凡从事管子焊接的焊工,必须经过船级社资格认可考试,考试合格后,并 经船级社认可,方能参与相应等级项目的焊接。 2.2材料 2.2.1co2半自动或自动焊母材焊丝选用材料见表1 表1 母材材质焊丝牌号规格(mm) 碳钢管 smls10#、20# q235a h08mnsia lw-71sf-1 φ1.0、φ1.2 不 锈 钢 管 sus304s304或308 φ1.0 φ1.2 1cr18ni9ti308
铜和不锈钢管子的对接
编辑推荐下载
格式:pdf
大小:1.4MB
页数:11P
人气:86
 4.3
4.3
不锈钢管tig和mig补焊焊接工艺规范 前言 本规范根据企业应制定与实施设计规范、工艺规范、试验规范的要求,按h&z001002-2002《企业 标准编写的一般规定》,为明确不锈钢管焊接的工艺要求而制定。 本规范是公司在汽车零部件生产中多年工作的经验总结,对于指导生产起重要作用。 本规范编制部门:工程技术中心; 本规范制定日期:2011-9-20 不锈钢管焊接工艺规范 1范围 本规范规定了不锈钢管焊接的材料、焊工、工作场所、设备、装配要求、焊接工艺和焊缝检验。 本规范适用于不锈钢管和法兰的焊接。 2规范性引用文件 下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议各方研究 是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本
格式:pdf
大小:55KB
页数:6P
人气:86
4.8

沪东中华造船(集团)有限公司企业标准 companystandardofhudong-zhonghuashipbuilding(group)co.,ltd h&z562012-2002 不锈钢管焊接工艺规范 200×-××-××实施 造船(集团)有限公司 hudong-zhonghuashipbuilding(group)co.,ltd. h&z562012-2002 -i- 前言 本规范根据企业应制定与实施设计规范、工艺规范、试验规范的要求,按h&z001002-2002《企业 标准编写的一般规定》,为明确不锈钢管焊接的工艺要求而制定。 本规范是公司在船舶建造中多年工作的经验总结,对于指导生产起重要作用。 本规范编制部门:造船设计三所; 本规范归口部门:技术中心; 本规范制定日期:2002-12-20。 h&z562012-2002 -ii
热门文档 碳钢和不锈钢管子焊接工艺规范
格式:pdf
大小:1.0MB
页数:4P
人气:86
4.3
不锈钢管子平口机 一、管子平口机的主要用途:不锈钢平口机主要是用于不锈钢圆管的端口平口, 也就是将已经成型的不锈钢圆管进行剔除毛刺的加工处理,只需要人工操作,比 打磨机的速度快,工作效率大大提高。我司有两款平口机在市场中的占有比例还 是很高的,md-38/md-63管子平口机。 剔除毛刺是为了更好地保证不锈钢圆管在抛光的过程中不受到影响,能够保 证生产出的不锈钢圆管的质量,虽然是个很小的步骤,但在工件成型前是不容忽 视的。不锈钢平口机主要是采用欧洲的先进平口技术,可以对不同的管材的端口 进行加工处理,常见的材料有:不锈钢、铝、铁、合金钢等。 二、不锈钢平口机的特点: 1、成本低。设备好,质量优。在不锈钢管子平口机械中,其价格是最低的。 2、加工质量好。虽然目前市场上有很多的切割平口的处理方法,且价格各有千 秋,但哪种切割处理都无法保证管子的端口完全没有毛刺,而这款管子
格式:pdf
大小:564KB
页数:3P
人气:86
4.3
 奥氏体不锈钢管子-管板焊接熔敷顺序的研究
奥氏体不锈钢管子-管板焊接熔敷顺序的研究 分析了奥氏体不锈钢换热管与管板焊接的熔敷顺序,采用相同的母材材质和规格、相同的焊接参数,分别采用先自熔后填丝、先填丝后自熔以及单层焊(填丝)三种熔敷顺序进行了焊接试验。并通过对三种焊缝接头的角测量实验、宏微观试验、铁素体试验以及拉脱力试验等对比试验发现,如果采用先自熔后填丝的熔敷顺序,第一层电弧直接对坡口根部加热,有利用根部熔合和增加熔深,保证密封性能,第二层填丝方式可以保证接头的强度;而先填丝后自熔熔敷顺序的优点是第一层保证接头性能和密封性,第二层电弧可以优化第一层焊缝,同时修饰焊缝,焊缝成形美观。无论哪一种熔敷顺序,都可以满足管子-管板焊接的标准要求。

格式:pdf
大小:19KB
页数:6P
人气:86
4.8
不锈钢管焊接工艺及热处理 [我的钢铁]2009-02-0315:10:20 不锈钢管热处理 不锈钢管热处理国外普遍采纳带爱护气体的无氧化连续热处理炉,进 行生产过程中的中间热处理和最终的成品热处理,由于能够获得无氧化的 光亮表面,从而取消了传统的酸洗工序。这一热处理工艺的采纳,既改善 了钢管的质量,又克服了酸洗对环境的污染。 按照目前世界进展的趋势,光亮连续炉差不多分为三种类型: (1)辊底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处 理,小时产量为1.0吨以上。可使用的爱护气体为高纯度氢气、分解氨及其 它爱护气体。能够配备有对流冷却系统,以便较快地冷却钢管。 (2)网带式光亮热处理炉。这种炉型适合于小直径薄壁周密钢管,小 时产量约为0.3-1.0吨,处理钢管长度可达40米,也能够处理成卷的毛细管。 (3)马弗式光亮热处理炉。钢管装在连续的把架上,在马弗管内运行 加热
格式:pdf
大小:56KB
页数:3P
人气:86
4.8
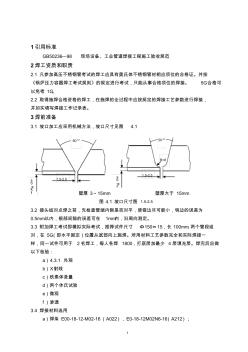
1 1引用标准 gb50236—98现场设备、工业管道焊接工程施工验收规范 2焊工资质和职责 2.1凡参加高压不锈钢管考试的焊工应具有奥氏体不锈钢管材相应项位的合格证。并按 《锅炉压力容器焊工考试规则》的规定进行考试,只能从事合格项位的焊接。5g合格可 以免考1g。 2.2取得施焊合格资格的焊工,在施焊的全过程中应按规定的焊接工艺参数进行焊接, 并如实填写焊接工作记录表。 3焊前准备 3.1坡口加工应采用机械方法,坡口尺寸见图4.1 壁厚3~15mm壁厚大于15mm 图4.1坡口尺寸图1.5-2.5 3.2接头组对点焊之前,先检查管端内侧是否对平,使错边尽可能小,钝边的误差为 0.5mm以内,根部间隙的误差可在1mm内,沿周向测定。 3.3附加焊工考试即模拟实际考试,推荐试件尺寸ф150×15,长1
精华文档 碳钢和不锈钢管子焊接工艺规范

格式:pdf
大小:1.7MB
页数:2P
人气:86
4.4
奥氏体不锈钢管焊接工艺探究 奥氏体不锈钢的焊接要求非常严格,不仅焊缝内部不能出现任何微观或者宏观的超标缺陷,而且要能在实现各种使用性能以及力学性能的前提下,变形和收缩量要控制在一定范围内,所以有较大的焊接难度。本文就围绕奥氏体不锈钢管的焊接工艺展开讨论。
格式:pdf
大小:239KB
页数:8P
人气:86
4.5
q/grsx—jw—002—2014 1 碳钢、不锈钢电弧焊 焊接工艺规范 类别姓名日期 拟制 审核 批准 版本 受控号q/grsx—jw—002—2014 南京国睿三信机械装备制造有限公司 q/grsx—jw—002—2014 2 2013年06月05日 相关变更内容及细节 日期版本变更章节变更内容备注 2014年6月5日a创建创建 q/grsx—jw—002—2014 3 碳钢、不锈钢电弧焊焊接工艺规范 1、范围 本标准规定了碳钢、不锈钢电弧焊焊接操作规程。 本工艺规范适用于板厚为3mm-40mm的所有牌号的碳钢不锈钢材料焊接。 2、引用文件 q/grsx-qa(hj)-2014焊接质量手册 gjb481-1988焊接质量控制要求 qz/al2025-2012钢熔化焊生产外协通用要求(十四所) gb/t324-2008焊缝符号表示法 gb/t
格式:pdf
大小:434KB
页数:4P
人气:86
4.5
不锈钢管-管对接电子束焊接工艺 针对稳压器的电加热元件00cr17ni14mo2不锈钢管(φ22mm×2.5mm)的i型坡口对接结构,采用上聚焦方式的电子束焊接工艺,解决了焊缝内凸和表面塌陷的成型问题,实现了该结构的单面焊双面成型焊接。试件按法国rcc-m规范进行外观尺寸检测、液体渗透检测、x射线检测、拉伸试验、弯曲试验、金相检测、铁素体含量测定及晶间腐蚀试验,未见任何缺陷,各项性能均满足技术条件要求。
最新文档 碳钢和不锈钢管子焊接工艺规范
格式:pdf
大小:373KB
页数:3P
人气:86
4.5
超低碳不锈钢管-管板的焊接工艺试验与应用 超低碳不锈钢316l管-管板的焊接采用手工钨极氩弧焊,对316l不锈钢的焊接性进行了分析和研究,通过工艺试验,证明了焊接工艺的可靠性,并在不锈钢浓h2so4冷却器阳极保护(管壳式)设备的焊接中取得了满意的效果。
格式:pdf
大小:135KB
页数:2P
人气:86
4.5
超低碳不锈钢管焊接工艺及要点 主要介绍了石化行业中输送防腐蚀性介质所选用的sus304l超低碳不锈钢管道的焊接工艺,并指出了焊接要点及注意事项。
格式:pdf
大小:377KB
页数:3P
人气:86
4.7
紫铜管与不锈钢管对接焊焊接工艺 通过对紫铜与不锈钢的焊接性能分析和试验,确定了合理的tig焊焊接工艺,获得了优质的焊接接头,解决了紫铜管与不锈钢管对接焊接的技术难题。
格式:pdf
大小:132KB
页数:未知
人气:86
4.3
不锈钢管的现场焊接工艺 针对不锈钢管件的广泛应用,其焊接要求也逐渐提高,本论文对不锈钢管的现场焊接工艺进行了分析探讨,并针对现场焊接过程中容易出现的焊接缺陷等问题.分析了形成的原因并有针对性的给出了若干预防措施.对于进一步提高不锈钢管的现场焊接工艺水平具有很好的借鉴意义。
格式:pdf
大小:172KB
页数:4P
人气:86
4.4
mig焊接机器人工艺规范 -i- 前言 本规范根据企业应制定与实施设计规范、工艺规范、试验规范的要求,按h&z001002-2002《企业 标准编写的一般规定》,为明确不锈钢管焊接的工艺要求而制定。 本规范是公司在汽车零部件生产中多年工作的经验总结,对于指导生产起重要作用。 本规范编制部门:工程技术中心; 本规范制定日期:2011-9-20 -1- 不锈钢管焊接工艺规范 1范围 本规范规定了不锈钢管焊接的材料、焊工、工作场所、设备、装配要求、焊接工艺。 本规范适用于不锈钢管的焊接。 2规范性引用文件 下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后所有 的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议各方研 究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本规范。 3材料
格式:pdf
大小:374KB
页数:2P
人气:86
4.6
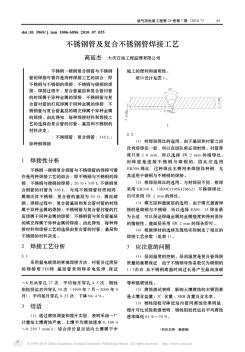
不锈钢管及复合不锈钢管焊接工艺 不锈钢—碳钢复合钢管与不锈钢管的焊接可看作是两种焊接工艺的组合:即不锈钢与不锈钢的焊接;不锈钢与碳钢的焊接。焊接过程中,复合管基层和复合管衬管的封焊属于异种金属的焊接;不锈钢管与复合管衬管的打底焊属于同种金属的焊接;不锈钢管与复合管基层的填充焊属于异种金属的焊接。由此得知,每种焊接材料和焊接工艺的选择由复合管的衬管、基层和不锈钢的材料决定。
格式:pdf
大小:56KB
页数:4P
人气:86
4.8

沪东中华造船(集团)有限公司企业标准 companystandardofhudong-zhonghuashipbuilding(group)co.,ltd h&z562012-2002 不锈钢管焊接工艺规范 200×-××-××实施 造船(集团)有限公司 hudong-zhonghuashipbuilding(group)co.,ltd. 前言 本规范根据企业应制定与实施设计规范、工艺规范、试验规范的要求,按h&z001002-2002《企 业标准编写的一般规定》,为明确不锈钢管焊接的工艺要求而制定。 本规范是公司在船舶建造中多年工作的经验总结,对于指导生产起重要作用。 本规范编制部门:造船设计三所; 本规范归口部门:技术中心; 本规范制定日期:2002-12-20。 0~12~3 60° 0~ 1tt 不锈钢管焊接工艺规范 1范围 本规范规定了不
格式:pdf
大小:339KB
页数:4P
人气:86
4.7
双相不锈钢管子与管板胀接工艺研究 主要研究双相不锈钢管子与管板胀接工艺,选取液压胀管的方法进行胀接试验,并对胀前和胀后的管子分别进行尺寸检验、点腐蚀试验、金相观察、硬度测量等试验来验证胀接工艺的可行性,从而确定了最佳的胀管压力。
文辑创建者
我要分享 >
职位:见习建筑给排水绘图员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐