套管头悬挂器镍基合金芯轴的焊接修复
2025-01-20
普光气田102-2井所装套管头悬挂器芯轴在使用过程中镍基材料芯轴表面出现了部分划痕,芯轴损伤情况如图1所示,这些划痕严重影响了芯轴与采气树的金属密封,对气田的正常采气造成了比较大的影响。为了保证套管头悬挂器芯轴的正常使

 普光气田套管头心轴焊接修复技术
普光气田套管头心轴焊接修复技术 普光气田在试气投产作业过程中,发现有5口井套管头心轴有不同程度的划痕损伤,需进行修复。由于套管头心轴为马氏体不锈钢410、镍基合金718等特殊材质,国内外无施工先例和经验可借鉴。通过采用氩弧焊焊接工艺,并配合使用ernicrmo-3镍基合金625焊丝,对5口井套管头心轴焊接修复,均试压合格,成功率达到100%。现场应用表明,该工艺适合特殊材质的焊接修复,为国内在特殊材质井口装置的修复方面取得了宝贵的经验。
镍基合金焊接施工工艺综述
编辑推荐下载

格式:pdf
大小:208KB
页数:3P
人气:94
 4.8
4.8
镍基合金换热管与管板的焊接 本文通过焊接工艺试验、焊接工艺评定及产品的施焊证明,所选用的焊接方法、焊接材料、焊接工艺规范正确合理。
热门文档 套管头悬挂器镍基合金芯轴的焊接修复
格式:pdf
大小:580KB
页数:4P
人气:94
4.5
钎焊温度对镍基合金真空钎焊接头组织及硬度的影响 用镍基钎料真空钎焊镍基合金时钎焊温度对钎料中si、b等元素的扩散有重要作用,因此采用3种钎焊温度对其进行真空钎焊,研究了1080、1110和1140℃钎焊温度下钎缝的微观组织、元素分布及显微硬度等。结果表明,随着钎焊温度的升高,钎料中元素向母材扩散越充分,钎焊温度为1140℃时,钎缝组织基本为固溶体。
格式:pdf
大小:1020KB
页数:4P
人气:94
4.6
GH3044镍基合金钎焊接头的界面组织和强度分析 采用ni基箔片钎料对gh3044镍基合金进行钎焊连接,利用电子扫描显微镜(sem)及能谱分析仪,对接头的界面组织进行观察和分析;采用电子万能试验机对gh3044镍基合金的钎焊接头进行抗剪试验,评价接头的室温抗剪强度.试验结果表明:当钎焊温度为1070℃,保温时间为10min时,界面处有(cr,w)2+ni固溶体析出,钎缝中有(cu,ni)固溶体组织+ni-mn金属间化合物层及η″+ξ′金属间化合物层生成,此钎焊工艺参数下获得的钎焊接头具有最高的室温抗剪强度319mpa.
格式:pdf
大小:783KB
页数:6P
人气:94
4.8
收稿日期:2007-05-24 690镍基合金焊接结晶裂纹形成机理分析 薄春雨, 杨玉亭, 丑树国, 周世锋 (机械科学研究总院哈尔滨焊接研究所,哈尔滨 150080) 摘 要:采用横向可调拘束试验方法研究了690镍基合金焊带堆焊金属的结晶裂纹形 成机理。结果表明,690镍基合金焊接结晶裂纹的形成与晶界(及亚晶界)偏析密切相 关,nb元素在其中有着重要影响:富ni,nb低熔点共晶相在晶界(及亚晶界)的偏析,导 致堆焊金属的实际结晶温度降低,晶界(及亚晶界)处塑性储备减小、形貌被改善,促使 结晶过程中裂纹萌生并沿平直晶界(及亚晶界)扩展。另外,mn元素可通过抑制nb元 素在晶界的偏析,削弱nb的上述不利作用,增强690镍基合金抵抗结晶裂纹的能力。 关键词:690镍基合金;结晶裂纹;
精华文档 套管头悬挂器镍基合金芯轴的焊接修复
格式:pdf
大小:580KB
页数:9P
人气:94
4.7

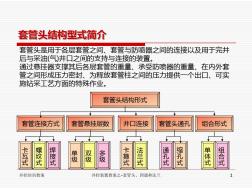
套管头 一、什么是套管头: 套管头是套管和井口装置之间的重要连接件。它的下端通过螺纹与表层套管相连, 上端通过法兰或卡箍与井口装置(或防喷器)相连。 二、套管头的用途、特点及分类: 1.用途: a.通过悬挂器支撑除表层套管以外的各层套管重量; b.承受井口装置的重量; c.可在内外套管柱之间形成压力密封; d.为可能蓄积在两层套管柱之间的压力提供一个出口,或在紧急情况下向井内泵入液 体(压井钻井液、水或高效灭火剂等); e.可进行钻采工艺方面的特殊作业,如: ⑴.若井未固好,可从侧口补注水泥; ⑵.在采取增产措施而搞酸化压裂时,可从侧孔打入压力液以平衡油管压力。 2.特点: a.套管连接既可采用螺纹连接,也可采用卡瓦连接,悬挂套管既快速又方便; b.套管挂采用刚性与橡胶复合密封结构,还可采用金属密封,増强了产品的密封性能; c.设计有防磨套及试压取出工
格式:pdf
大小:131KB
页数:26P
人气:94
4.7
1 目录 a部分标准设备 1.0、21-1/4”ciw-5,000套管头的安装, 2.0、20-3/4”防喷器试压塞的安装 3.0、20-3/4”x17.40”防磨套的安装 4.013-5/8”整体式套管头的安装 5.013-5/8”防喷器试压塞的安装(下阶段),,, 6.013-5/8”nom.防磨套的安装(下阶段),,, 7.010-3/4”心轴式套管挂的安装,,,,,, 8.0用冲洗工具冲洗套管挂和套管头间的密封处, 9.013-5/8”x10-3/4”密封总成的安装,, 10.013-5/8”防喷器试压塞的安装(上阶段),, 11.013-5/8”防磨套的安装(上阶段).,,,,, 12.0冲洗整体套管头与油管挂组合之间的密封面处,, 13.0安装7”油管挂,,,,,,,

格式:pdf
大小:19KB
页数:2P
人气:94
4.3
悬挂小套管修复技术的施工工艺 胜利油田套损井占油田总井数的比例逐渐升高,已经严重影响油田生产,为此配套了液压尾管悬挂器、可钻式尾管固井工具及系列修套工具。主要介绍了该型号悬挂器进行套管修复的施工工艺技术及相关技术参数计算,通过对20口井的施工实践,肯定了该工艺修复大段套管破损的可行性和先进性。

最新文档 套管头悬挂器镍基合金芯轴的焊接修复
格式:pdf
大小:1.7MB
页数:30P
人气:94
4.4
13-5/8”整体井口作业程序 msp/drilex msp/drilex(shanghai)co.,ltd 美国钻采系统(上海)有限公司 (中文译文仅供参考) msp/drilex(shanghai)co.ltd 4/fcommercialtower,800quyangroad hongkoudistrict,shanghaichina tel:(86)021-65538126,(86)021-65552392 fax:(86)021-65538092zip:200437 e-mail:mspstaff@msp-drilex.com.cn msp/drilex 中文译文仅供参考 1 目录 一、安装整体套管头...............................................................

格式:pdf
大小:471KB
页数:2P
人气:94
4.7

对薄壁铜管和碳钢管板组合管头的焊接难点进行了分析,制定了合理的焊接工艺,并成功地应用于中央空调器冷凝器和蒸发器的制造中。
格式:pdf
大小:102KB
页数:3P
人气:94
4.6
N06059镍基合金换热管-管板的焊接技术 根据某产品n06059镍基合金换热管-管板的焊接特点,对其易产生焊接热裂纹、焊缝成形不良、焊接变形等现象,分别采取了快速点焊送丝收弧技术和打磨收弧处相结合的办法,有效地防止了焊接热裂纹的产生。采用较小直径的焊丝和较小的热输入工艺参数使焊缝成形良好,并采用了分区对称焊的焊接技术有效地控制了换热管-管板的焊接变形。该产品的顺利完成,标志着我国首台n06059镍基合金换热管-管板的成功制作。
格式:pdf
大小:479KB
页数:未知
人气:94
4.5
核电站焊接异种钢用镍基合金焊丝的研制 介绍了焊接异种钢hs-103焊丝的力学性能、抗热裂性能及抗晶间腐蚀,应力腐蚀和均匀腐蚀性能。
格式:pdf
大小:144KB
页数:未知
人气:94
4.6
太钢镍基合金复合板首接批量订单 近日,太钢与国内某压力容器厂家签订镍基合金复合板合同400多吨,用于国内某知名电力企业煤气化管道制作,这是太钢首次接到该复合板的批量订单。
格式:pdf
大小:166KB
页数:3P
人气:94
4.3
新型热采套管头的研制与现场应用 稠油热采是通过注入高温高压气体驱动稠油进行开采的,其工况较为恶劣,加之注气频次较高,套管头承受交变应力作用,焊缝破坏、油套下沉造成井口出油、气、水等,污染环境.介绍一种适应该恶劣工况的套管头,也对后期可能出现的老井修复起到一定指导作用.
格式:pdf
大小:16KB
页数:5P
人气:94
4.3
232vol.23no.2 20113corrosionscienceandprotectiontechnologymar.2011 1,2,1 1.,113001; 2.,113001 : ,. :;;; :tg174:a:1002–6495(2011)02–0196–05 researchprogressofnanostructurednickel-basedalloycoatings preparedbypulsedelectrodeposition liangping1,zhangyun-xia2,shiyan-hua1 1.schoolofmechanicalengineering,liaoningshihuauniversity,fushun113001;
文辑创建者
我要分享 >
职位:主任建筑设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐