天昊黄金选矿厂尾矿压滤干堆的工艺改造及效益分析
2025-01-18
针对天昊公司选矿厂压滤干堆系统滤饼水分大、效果差、工作效率低等问题,采用高压隔膜压滤机进行改造,改造后尾矿压滤堆存效果得到了明显改善,滤饼水分可控制在17%左右,可直接进行筑坝,增加了库容量,延长了尾矿库的服务年限;运行成本降低130万元/a,经济效益明显。

本文通过白银公司选矿厂尾矿输送系统节能改造实例,介绍了利用科学有效地配置设备,满足复杂工况条件下大流量浆体输送需要的成功尝试。分析了改造后输送系统满足生产需要,提高系统可靠性的前提下节能降耗所获得的巨大经济效益,从而得出有关浆体输送的老企业中进行节能改造将大有可为的结论。
介绍了尾矿压滤干堆工艺在排山楼金矿的成功应用及其改造过程。该工艺能从返回的尾液中回收金和利用滤液中的氰化物及碱;滤液循环使用,减少了选矿用水量,特别适合于干旱地区;滤饼干式堆存,不但减少了环境污染,又能确保尾矿库的长期安全。总之,尾矿压滤干堆工艺不但技术上先进可行,还能为金矿带来很大的经济效益
编辑推荐下载
格式:pdf
大小:129KB
页数:2P
人气:59
 4.5
4.5
山东金岭铁矿是一个拥有60多年历史的老矿山,主导产品是铁精矿,同时综合回收铜、钴金属。多年来该矿选矿厂一直注重先进工艺的研究和应用,进行了上百项技术改造,不断完善工艺流程,优化设备结构和工艺参数,创造了较好的经济效益。
格式:pdf
大小:137KB
页数:3P
人气:59
4.7
包子铺铁矿选矿厂尾矿干堆技术改造采用分级脱水工艺,能够充分发挥各过滤设备性能,改造后过滤效果好,满足了生产要求。
热门文档 天昊黄金选矿厂尾矿压滤干堆的工艺改造及效益分析
格式:pdf
大小:852KB
页数:5P
人气:59
4.5
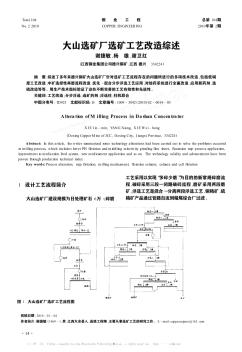
综述了多年来德兴铜矿大山选矿厂针对选矿工艺流程存在的问题所进行的多项技术改造,包括低碱度工艺改造、中矿选择性再磨流程改造、优先-混合分步浮选工艺应用、对给药系统进行全面改造、应用新药剂、选硫改造等等。用生产技术指标验证了这些不断完善的工艺有效性和先进性。
格式:pdf
大小:247KB
页数:3P
人气:59
4.5
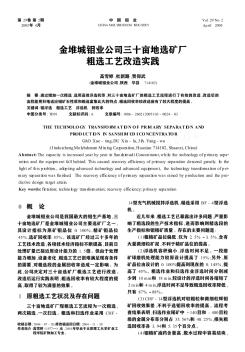
通过增加一次精选,选用高效浮选机等,对三十亩地选矿厂的粗选工艺流程进行了有效的改造,改造后的流程能更好地适应钼矿石性质和粗选富集比大的特点,粗选回收率较改造前有了较大程度的提高。
格式:pdf
大小:280KB
页数:4P
人气:59
4.3
金安矿业选矿厂原工艺流程干式磁选抛尾效果不理想,一段磨矿细度偏粗,选矿成本较高,市场竞争力较弱。在分析矿石性质的基础上,通过优化干选抛尾系统、增设磨前粗粒湿式预选抛尾、降低精矿产品细度对原工艺流程进行技术改造。改造后,一段磨矿溢流细度-0.074mm含量由42.0%提升到45.0%以上,铁精矿-0.074mm含量由58.6%提升到68.0%左右,铁品位达到68.0%以上,每年创造经济效益2700多万元,改造取得显著效果。
格式:pdf
大小:133KB
页数:5P
人气:59
4.6
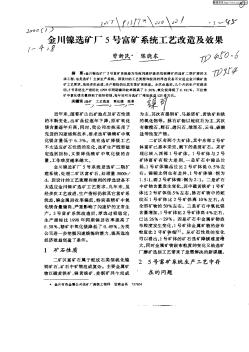
金川镍选矿厂5号富矿系统是为冶炼闪速炉提供低镁精矿的选矿二期扩建的主体工程,也是选矿厂主要生产系统。因设计的工艺流程和使用的浮选设备不太适应金川镍矿选矿工艺要求,虽经多次改进,生产指标仍比其它富矿系统差。本次改造后,几个月的生产实践表明,5号系统生产指标比1998年同期镍回收率提高了0.58%,氧化镁降低了0.491%。不仅精矿中氧化镁含量得到了较好控制,每年还可为选矿厂增加效益120多万元。
格式:pdf
大小:298KB
页数:5P
人气:59
4.5
介绍了攀钢矿业公司密地选矿厂提高尾矿输送浓度的改造内容。生产实践表明:尾矿浓缩及输送系统改造后设备运行可靠,尾矿浓度由27%提高到40%左右,实现了尾矿单系列输送全部入库,同时提高了环水利用,节省了电耗,消除了对金沙江的污染,具有明显的经济效益和社会效益。提出了增加自动控制及进一步提高环水利用率的改进措施
精华文档 天昊黄金选矿厂尾矿压滤干堆的工艺改造及效益分析
格式:pdf
大小:143KB
页数:3P
人气:59
4.8
介绍了攀钢矿业公司选矿厂“尾矿全部过江入坝”和“尾矿高浓度输送”系统的两次攻关改造过程。通过改造,选矿厂最大限度地提高了尾矿入坝率,避免了环境污染,保存了大量尚难利用的贵重金属,有效地利用了废水资源,降低了能耗。在当今的环保和可持续发展要求下,作为大中型选矿企业,要改善选矿生产环境条件下,创造良好的社会效益和经济效益,实现可持续发展,就应加强“尾矿入坝”工作,为此必须搞好尾矿输送系统的改造。本文对矿山系统尾矿输送的技术和管理有一一借鉴作用。
格式:pdf
大小:286KB
页数:4P
人气:59
4.7
对某黄金选矿厂进行工艺改造,由原混汞+浮选工艺改为单一浮选工艺。对改造后的浮选工艺进行生产调试,采取有效技术措施解决了存在的问题,使金精矿品位和回收率显著提高。改造后金精矿品位提高了11.38g/t,金回收率提高了4.58%,尾矿金品位降低了0.03g/t。同时减少了金属流失,降低了生产成本,使企业年增加经济效益200多万元。
格式:pdf
大小:186KB
页数:3P
人气:59
4.3
针对pznb型注水泥浆泵在尾矿输送过程中存在维修率较高的问题,对尾矿泵的喂料系统、冲洗注水系统、压力安全保护装置进行了技术改造。该系统经实际运行解决了故障率高的问题,提高了尾矿设备安全运行效率。
格式:pdf
大小:239KB
页数:4P
人气:59
4.5
根据对云南黄金矿业集团股份有限公司某金选矿厂现有生产流程进行的全面技术考察及分析,掌握了该选矿厂生产工艺的现状,找到了流程中制约选矿厂发展的深层次问题。该选矿厂依据流程考察发现的问题进行了有针对性的技术改造,改造后金回收率从技改前的78.85%提高到90.07%,大幅提高了企业的经济效益,对实现资源的高效综合利用和经济增长方式的转变具有非常重要的现实意义。
格式:pdf
大小:120KB
页数:3P
人气:59
4.5
某铁矿随着生产规模扩大,入选矿石性质发生变化,原单一的弱磁选选矿工艺已满足不了生产的需要。在分析矿石工艺矿物学的基础上,对选矿工艺进行技术改造。通过改进分级设备、更新磁选设备、强化脱泥等措施对原选矿工艺流程进行改造,最终确定阶段磨矿—分段磁选—强化脱泥镜磁分选的工艺流程。生产实践中获得了铁品位为63.64%、回收率为17.35%的磁铁精矿和铁品位为60.61%、回收率为65.12%的镜铁精矿,达到了改善生产指标的目的。
最新文档 天昊黄金选矿厂尾矿压滤干堆的工艺改造及效益分析
格式:pdf
大小:120KB
页数:3P
人气:59
4.4
大山选矿厂采用三段一闭路工艺进行矿石破碎,近年来针对破碎生产中存在的预先和检查筛分振动筛分级效率低、圆锥破碎机选型不合适、破碎产品粒度偏粗等问题,通过改造引流装置和给矿斗,采用增加重筛、改变筛网材质和开孔形式、调整单筛上下单元筛面倾角等措施进行振动筛改造,并选择高效能的圆锥破碎机进行换型,同时加强生产管理。实践表明,改造后,提高了碎矿系统设备台效,系统处理能力增加到2438.4万t/a,设备运转率降低到71.30%,保证了富裕的停机检修时间,最终破碎产品粒度p_(80)下降到8.5mm,实现了增产增效、降低产品粒度的改造目标。
格式:pdf
大小:168KB
页数:1P
人气:59
4.3
利用前述入选品位与精矿品位和产率的回归方 程,可计算各单元的铁精矿和铜精矿的产率和品位。 矿石硫品位变化不大,硫精矿的产率和品位简化为 常数———生产平均值。 根据不同品位精矿的售价,即可计算fe、cu、s 精矿的销售收入。 根据前述各种单位可变费用,即可计算各单元 的可变成本: 可变成本=采矿可变成本+选矿可变成本+运 输费用+维简费用+流动资金利息+资源补偿费, 资源税=采出矿石量×税率, 单元利润(只计可变费用)=销售收入总额-可 变成本总额-资源税。 5万余个最小选别开采单元的利润,是利用 excel系统软件的vb编辑器,自编程序,由计算 机自动计算。 共有87个最小选别开采单元的利润小于零,表 2列出了部分亏损和盈利单元的fe、cu、s品位和利 润额。由表2可见,有些fe品位在36
格式:pdf
大小:104KB
页数:3P
人气:59
4.4
 攀钢选矿厂尾矿输送改造工程
攀钢选矿厂尾矿输送改造工程 攀钢矿业公司选矿厂尾矿输送存在不少问题,致使大量含钒、钛金属的尾矿排入金沙江,引起长江域环境污染和金属资源的大量流失。在科学技术关解决了输尾主体设备的砂泵、管道的耐磨性能的情况下,对尾矿输送系统进行全面改造,使尾矿输送入率达93%以上。在此基础上又针对其尾矿浓缩性能较好的特点,进行尾矿高浓度输送试验研究和尾矿输送系统高浓度改造。
格式:pdf
大小:148KB
页数:2P
人气:59
4.7

某金矿选矿厂针对采选系统生产能力严重不匹配,碎磨矿系统装配水平低、处理能力小、浮选余量过大等问题,选矿厂在充分利用原有厂房和原有设备的基础上进行了工艺设备优化改造。改造后选矿厂每天新增处理量400t,同时提高了选矿回收率和金精矿品位等选矿技术经济指标,每年可增加纯利润2524万元,采选工艺处理能力实现了相匹配、设备效率得到了提高,为其他选厂工艺优化提供了经验借鉴。
格式:pdf
大小:812KB
页数:11P
人气:59
4.5
关于靖西锰矿选矿厂在《中国锰业》1986年第一期作了简介,本文着重介绍靖西锰矿选矿厂改造后通过调试、测定、试生产、产品考察等,所获的各项技术经济指标,证明选矿厂改造采用重选强磁选——重选联合流程是合理的。可供中、小型锰矿山的贫锰选矿参考。
格式:pdf
大小:146KB
页数:2P
人气:59
4.3
马庄选矿厂为降低尾矿品位,减少铁金属的流失,不断进行技术改造,使用并更新了污水磁选机,让污水磁选机除了对污水进行处理外还对磨前湿选尾矿筛下部分及脱水磁选机尾矿进行选别;对于最终尾矿的选别更新了中场强磁选机,又安装了两台矩环式磁选机扫选中磁机尾矿。尾矿品位由9.85%降到7.80%,减少了金属流失,提高了金属回收率。
格式:pdf
大小:1.1MB
页数:3P
人气:59
4.6

针对某金矿选矿厂在实际生产中经常出现因设备故障导致生产流程中断、设备运行不连续等问题,选矿厂从球隔离泵、磨机更换、浮选柱处理氰化尾渣等方面进行了改造.工艺流程改造取得了较好的应用效果,不仅提高了设备运转率及选矿回收率,降低了生产成本,减少了金属流失,而且增加了企业经济效益.
格式:pdf
大小:403KB
页数:3P
人气:59
4.4
简述了齐大山选矿厂工艺流程的演变,对现有的破碎生产工艺存在的问题及影响因素进行了分析,并提出了进一步改造现状的建议
格式:pdf
大小:1.1MB
页数:5P
人气:59
4.6
为了提高某金矿选矿厂的生产能力和金回收率,对选矿厂处理能力和工艺存在的问题进行调研,确定合理的扩能改造和工艺优化方案.通过部分设备的更新换代以及磨浮工艺的优化,改造后选矿厂设备运转率由85.35%提高至95.90%,处理能力由782t/d提高至1715t/d,电能消耗由39.73kw·h/t降低至31.36kw·h/t,磨矿细度-0.074mm由68.91%提高至83.22%,金浮选回收率由77.41%提高至80.94%,指标较好,显著提高了金矿资源的利用率和企业的经济效益.
文辑创建者
我要分享 >
职位:公路工程标准员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐