铁路货车专用拉铆钉
2025-01-17

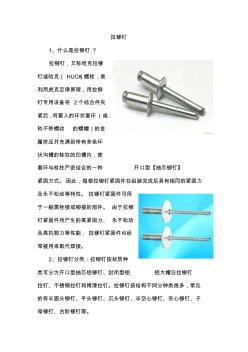
拉铆钉 1、什么是拉铆钉? 拉铆钉,又称哈克拉铆 钉或哈克(huck)螺栓,是 利用虎克定律原理,用拉铆 钉专用设备将2个结合件夹 紧后,将套入的环状套环(或 称不带螺纹的螺帽)的金 属挤压并充满到带有多条环 状沟槽的栓柱的凹槽内,使 套环与栓柱严密结合的一种开口型【抽芯铆钉】 紧固方式。因此,每根拉铆钉紧固件在组装完成后具有相同的紧固力 及永不松动等特性。拉铆钉紧固件可用 于一般需栓接或铆接的部件。由于拉铆 钉紧固件所产生的高紧固力、永不松动 及高抗剪力等性能,拉铆钉紧固件也经 常被用来取代焊接。 2、拉铆钉分类:拉铆钉按材质种 类可分为开口型抽芯铝铆钉、封闭型铝铝大帽沿拉铆钉 拉钉、不锈钢拉钉和烤漆拉钉。拉铆钉按结构不同分种类很多,常见 的有半圆头铆钉、平头铆钉、沉头铆钉、半空心铆钉、实心铆钉、子 母铆钉、台阶铆钉等。 3工作原理:拉铆钉紧固件与传统螺栓利 用扭力旋
 拉铆钉及其在铁道车辆中的应用
拉铆钉及其在铁道车辆中的应用 简述了车辆结构连接中存在的问题,介绍了拉铆钉的性能特点,提出了拉铆钉在车辆制造与修理中应用的必要性和可行性。
编辑推荐下载
格式:pdf
大小:57KB
页数:1P
人气:74
 4.6
4.6
哈克拉铆钉技术在车辆中的应用 1原铆钉连接方式的缺陷铁道车辆结构连接所运用的低碳钢铆钉是一种较普遍的连接方式,它的连接强度大于螺栓连接,整体重量小于螺栓是该连接形式的优点。但是,人们往往忽视了铆钉连接的缺陷。首先,铆接工艺复杂,需要人员数量多,工人的技术熟练度要求高,相互间配合要默契。而且,各个工序间衔接极其紧密,因
格式:pdf
大小:304KB
页数:3P
人气:74
4.6
拉铆钉高精度测量技术的研究与实现 本文采用数字图像处理技术实现拉铆钉非接触实时在线的高精度测量。首先简单介绍硬件像素达到300万的图像采集系统的软硬件结构。其次详细给出了拉铆钉几何参数测量的算法,运用matlab进行仿真分析。最后从应用理论和实验结果证明了此种非接触测量方法在工业现场正确性和研究性。
热门文档 铁路货车专用拉铆钉
格式:pdf
大小:48KB
页数:1P
人气:74
4.7
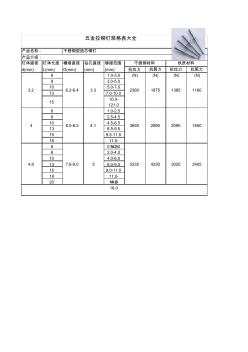
钉体直径钉体长度帽缘直径钻孔直径铆接范围 d(mm)l(mm)d(mm)(mm)(mm)抗拉力 (n) 抗剪力 (n) 抗拉力 (n) 抗剪力 (n)61.0-3.0 83.0-5.0 105.0-7.0 137.0-10.0 15 10.0- 121.0 61.0-2.5 82.5-4.5 104.5-6.5 136.5-9.5 159.5-11.5 1811.5- 14.560.5-2.0 82.0-4.0 104.0-6.0 136.0-9.0 159.0-11.0 1811.0- 14.02014.0- 16.0 1160 4 2405 五金拉铆钉规格表大全 4.87.8-8.05533542303020 18751385 6.0-6.24.1365028902090 不锈钢材料铁质材料 产品名称:不锈钢型
格式:pdf
大小:894KB
页数:4P
人气:74
4.7
拉铆钉多参数高精度在线检测系统的设计 针对拉铆钉在线检测设备在国内还是空白的现状,利用机器视觉技术、嵌入式技术以及光源技术设计了一种用于拉铆钉多参数高精度在线检测的系统;系统以嵌入式微处理器s3c2440为核心,用非接触测量方式,利用cmos图像传感器ov3640对拉铆钉的特征信息进行采集提取,完成了拉铆钉生产的实时在线高速高精度的检测,检测精度达到0.01mm,检测速度为每分钟1800件以上,解决了拉铆钉在线自动检测这一行业难题。
格式:pdf
大小:185KB
页数:39P
人气:74
4.5

1、摇枕,侧架使用时间满多少年报废? 答:25年 2、交叉杆轴向橡胶垫使用时间满多少年报废? 答:6年。 3、侧架正位检查重点检查哪些部位? 答:导框弯角处,承载鞍(轴箱)支承圆脐上平面与侧架结合处,导框a区,三角孔周边, 三角孔内腔,枕弹簧承台周边,立柱及磨耗板,中框上横梁,横跨梁安装座、制动梁滑槽磨 耗板,制动梁滑槽防脱板(焊结构),斜楔挡板。 4、、摇枕正位检查重点检查哪些部位? 答:端部内腔、枕弹簧支承面、斜楔挡、斜楔磨擦面(含弯角)、下旁承座、下旁承座至上 漏水孔(圆周)、内腔心盘销座、心盘安装座平面及螺栓孔、心盘安装座下面与摇枕侧面结 合处、侧面、制动梁及横跨梁安全链座、固定杠杆支点座。 5、侧架翻转检查重点检查哪些部位? 答:下面b部漏水孔周边,枕弹簧座下面、底平面。 6、摇枕翻转检查重点检查哪些部位? 答:b部两漏水孔周边、a部漏水孔周边、内腔中心
格式:pdf
大小:461KB
页数:2P
人气:74
4.4
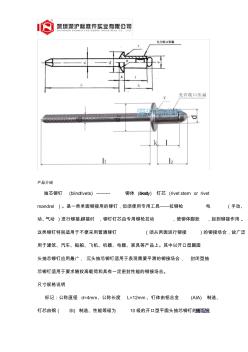
产品介绍 抽芯铆钉(blindrivets)---------铆体(rivetbody)钉芯(rivetstemorrivet mandrel)。是一类单面铆接用的铆钉,但须使用专用工具——拉铆枪(手动、电 动、气动)进行铆接。铆接时,铆钉钉芯由专用铆枪拉动,使铆体膨胀,起到铆接作用. 这类铆钉特别适用于不便采用普通铆钉(须从两面进行铆接)的铆接场合,故广泛 用于建筑、汽车、船舶、飞机、机器、电器、家具等产品上。其中以开口型扁圆 头抽芯铆钉应用最广,沉头抽芯铆钉适用于表现需要平滑的铆接场合,封闭型抽 芯铆钉适用于要求随较高载荷和具有一定密封性能的铆接场合。 尺寸规格说明 标记:公称直径d=4mm、公称长度l=12mm、钉体由铝合金(aia)制造、 钉芯由钢(st)制造、性能等级为10级的开口型平圆头抽芯铆钉的标记:抽芯铆
格式:pdf
大小:382KB
页数:3P
人气:74
4.5
嵌入式拉铆钉在线测量系统关键技术的研究 介绍了基于s3c2440的嵌入式拉铆钉在线测量系统的关键技术,包括硬件体系结构和软件系统以及linux下camera驱动的设计流程。提出了嵌入式系统中图像采集的一般方法,能够满足市场上对嵌入式图像采集的多种需求。
精华文档 铁路货车专用拉铆钉
格式:pdf
大小:1.4MB
页数:20P
人气:74
4.7

箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废
格式:pdf
大小:256KB
页数:2P
人气:74
4.5
随着现代社会的发展,铁路事业也获得了较大的进步,轮轴是影响铁路货车运行安全的关键部件,也是铁路系统探伤的最重要部件之一。多年来发生货车车辆冷切轴事故,严重影响了铁路运输安全,为防止类似事故的再次发生,本文针对货车车辆轮对探伤工作中存在的问题进行了分析并提出相关建议。笔者希望本文的论述可以对铁路货车轮对探伤工作的进一步发展带来一定的启发。
格式:pdf
大小:94KB
页数:1P
人气:74
4.4

所谓的工艺工程化是指一种过程,涉及到对产品开发、材料采购、工艺研究、装备配备、过程控制、质量改进和人员技能等多方面的要求,是一项范围广、周期长的系统工程。铁路货车制造工艺工程化探讨,从其基本概念出发,阐述了铁路货车制造工艺工程化的必要性,最后在分析基本概念和必要性的基础上提出了完善铁路货车制造工艺工程化的建议,如做到标准化工艺工程的实施、加强对铁路货车制造的工业工程调研分析、明确各部分职责,加强监督检查、推行良好的生产制造模式,促进工艺工程化等。
格式:pdf
大小:1.0MB
页数:3P
人气:74
4.8
铁路货车下侧门冲压工艺数值分析 采用塑性有限元法,利用dynaform软件对铁路货车敞车下侧门成形的两种成形方案进行计算机数值模拟,对数值模拟结果进行了比较,最终确定了在35000kn以上的水压机起伏成形和20000kn冲床切边两道工序的冲压工艺方案。
最新文档 铁路货车专用拉铆钉

格式:pdf
大小:241KB
页数:4P
人气:74
4.6
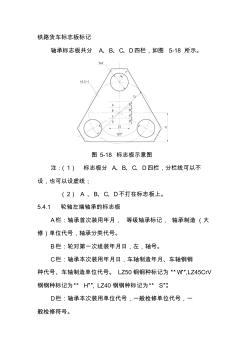
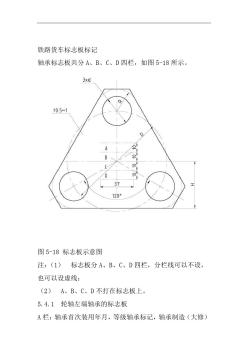
铁路货车标志板标记 轴承标志板共分a、b、c、d四栏,如图5-18所示。 图5-18标志板示意图 注:(1)标志板分a、b、c、d四栏,分栏线可以不 设,也可以设虚线; (2)a、b、c、d不打在标志板上。 5.4.1轮轴左端轴承的标志板 a栏:轴承首次装用年月,等级轴承标记,轴承制造(大 修)单位代号,轴承分类代号。 b栏:轮对第一次组装年月日,左,轴号。 c栏:轴承本次装用年月日,车轴制造年月、车轴钢钢 种代号、车轴制造单位代号。lz50钢钢种标记为“w”,lz45crv 钢钢种标记为“h”,lz40钢钢种标记为“s”。 d栏:轴承本次装用单位代号,一般检修单位代号,一 般检修符号。 5.4.2轮轴右端轴承的标志板 a栏:轴承首次装用年月,等级轴承标记,轴承制造(大 修)单位代号,轴承分类代号。 b栏:轮对最后一次组装年月日,轮对组装单位代号
格式:pdf
大小:1.4MB
页数:3P
人气:74
4.5
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:194KB
页数:2P
人气:74
4.5
铁路货车箱形结构中梁制造工艺 介绍了箱形结构中梁制造主要工艺方法、工艺过程及质量保证措施,为同类产品的生产制造提供了借鉴。
格式:pdf
大小:334KB
页数:未知
人气:74
4.7
铁路货车专用拉铆钉的研制和力学性能探讨 铁路货车专用拉铆钉是货车制造中使用的重要铆接紧固件,其质量和综合力学性能对货车的安全性有非常重要的影响。论文通过系统研究确定了影响拉铆钉可靠性和耐久性的性能指标和实验方法,初步探讨了这些性能的重要性和必要性。通过这些性能试验,保证了研制拉铆钉的质量和性能。与此同时,通过研制与进口拉铆钉的主要性能对比试验,证实研制拉铆钉的性能达到国外同类产品的水平。
格式:pdf
大小:51KB
页数:未知
人气:74
4.4
70t级铁路货车拉铆钉检修过程中存在的问题及改进建议 随着我国铁路货车新技术的发展,70t级铁路货车在设计时采用了拉铆钉连接工艺,这种工艺在提高车辆安全性上起到了一定的作用,但在现场检修过程中发现了一些问题。本文对这些问题进行分析,并提出改进建议。
格式:pdf
大小:116KB
页数:未知
人气:74
4.7
拉铆钉质量分析与控制 "以质量求生存,以信誉求发展"这是企业生存和发展的生命链。只有加强质量管理,才能提高产品质量,增强企业的市场竞争力。本文对拉铆钉生产过程中常见的质量问题进行分析,进而对拉铆钉整个生产进行过程控制,有针对性的制定一系列保证措施,有效的保证了产品质量,降低了产品的废品率。
格式:pdf
大小:93KB
页数:2P
人气:74
4.6
拉铆钉工艺在客车车身轻量化中的应用 本文简述了客车车身铝合金型材连接中存在的问题,介绍了拉铆钉的性能特点,提出了拉铆钉在铝合金客车车身中应用的可行性。
文辑创建者
我要分享 >
职位:环境工程或给排水主人工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐