铜焊接
2024-06-07
紫铜焊接 ? 紫铜焊接是被焊工件的材质(这里指紫铜),通过加热或加压或两者并用,并且用 或不用填充材料,使工件的材质紫铜达到原子间的建和而形成永久性连接的工艺过程, 一般用于工业 紫铜焊接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间 的连接。这一过程中,通常还需要施加压力。紫铜焊接的能量来源有很多种,包括气体 焰、电弧、激光、电子束、摩擦和超波等。 19 世纪末之前,唯一的紫铜焊接工艺是铁匠 沿用了数百年的金属锻焊。 最早的现代紫铜焊接技术出现在 19 世纪末,先是弧焊和氧燃 气焊,稍后出现了电阻焊。 紫铜焊接的分类:金属的紫铜焊接 ,按其工艺过程的特点分有熔焊 ,压焊和钎焊三大 类 . 熔焊是在紫铜焊接过程中将工件接口加热至熔化状态,不加压力完成紫铜焊接的方 法。熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动, 冷却后形成连续焊缝而将两工

紫铜和黄铜焊接方法 紫铜的焊接: 焊接紫铜(即一般所称的工业纯铜)的方法有气焊、手工碳弧焊、手工电弧焊和手工 氩弧焊等方法,大型结构也可采用自动焊。 1.紫铜的气焊 焊接紫铜最常用的是对接接头,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一 种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气 剂301作助熔剂。气焊紫铜时应采用中性焰。 2.紫铜的手工电弧焊 在手工电弧焊时采用紫铜焊条铜107,焊芯为紫铜(t2、t3)。焊前应清理焊接处边 缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107 焊条焊接,电源应采用直流反接。 焊接时应当用短弧,焊条不宜作横向摆动。焊条作往复的直线运动,可以改善焊缝的成 形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须彻底清除层间的熔渣。
编辑推荐下载
格式:pdf
大小:74KB
页数:1P
人气:50
 4.6
4.6
 小议紫铜、黄铜焊接
小议紫铜、黄铜焊接 铜具有优良的导电性、导热性、耐腐蚀性、延展性及一定的强度等特性。在电气、电子、化工、食品、动力、交通及航空航天工业中得到广泛应用。在纯铜(紫铜)中添加10余种合金元素,形成固溶体的各类铜合金,如加锌为黄铜;加镍为白铜;加硅为硅青铜;加铝为铝青铜等等。
格式:pdf
大小:20KB
页数:3P
人气:50
4.5
纯铜焊接工艺探讨 摘要:本文通过对纯铜的物理性能及焊接性分析,经过摸索试验,总结出一 套行之有效的纯铜手工氩弧焊焊接施工方法。 关键词:氩弧焊;预热;纯铜;焊剂 引言 纯铜是含cu量不低于99.9的工业纯铜,纯铜的密度为8.96g/m3,熔点为 1083℃,具有面心立方晶格的晶体结构,因此具有优良的导电性,在金属中仅次 于银,导热性仅次于金和银,在大气、海水中具有良好的耐蚀性及良好的低温塑 性,被广泛应用于导电元件或导体,常应用于电站的母线上。 1.纯铜焊接特点 由表1可看出铜焊接性有别于钢和铝,其焊接时主要存在以下几点问题: 1.1.未熔合、易变形 由表1可知铜的热导系数在20℃时约为铁的7.2倍,1000℃时约为铁的11 倍,焊接时热 量迅速从加热区传导出去,加热范围扩大,使母材与填充金属难以熔合,因 此焊接时要采用大功率热源,焊前要采取
热门文档 铜焊接
格式:pdf
大小:465KB
页数:2P
人气:50
4.6
锡青铜焊接要点 锡青铜液-固温度范围宽,偏析较严重,易生成粗大而脆弱的枝晶组织,使焊缝疏松, 甚至构成气孔。此外,锡青铜高温强度和塑性低,具有较大热脆性,故焊接时易产生热裂纹。 一般不推荐用气焊,固接头过热区宽、冷速慢,易产生裂纹。需用气焊时,应用中性焰, 火焰功率与焊碳钢相同。选用hscusn焊丝或与母材成分相近的青铜棒,但含锡量应比母材 高出1%~2%,以补偿焊接时锡的烧损。所用熔剂与焊接纯铜相同。 焊条电弧焊时选用ecusⅱ一b(即t227)焊条。焊补厚擘或刚性大的锡青铜铸件前应 预热100~200℃,表7-8-28的工艺参数可供参考。焊接时焊条不宜作横向摆动,以窄焊道 施焊,要保持层间温度在150~200℃范围。 表7-8-28锡青铜焊条电弧焊工艺参数 用手工tig焊接锡青铜时选用与气焊相同的焊丝作填充金属。可以采用交流或直流正

格式:pdf
大小:339KB
页数:2P
人气:50
4.5
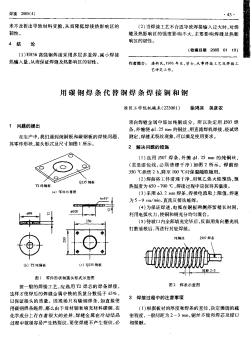
带锯条的铜焊接 我国木工带锯条的焊接基本上是采用气焊和银焊两种方法。采用气焊需要特定的厂房和设备,在冬季焊接室温不得低于20℃。银焊所用的白银是国家稀有贵重金属,供应比较紧张。因此,我厂以铜焊代替银焊,经实践证明,锯条铜焊工艺具有操作方便、成本低、实用性能强等优点。带锯条的铜焊仍采用银焊所用锯条焊接机。由于铜焊片熔点为1085℃左右,银皮熔点为720~830℃,所以若使用电炉加热烙铁,电炉里的发热元件就不能用电阻丝,因为电阻丝一般只能使炉内温度升至1000℃
格式:pdf
大小:633KB
页数:4P
人气:50
4.6
铜铜焊接及铜钢焊接技术在氧枪喷头产品中的应用 焊接技术是现代工业和科学技术发展的产物,是现代工业制造技术的一个重要的组成部分。通过对氧枪喷头产品中的焊接工艺难点进行试验研究,制定了可行的技术方案,保证了产品使用性能的要求。针对产品的结构,对焊接方法的选择进行了综合分析,通过试验研究,确定适于生产的工艺方案,以保证产品质量满足使用性能。对产品铜-铜焊接工艺进行了较系统研究,主要分析了铜与铜合金的焊接性;钎焊特点;钎焊接头的形成过程,其中包括钎料和母材金属成份、钎焊温度等。同时对氧枪喷头内部结构的钎焊工艺性从选用钎料、钎焊工艺试验两个方面进行了分析研究,并且针对氧枪喷头铜-钢焊接工艺性、对零件材质焊接性进行了分析,运用了铜钢电子束焊接,铜钢钨极氩弧焊接,铜钢熔化极氩弧焊接等方法进行了试验,确定了适于批量生产的工艺方法,经生产验证产品达到了各项技术性能指标。
格式:pdf
大小:168KB
页数:2P
人气:50
4.3
不用银焊条的紫铜焊接方法 我厂过去对于紫銅工件的焊接,大多采用60%銀焊条的办法。后来,电焊师付們共同商量研究,下定决心,要攻破不用銀焊进行紫銅焊接的难关。經过不断实践,总結經驗,摸索到一些方法,解决了这个問題。
精华文档 铜焊接
格式:pdf
大小:494KB
页数:2P
人气:50
4.6
TIG焊在45号钢与铝青铜焊接中的应用 我公司承制的某车型行走系统油气悬挂装置中的活塞采用的是45号钢与铝青铜qal9-2焊接而成,活塞是该系统的重要组成部分,其产品精度和质量要求高,该件为焊后加工而成,加工余量较小,焊接质量要求很高,必须一次施焊完成,没有返修余地,由于铜和钢两种金属的焊接属于异种金属焊接,焊接性较差,焊接难度大。主要问题在于铜与钢的熔点、导热系数、线膨胀系数和力学性能等都有很大的不同,容易在焊接接头中产生应力集中,导致各种焊接裂纹,焊接接头力学性能减低等焊接缺陷和焊道塌陷,气孔等其他常见缺陷。故而必须选择合适的焊接方法来保证一次焊接到位。
格式:pdf
大小:242KB
页数:2P
人气:50
4.6
铁白铜焊接接头的组织和力学性能 对bfe10-1-1铁白铜管采用钨极氩弧焊打底+手工电弧焊盖面的焊接工艺,可获得性能良好的焊接接头;焊缝区的组织为树枝状偏析α固溶体,具有较强的抗腐蚀性;接头的各项力学性能完全满足要求。
格式:pdf
大小:17KB
页数:3P
人气:50
4.5
上海商虎/张工:158–0185-9914 c12200磷脱氧铜 ●特性及适用范围: tp2磷脱氧铜焊接功能和冷弯功能好,一般无“氢病”倾向,可在复原性气氛中加工、使 用,但不宜在氧化性 气氛中加工、使用。tp1的残磷量比tp2少,故其导电、导热性较tp2高。tp1和tp2 主要以管材应用,也 能够板、带或棒、线供给。用作汽油或气体输送管、排水管、冷凝管、水雷用管、冷凝 器、蒸发器、热交换器、火车箱零件。 ●化学成份: 铜+银cu+ag:≥99.85 锡sn:≤0.01 铅pb:≤0.005 磷p:0.013~0.050 镍ni:≤0.01 铁fe:≤0.05 锑sb:≤0.002 硫s:≤0.005 砷as:≤0.005 铋bi:≤0.002 氧o:≤0.01 注:≤0.15(杂质) ●力学功能: 抗拉强度σb(mpa):215
格式:pdf
大小:385KB
页数:4P
人气:50
4.6
金属补偿片在真空紫铜焊接硬质合金钎头中的应用 目前,我国矿山使用的硬质合金钎头,大多数采用高频感应焊接,也有少数采用真空电阻炉和辐射加热电阻炉焊接的。用上述方法焊接的钎头,其焊缝都存在着不同程度的开裂现象和空洞等缺陷。焊缝开裂的主要原因是由于硬质合金片和钎头壳体钢材的线膨胀系数不同所引起的。当焊接加热时,硬质合金片和钢体都能自由膨胀,在焊后冷却收缩过程中,钢体要比硬质合金片收缩量大,因此它们之间产生了收缩差。如φ40毫米一字型钎头的焊缝收缩差达0.16毫米。该收缩差,除了靠极薄的焊缝塑性来抵消一小部分外,绝大部分以应力状态存在着。这种应力对焊缝是拉应力。当这个力大于焊缝连接强度时,焊缝就会开裂,严重地影响焊缝质量。导致钎头在凿岩过程中,硬质合金片的脱落或碎片,造成钎头早期报废。为了提高真空紫铜焊接硬质合金钎头的

最新文档 铜焊接
格式:pdf
大小:1.2MB
页数:5P
人气:50
4.7
模拟火灾作用对紫铜焊接接头组织和性能的影响 为了得到实际火灾现场中火焰和辐射热对电线及连接部位的电气损伤,模拟了不同温度对4mm厚的t3紫铜板焊接接头的作用,通过对焊接接头力学性能、电学性能和显微组织的分析,并将金属结晶及热处理理论与火灾作用机理相比拟,得出温度对紫铜焊接接头组织和性能的影响规律.结果表明,当火灾温度较低时,硬度会因退火强化而略有升高,不会造成影响;当温度高于650℃时,硬度明显降低,火灾温度会对其造成严重性破坏;电阻率随温度变化影响不大;焊缝组织为粗大的α-cu晶粒,内部有胞状晶亚结构生成,随温度升高,晶粒长大,亚结构数量逐渐减少且分布弥散.
格式:pdf
大小:646KB
页数:4P
人气:50
4.7
海水管路黄铜焊接接头在人工海水中的电化学阻抗谱 利用扫描电镜(sem)、阳极极化与电化学阻抗谱(eis)试验方法,研究了紫铜管路中的黄铜焊缝在人工海水中的腐蚀特性。结果表明,在tafel区,黄铜焊缝以cucl2-络合离子和zn2+溶解,并且cucl2-和zn2+的扩散是该溶解过程的控制步骤;当电极电位极化到-0.01~+0.31v时,难溶物cu2o、cucl、zno和zn(oh)2zncl2附着在电极表面阻碍电极极化,因而在eis谱图上出现2个容抗弧;电极电位超过+0.31v后,难溶物开始溶解至+0.57v完全溶解,这时电极反应以脱锌腐蚀为主,电极过程为zn2+离子向溶液扩散控制。
格式:pdf
大小:1.5MB
页数:7P
人气:50
4.4
不锈钢电炉渣门通道纯铜焊接工艺方案探讨与制定 本文针对不锈钢厂电炉渣门通道在焊接修复过程中,出现的焊缝金属熔合困难、成形差,以及焊后极易产生扩散性气孔、反应性气孔和热裂纹等问题,进行了原因分析和探讨,并制定了相应的防控措施和实施方案,解决了铜焊时常见的焊接缺陷,提升检修人员对有色金属焊接技术的掌控能力。
格式:pdf
大小:220KB
页数:未知
人气:50
4.4
纯铜焊接件清洗液的研发 比较几种酸对纯铜焊接件中氧化皮、表面杂质的去除能力,确定基础酸。选定几种表面活性剂与其配伍,通过比较除油效果,确定清洗液的最终成分和用量,同时确定焊接件清洗后的钝化处理方法,以达到保色防腐效果。结果表明,磷酸、氢氟酸、氟硼酸和柠檬酸可作基础酸,与聚醚npe-108配伍可达到清洗效果,苯并三氮唑与硅酸钠有理想的保色性。
格式:pdf
大小:93KB
页数:未知
人气:50
4.7
纯铜焊接工艺探讨 本文通过对纯铜的物理性能及焊接性分析,经过摸索试验,总结出一套行之有效的纯铜手工氩弧焊焊接施工方法。
格式:pdf
大小:228KB
页数:未知
人气:50
4.4
山东聚力焊接材料有限公司“JL-0.7镀铜焊接软丝”顺利通过验收 <正>2008年7月8日,受山东省科技厅委托,德州市科技局在东方宾馆组织召开了山东聚力焊接材料有限公司承担的"jl-0.7镀铜焊接软丝"项目验收会。与会专家听取了该项目的工作报告、技术报告、审计报告,查验了相关资料,并就有关问题对山东聚力焊接材料有限公司进行了质询,最后形
格式:pdf
大小:446KB
页数:未知
人气:50
4.7
钨铜合金与纯铜焊接接头的电阻率测试 分别用真空扩散焊、真空钎焊和空气中钎焊3种方法进行了钨铜合金与纯铜的焊接,研究了不同连接方法对接头电阻率的影响。结果表明:真空钎焊和真空扩散焊较容易实现钨铜合金与纯铜的连接,但在空气中钎焊时接头较容易出现焊接缺陷,因而造成3种接头的电阻率不同。真空扩散焊接头的电阻率最低,与钨铜合金的电阻率接近,空气中钎焊接头的电阻率最高。当接头的导电性是最关键指标时,应首选真空扩散焊方法完成连接;如果对导电性要求不是很苛刻可以选择真空钎焊,其他情况在空气中钎焊即可。
格式:pdf
大小:53KB
页数:6P
人气:50
4.7
无镀铜焊丝与镀铜焊丝对比 本文主要介绍无镀铜焊丝与传统镀铜焊丝的差异及试验对比,分析镀铜焊丝与无 镀铜焊丝的优缺点,为后续焊丝的选择提供理论依据。 1.试验目的 无镀铜焊丝具有环保、使用性能好等优点,为不断研究、应用新工艺,提高焊接 工艺水平,特对无镀铜焊丝进行本次试验,以验证其相关力学性能及使用性能。 2.试验要求 试验采用厚度为20mm的q345b钢材,采用co2气体保护焊,无镀铜焊丝(焊丝 型号等同于er50—6),φ1.2mm;对焊缝熔敷金属进行拉伸试验和-29℃v型缺 口冲击试验。组装试板时应采取预变形、刚性固定等方式,以保证焊后试板的平 整度。试板焊接时需由主管焊接工程师现场指导,并如实记录焊接参数等数据。 试板焊接完成后质检人员进行mt和ut检测,确保所取试样无焊接缺陷。其余参 照gb/t8110—2008。 3.试验过程及数据记录 本次
文辑创建者
我要分享 >
职位:水利水电工程勘察设计人员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐