铜焊技术
2024-06-07

 安装穿墙套管的开口铜焊技术分析
安装穿墙套管的开口铜焊技术分析 以工程实际中遇到的问题,分析了变电所穿墙套管安装时采用开口铜焊的方法及原因,提出了以特定不锈钢焊接替代铜焊的方法。
无镀铜焊丝与镀铜焊丝对比 本文主要介绍无镀铜焊丝与传统镀铜焊丝的差异及试验对比,分析镀铜焊丝与无 镀铜焊丝的优缺点,为后续焊丝的选择提供理论依据。 1.试验目的 无镀铜焊丝具有环保、使用性能好等优点,为不断研究、应用新工艺,提高焊接 工艺水平,特对无镀铜焊丝进行本次试验,以验证其相关力学性能及使用性能。 2.试验要求 试验采用厚度为20mm的q345b钢材,采用co2气体保护焊,无镀铜焊丝(焊丝 型号等同于er50—6),φ1.2mm;对焊缝熔敷金属进行拉伸试验和-29℃v型缺 口冲击试验。组装试板时应采取预变形、刚性固定等方式,以保证焊后试板的平 整度。试板焊接时需由主管焊接工程师现场指导,并如实记录焊接参数等数据。 试板焊接完成后质检人员进行mt和ut检测,确保所取试样无焊接缺陷。其余参 照gb/t8110—2008。 3.试验过程及数据记录 本次
编辑推荐下载
格式:pdf
大小:148KB
页数:3P
人气:91
 4.4
4.4

铜焊丝 各种规格型号的铜焊丝 是否提供加工定制否型号hs221/201铜焊丝 类型实芯品牌金桥 标准直径3.0(mm)重量25公斤(g) 产地天津长度1000mm 规格1.2/1.6/2.0/2.5/3.0/4.0/5.0/6.0牌号hs221 是否含助焊剂是 铜焊丝 牌号主要成份(%)特性和用途相当aws 紫磷铜焊丝s201p0.5curem. 机械性能好,抗裂性好。紫铜气焊 及氩弧焊用 ercu 硅青铜焊丝s211 si3mn1 curem. 机械性能好,铜合金氩弧焊及 钢的mig钎焊用 ercusi-al 锡黄铜焊丝s221 cu60sn1si0.3 znrem. 熔点约890℃。黄铜气焊及碳弧焊用, 也可钎焊铜、钢、铸铁 铁黄铜焊丝s222 cu58sn0.9si0.1 fe0.8z
格式:pdf
大小:33KB
页数:2P
人气:91
4.4

铜焊丝简介如下: 牌号主要成份(%)特性和用途相当aws 黄铜焊丝 gmt-cu sncurem 机械性能好,耐 磨性好,流动性 非常优秀,适合 无温冷焊。 ercusn-d 紫磷铜焊丝s20 1 p0.5curem. 机械性能好,抗 裂性好。紫铜气 焊及氩弧焊用 ercu 硅青铜焊丝s21 1 si3mn1 curem. 机械性能好,铜 合金氩弧焊及 钢的mig钎焊 用 ercusi-al 锡青铜焊丝s21 2 sn5curem. 耐磨性好。铜合 金氩弧焊及钢 的堆焊用 ercusn-a 锡青铜焊丝s21 3 sn8curem. 耐磨性好。铜合 金氩弧焊及钢 的堆焊用 ercusn-c 铝青铜焊丝a1s 214 al7.5curem. 耐磨、耐蚀。铜 合金氩弧焊及 钢的堆焊用 ercual-a1 铝青铜
热门文档 铜焊技术
格式:pdf
大小:43KB
页数:5P
人气:91
4.4
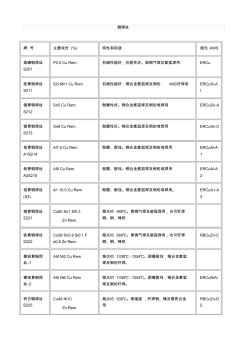
铜焊丝 牌号主要成份(%)特性和用途相当aws 紫磷铜焊丝 s201 p0.5curem.机械性能好,抗裂性好。紫铜气焊及氩弧焊用ercu 硅青铜焊丝 s211 si3mn1curem.机械性能好,铜合金氩弧焊及钢的mig钎焊用ercusi-a l 锡青铜焊丝 s212 sn5curem.耐磨性好。铜合金氩弧焊及钢的堆焊用ercusn-a 锡青铜焊丝 s213 sn8curem.耐磨性好。铜合金氩弧焊及钢的堆焊用ercusn-c 铝青铜焊丝 a1s214 al7.5curem.耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用ercual-a 1 铝青铜焊丝 a2s215 al9curem.耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用ercual-a 2 铝青铜焊丝 (a3) a110.5curem.耐磨、
格式:pdf
大小:633KB
页数:4P
人气:91
4.6
铜铜焊接及铜钢焊接技术在氧枪喷头产品中的应用 焊接技术是现代工业和科学技术发展的产物,是现代工业制造技术的一个重要的组成部分。通过对氧枪喷头产品中的焊接工艺难点进行试验研究,制定了可行的技术方案,保证了产品使用性能的要求。针对产品的结构,对焊接方法的选择进行了综合分析,通过试验研究,确定适于生产的工艺方案,以保证产品质量满足使用性能。对产品铜-铜焊接工艺进行了较系统研究,主要分析了铜与铜合金的焊接性;钎焊特点;钎焊接头的形成过程,其中包括钎料和母材金属成份、钎焊温度等。同时对氧枪喷头内部结构的钎焊工艺性从选用钎料、钎焊工艺试验两个方面进行了分析研究,并且针对氧枪喷头铜-钢焊接工艺性、对零件材质焊接性进行了分析,运用了铜钢电子束焊接,铜钢钨极氩弧焊接,铜钢熔化极氩弧焊接等方法进行了试验,确定了适于批量生产的工艺方法,经生产验证产品达到了各项技术性能指标。
格式:pdf
大小:58KB
页数:9P
人气:91
4.5
紫铜焊接? 紫铜焊接是被焊工件的材质(这里指紫铜),通过加热或加压或两者并用,并且用 或不用填充材料,使工件的材质紫铜达到原子间的建和而形成永久性连接的工艺过程, 一般用于工业 紫铜焊接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间 的连接。这一过程中,通常还需要施加压力。紫铜焊接的能量来源有很多种,包括气体 焰、电弧、激光、电子束、摩擦和超波等。19世纪末之前,唯一的紫铜焊接工艺是铁匠 沿用了数百年的金属锻焊。最早的现代紫铜焊接技术出现在19世纪末,先是弧焊和氧燃 气焊,稍后出现了电阻焊。 紫铜焊接的分类:金属的紫铜焊接,按其工艺过程的特点分有熔焊,压焊和钎焊三大 类. 熔焊是在紫铜焊接过程中将工件接口加热至熔化状态,不加压力完成紫铜焊接的方 法。熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动, 冷却后形成连续焊缝而将两工
格式:pdf
大小:22KB
页数:1P
人气:91
4.3

牌号主要成份(%)特性和用途相当aws 紫铜焊丝s201curem. 机械性能好,抗裂性好。紫铜气焊及氩弧 焊用 ercu 硅青铜s211 si3mn1 curem. 机械性能好,铜合金氩弧焊及钢的mig钎 焊用 ercusi-al 锡青铜s212sn5curem.耐磨性好。铜合金氩弧焊及钢的堆焊用ercusn-a 锡青铜s213sn8curem.耐磨性好。铜合金氩弧焊及钢的堆焊用ercusn-c 铝青铜a1s214al7.5curem.耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用ercual-a1 铝青铜a2s215al9curem. 耐磨、耐蚀。铜合金氩弧焊及钢 的堆焊用 ercual-a2 铝青铜(a3)a110.5curem. 耐磨、耐蚀。铜合金氩弧焊及钢 的堆焊用。 ercua1-a3 锡
格式:pdf
大小:121KB
页数:9P
人气:91
4.5

ics; h ×× 中华人民共和国黑色冶金行业标准 yb yb/txxxx—2006 双层铜焊钢管 doublewallcopper-brazedsteeltubing 征求意见稿(1) 200×-××-××发布200×-××-××实施 国家经济贸易委员会发布 yb/txxxx—2006 1 前言 本标准修改采用国际标准iso4038和iso13486-1中有关双层焊管的内容并根据美国标准astm a254-97(2002)《铜焊钢管》结合原gb/t11258-1989《双层卷焊钢管》进行制订。 本标准钢管的尺寸与力学性能和外镀层的盐雾试验与双层扩口试验的要求与国际标准相当。 本标准的化学成分、工艺性能中的压扁、弯曲、耐压,内表面清洁度等指标严于美国标准。增加了 气密性试验和汽车用钢管的
精华文档 铜焊技术

格式:pdf
大小:11KB
页数:2P
人气:91
4.6
紫铜和黄铜焊接方法 紫铜的焊接: 焊接紫铜(即一般所称的工业纯铜)的方法有气焊、手工碳弧焊、手工电弧焊和手工 氩弧焊等方法,大型结构也可采用自动焊。 1.紫铜的气焊 焊接紫铜最常用的是对接接头,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一 种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气 剂301作助熔剂。气焊紫铜时应采用中性焰。 2.紫铜的手工电弧焊 在手工电弧焊时采用紫铜焊条铜107,焊芯为紫铜(t2、t3)。焊前应清理焊接处边 缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107 焊条焊接,电源应采用直流反接。 焊接时应当用短弧,焊条不宜作横向摆动。焊条作往复的直线运动,可以改善焊缝的成 形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须彻底清除层间的熔渣。
格式:pdf
大小:16KB
页数:1P
人气:91
4.4
小议紫铜、黄铜焊接 铜具有优良的导电性、导热性、耐腐蚀性、延展性及一定的强度等特性。在电气、电子、化工、食品、动力、交通及航空航天工业中得到广泛应用。在纯铜(紫铜)中添加10余种合金元素,形成固溶体的各类铜合金,如加锌为黄铜;加镍为白铜;加硅为硅青铜;加铝为铝青铜等等。
格式:pdf
大小:9KB
页数:5P
人气:91
4.7
镀铜焊丝已经out了,现在都用无镀铜 目前,国内采用焊丝通常镀铜焊丝居多,即在焊丝 表面以镀一层铜粉达到保护焊丝不被氧化的作用,但镀铜也 带来焊接过程中烟雾大、堵塞导电嘴等一系列问题,尤其是 焊接烟雾问题,使得作业环境差。无镀铜焊丝属于一种 环保产品,与镀铜焊丝相比省去了镀铜工序,在焊接过程中 烟雾少、飞溅小、焊接稳定性好等,但应用范围还不多。作 为一种新型产品,要推广应用还需大量的试验验证,山推率 先进行了试验,进行了相关测试,为在工程机械领域应用打 好了技术基础。1.无镀铜焊丝的制造工艺无镀铜焊 丝(见图1)与镀铜焊丝相比省去了镀铜工序,减少了环境 污染,在焊接过程中可以免受含铜烟雾的损害,更好地保护 作业人员的身心健康。图1无镀铜焊丝生产线及生 产工艺属于焊丝生产技术领域。无镀铜焊丝生产流程为:放 线架→砂带抛光→粗拉→精拉→涂润滑防锈油→焊丝后处 理→缠绕包装机
最新文档 铜焊技术

格式:pdf
大小:20KB
页数:3P
人气:91
4.5
纯铜焊接工艺探讨 摘要:本文通过对纯铜的物理性能及焊接性分析,经过摸索试验,总结出一 套行之有效的纯铜手工氩弧焊焊接施工方法。 关键词:氩弧焊;预热;纯铜;焊剂 引言 纯铜是含cu量不低于99.9的工业纯铜,纯铜的密度为8.96g/m3,熔点为 1083℃,具有面心立方晶格的晶体结构,因此具有优良的导电性,在金属中仅次 于银,导热性仅次于金和银,在大气、海水中具有良好的耐蚀性及良好的低温塑 性,被广泛应用于导电元件或导体,常应用于电站的母线上。 1.纯铜焊接特点 由表1可看出铜焊接性有别于钢和铝,其焊接时主要存在以下几点问题: 1.1.未熔合、易变形 由表1可知铜的热导系数在20℃时约为铁的7.2倍,1000℃时约为铁的11 倍,焊接时热 量迅速从加热区传导出去,加热范围扩大,使母材与填充金属难以熔合,因 此焊接时要采用大功率热源,焊前要采取
格式:pdf
大小:465KB
页数:2P
人气:91
4.6
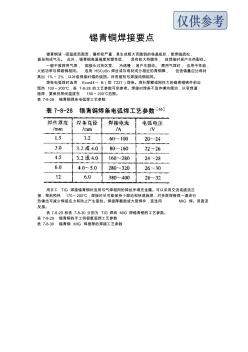
锡青铜焊接要点 锡青铜液-固温度范围宽,偏析较严重,易生成粗大而脆弱的枝晶组织,使焊缝疏松, 甚至构成气孔。此外,锡青铜高温强度和塑性低,具有较大热脆性,故焊接时易产生热裂纹。 一般不推荐用气焊,固接头过热区宽、冷速慢,易产生裂纹。需用气焊时,应用中性焰, 火焰功率与焊碳钢相同。选用hscusn焊丝或与母材成分相近的青铜棒,但含锡量应比母材 高出1%~2%,以补偿焊接时锡的烧损。所用熔剂与焊接纯铜相同。 焊条电弧焊时选用ecusⅱ一b(即t227)焊条。焊补厚擘或刚性大的锡青铜铸件前应 预热100~200℃,表7-8-28的工艺参数可供参考。焊接时焊条不宜作横向摆动,以窄焊道 施焊,要保持层间温度在150~200℃范围。 表7-8-28锡青铜焊条电弧焊工艺参数 用手工tig焊接锡青铜时选用与气焊相同的焊丝作填充金属。可以采用交流或直流正
格式:pdf
大小:35KB
页数:1P
人气:91
4.3
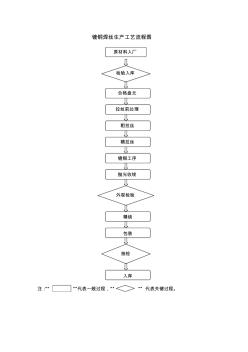
镀铜焊丝生产工艺流程图 注:“”代表一般过程,“”代表关键过程。 检验入库 合格盘元 拉丝前处理 粗拉丝 精拉丝 镀铜工序 外观检验 抛光收线 精绕 包装 抽检 入库 原材料入厂
格式:pdf
大小:256KB
页数:3P
人气:91
4.4
化学置换镀铜焊丝的防锈措施 分析置换镀铜焊丝生锈的原因,认为生锈是由于空气中的蒸汽或生产车间的酸雾凝结在焊丝表面造成的。为改善焊丝的表面状态,在焊丝生产过程中采取以下防锈措施:采用优质线材并做好粗拉前处理工作,进行无氧化退火热处理、加强精拉除脂和镀前清洗;加强镀液中各成分的控制、镀液温度和搅拌情况控制;加强镀后的水清洗和烘干、焊丝镀铜抛光保护、层绕和包装的控制。结果表明,焊丝锈蚀问题能得到解决。
格式:pdf
大小:220KB
页数:未知
人气:91
4.4
纯铜焊接件清洗液的研发 比较几种酸对纯铜焊接件中氧化皮、表面杂质的去除能力,确定基础酸。选定几种表面活性剂与其配伍,通过比较除油效果,确定清洗液的最终成分和用量,同时确定焊接件清洗后的钝化处理方法,以达到保色防腐效果。结果表明,磷酸、氢氟酸、氟硼酸和柠檬酸可作基础酸,与聚醚npe-108配伍可达到清洗效果,苯并三氮唑与硅酸钠有理想的保色性。

文辑创建者
我要分享 >
职位:幕墙BIM设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐