铜焊条牌号
2025-01-19
牌号 主要成份 (%) 特性和用途 相当 AWS 紫铜焊丝 S 201 Cu Rem. 机械性能好,抗裂性好。紫铜气焊及氩弧 焊用 ERCu 硅青铜 S 211 Si3 Mn1 Cu Rem. 机械性能好, 铜合金氩弧焊及钢的 MIG 钎 焊用 ERCuSi-Al 锡青铜 S 212 Sn5 Cu Rem. 耐磨性好。铜合金氩弧焊及钢的堆焊用 ERCuSn-A 锡青铜 S 213 Sn8 Cu Rem. 耐磨性好。铜合金氩弧焊及钢的堆焊用 ERCuSn-C 铝青铜 A1 S 214 Al7.5 Cu Rem. 耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用 ERCuAl-A1 铝青铜 A2 S 215 Al9 Cu Rem. 耐磨、耐蚀。铜合金氩弧焊及钢 的堆焊用 ERCuAl-A2 铝青铜 (A3) A1 10.5 Cu Rem. 耐磨、耐蚀。铜合金氩弧焊及钢 的堆焊用。 ERCuA1-A3 锡

一、磷铜系列焊料产品的牌号及性能: hag-02,含p7%、cu93%,等同于美标awsbcup-2、国标bcu93p及l201,具 有良好的流动性,价格低廉,广泛用于空调、冰箱、机电等行业铜及铜合金的 钎焊。熔点645-800摄氏度。 hag-05,含p6.5%、cu87%、sn6.5%,等同于国标bcu87snp,熔点更低,具有更 优良的流动性,仅适用于铜及其合金接头的焊接。熔点620-660摄氏度。 二、银铜磷系列焊料产品的牌号及性能: hag-2b,含银2%,等同于美标awsbcup-6、国标bcu91pag及l209,具有良好 的流动性和填充能力,广泛用于空调、冰箱、机电等行业,铜及铜合金的钎焊。 熔点645-790摄氏度。 hag-5b,含银5%,等同于美标awsbcup-3国标bcu88pag及l205,有一定塑 性,适

编辑推荐下载
热门文档 铜焊条牌号
格式:pdf
大小:55KB
页数:4P
人气:51
 4.7
4.7
1、在焊条牌号中字母“j”表示结构钢焊条。 2、第一、第二位数字表示熔敷金属抗拉强度的最小值,单位为kgf/mm2(应 换算成相应的mpa),共分10个等级:42、50、55、600、70、80、85、90、 10(100)。 3、第三个数字表示药皮类型和焊接电源种类。 4、第三位数字后的符号,表示某种特殊用途,如: “fe”表示铁粉焊条。 “x”表示立向下焊专用焊条。 “g”表示管道焊接专用焊条。 “gm”表示盖面专用焊条。 “d”表示底层焊专用焊条。 “z”表示重力焊条。 “gr”表示高韧度焊条。 “lma”表示耐潮焊条。 “h”表示超低氢焊条。 “r”表示韧度焊条。 “df”表示低氟焊条。 “rh”表示高韧超低氢焊条。 a132(不锈钢焊条)他前面的"a"是代表奥氏体不锈钢,奥的拼音第一个字母 焊条型号 一、简述 焊条型号编制方法如下:
格式:pdf
大小:22KB
页数:4P
人气:51
4.8
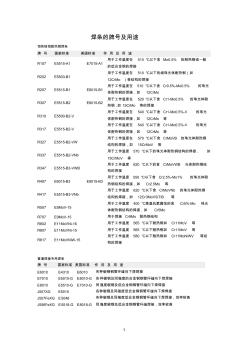
1 焊条的牌号及用途 钼和铬钼耐热钢焊条 牌号国家标准美国标准作用及用途 r107e5515-a1e7015-a1 用于工作温度在510℃以下含mo0.5%的耐热钢或一般 的低合金钢的焊接 r202e5503-b1 用于工作温度在510℃以下的细珠光体耐热钢(如 12crmo)等结构的焊接 r207e5515-b1e8015-b1 用于工作温度在510℃以下含cr0.5%-mo0.5%的珠光 体耐热钢的焊接,如12crmo r307e5515-b2e8015-b2 用于工作温度在520℃以下含cr1-mo0.5%的珠光体耐 热钢,如15crmo等的焊接 r310e5500-b2-v 用于工作温度在540℃以下含cr1-mo0.5%-v的珠光 体耐热钢的焊接,如12crmo等 r317e5515-b2-v
格式:pdf
大小:474KB
页数:6P
人气:51
4.6
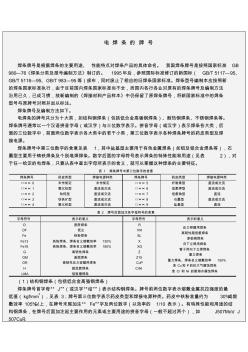
电焊条的牌号 焊条牌号是根据焊条的主要用途、性能特点对焊条产品的具体命名。我国焊条牌号是按照国家标准gb 980—76《焊条分类及型号编制方法》制订的。1995年后,参照国际标准修订的新国标(gb/t5117—95、 gb/t5118—95、gb/t983—95等)颁布,同时废止了相应的旧焊条国家标准。焊条型号编制本应按照新 的焊条国家标准执行,由于目前国内焊条国家标准尚不全,而国内各行各业对原有的焊条牌号及编制方法 沿用已久,已成习惯,故新编制的《焊接材料产品样本》中仍保留了原焊条牌号,将新国家标准中的焊条 型号与原牌号对照并加以标注。 焊条牌号及编制方法如下。 电焊条的牌号共分为十大类,如结构钢焊条(包括低合金高强钢焊条)、耐热钢焊条、不锈钢焊条等。 焊条牌号通常以一个汉语拼音字母(或汉字)与三位数字表示。拼音字母(或汉字)表示焊条各大类,后 面的三位数字中
格式:pdf
大小:163KB
页数:18P
人气:51
4.7
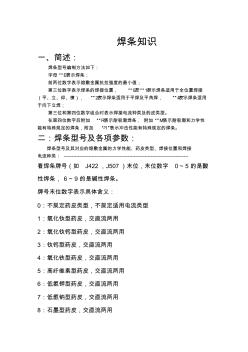
焊条知识 一、简述: 焊条型号编制方法如下: 字母“e”表示焊条; 前两位数字表示熔敷金属抗拉强度的最小值; 第三位数字表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接 (平、立、仰、横),“2”表示焊条适用于平焊及平角焊,“4”表示焊条适用 于向下立焊; 第三位和第四位数字组合时表示焊接电流种类及药皮类型。 在第四位数字后附加“r”表示耐吸潮焊条,附加“m”表示耐吸潮和力学性 能有特殊规定的焊条,附加“-1”表示冲击性能有特殊规定的焊条。 二:焊条型号及各项参数: 焊条型号及其对应的熔敷金属的力学性能、药皮类型、焊接位置和焊接 电流种类:-------------------------------------------------------------------------------- 看焊条牌号(如j422,j507)末位,末位数字0~5的是酸
格式:pdf
大小:50KB
页数:6P
人气:51
4.5
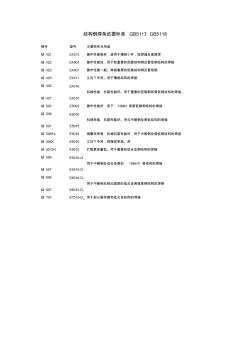
结构钢焊条依据标准gb5117、gb5118 牌号型号主要特性与用途 结421e4313操作性能极好,适用于薄板小件,短焊缝及盖面焊 结422e4303操作性能佳,用于较重要的低碳结构钢及普低钢结构的焊接 结423e4301操作性能一般。焊接重要的低碳结构钢及普低钢 结425e4311立向下专用。用于薄板结构的焊接 结426 结427 e4316 e4315 机械性能,抗裂性能好。用于重要的低碳钢和普低钢结构的焊接。 结502e5003操作性能好,用于16mn等普低碳钢结构的焊接 结506 结507 e5016 e5015 机械性能、抗裂性能好。用与中碳钢及普低结构的焊接 结506fee5018熔敷效率高,机械抗裂性能好,用于中碳钢及普低钢结构的焊接 结506xe5016立向下专用,焊接效率高。用 结507jhe5015扩散
精华文档 铜焊条牌号
格式:pdf
大小:119KB
页数:1P
人气:51
4.4
 焊条型号和焊条牌号的区别
焊条型号和焊条牌号的区别 焊条型号是国家标准中对焊条规定的编号,用来区别各种焊条熔敷金属的力学性能、化学成分、药皮类型、焊接位置和焊接电流种类。标有型号的焊条,其技术要求、性能指标、检验方法都应该按国家标准的规定进行。国家标准中通常只规定该种焊条最基本的要求。
格式:pdf
大小:121KB
页数:1P
人气:51
4.6
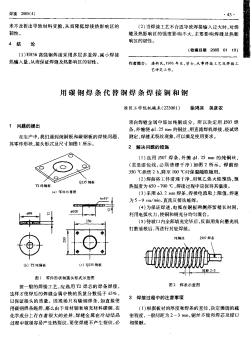
用紫铜焊条焊接合金刀片质量好 目前,大多数工厂里的车、刨床上使用的合金刀片都是用黄铜焊条焊接而成的。然而,用黄铜焊接的合金刀具,在车床上切削铸铁时,往往会因切削时产生的切削热而使合金刀片与刀杆间的黄铜熔动,从而使刀片产生严重的脱落现象。为了解决上述问题,我们在实践中通过摸索,认为采用紫铜焊条来代替黄铜焊条焊接合金刀具,也是一种很好的方法,而且焊接质量要比用黄铜焊接的好,现将操作方法介绍如下:
格式:pdf
大小:125KB
页数:2P
人气:51
3
紫铜焊条在灰铸铁件补焊中的应用——对铸件补焊中容易产生的缺陷及其原因、紫铜焊条的特性进行了分析,认为紫铜焊条在铸铁件焊补中具有其他补焊材料所不具备的优势;还介绍了补板在铸件缺陷补焊中的应用及其制作方法。详细说明了紫铜焊条在箱体类铸件的小缺陷补...
格式:pdf
大小:293KB
页数:17P
人气:51
4.5
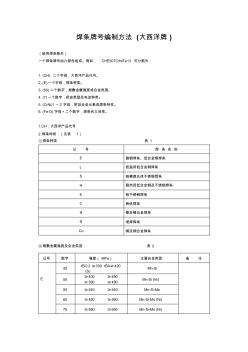
焊条牌号编制方法(大西洋牌) (船用焊条除外) 一个焊条牌号由六部份组成。例如che507crnife13可分割为: 1.(ch)二个字母,大西洋产品代号。 2.(e)一个字母,焊条种类。 3.(50)二个数字,熔敷金属强度或合金类型。 4.(7)一个数字,药皮类型及电流种类。 5.(crni)1~2字母,附加合金元素或焊条特性。 6.(fe13)字母+二个数字,焊条名义效率。 1.ch:大西洋产品代号 2.焊条种类:(见表1) ①焊条种类表1 记号焊条名称 e碳钢焊条、低合金钢焊条 l低温用低合金钢焊条 s铬镍奥氏体不锈钢焊条 h耐热用低合金钢及不锈钢焊条 k铬不锈钢焊条 c铸铁焊条 n镍及镍合金焊条 r堆焊焊条 cu铜及铜合金焊条 ②熔敷金属强度及合金类型:表2 记号数字强度(mpa)主要合金类型备注 e
最新文档 铜焊条牌号

格式:pdf
大小:5KB
页数:2P
人气:51
4.5

常用焊条型号牌号及特性 1、che421是原来的表示方法,实际上按国家标准gb5117《碳钢焊条》 和gb5118《低合金钢焊条》的标准,对其中具有药皮的手工电弧焊 接用碳钢和低合金焊条的有关型号划分作了统一规定。 2、据查,421焊条现表示方法应为e4313,属高钛型碳钢焊条。其中 e表示焊条、43表示熔敷金属抗拉强度最小值、1表示焊条适用于全 位置焊接、最后的3表示焊条药皮为钛钙型,可采用交流或直流正、 反接电源焊接。 3、所谓的普通焊条,即是指常用的焊条,即手工电弧焊(在工地现 场常见)的所用的电焊条(在焊芯外表上一层涂料,尾部有一段裸露 部分,用于焊钳的夹持)。普通焊条主要由如下几种: (1)对低碳钢结构件,一般选用钛钙型的e4303(j422)或e5023 (j502)焊条; (2)对要求塑性、韧性及抗裂性较高的重要结构件,选用低氢型e4315 (j
格式:pdf
大小:26KB
页数:3P
人气:51
4.8
焊条的分类及型号和牌号 一、焊条的分类 1.按用途分类: (1)碳钢焊条:主要用于强度等级较低的低碳钢和低合金 钢焊接。 (2)低合金钢焊条:用于低合金高强度钢,含合金元素较 低的钼和钻钼耐热钢及低温钢的焊接。 (3)不锈钢焊条:用于含金元素较高的钼耐热钢和钻钼耐 热钢及各类不锈钢的焊接。 (4)堆焊焊条:用于金属表面层的堆焊。 (5)铸铁焊条:用于铸铁的焊接和补焊。 (6)铜及铜合金焊条:用于铜及铜合金的焊接、补焊式堆 焊。 (7)铝及铝合金焊条:用于铝及铝合金的焊接、补焊式堆 焊。 (8)特殊焊条:用于水下焊接。 2.按焊条药皮融化后的熔渣特性分类: (1)酸性焊条:溶渣以酸性氧化物(sio2、tio2、feo3) 为主的焊条为酸性焊条。 特点:1)引弧容易、燃烧稳定; 2)可用于交、直流电源焊接; 3)飞溅小、脱渣性好; 4)焊接烟尘少; 5)脱硫性能差、抗热裂纹性能差;
格式:pdf
大小:40KB
页数:1P
人气:51
4.6
焊条的型号和牌号的区别 型号是国家标准中对焊条规定的编号,用来区别各种焊条熔敷金属的力学性能、化学成分、药皮类型、焊接位置和焊接电流种类。标有型号的焊条,其技术要求、性能指标、检验方法都应按国家标准的规定进行。国家标准中通常只规定该种焊条最基本的要求。焊条国家标准不可能包括所有的焊条。
格式:pdf
大小:76KB
页数:10P
人气:51
4.5
焊条型号与牌号 (1)焊条的牌号 以结构钢为例:牌号,编制法。结xxx,结为结构钢焊条,第3个数字,代表药皮类 型,焊接电流要求,第1、2数:代表焊缝金属抗拉强度。 ( 2)焊条的型号 焊条的型号是按国家有关标准与国际标准确定的。exxx,以结构钢为例,型号编 制法为字母“e”表示焊条,第一、二位表示熔敷金属最小抗拉强度,第三位数 字表示焊条的焊接位置,第三、四位数字表示焊接电流种类及药皮类型。 4.焊条的分类 根据不同情况,电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成 分分类、按药皮熔化后熔渣的特性分类。 按照焊条的用途,可以将电焊条分为:结构钢焊条、耐热钢焊条、不锈钢焊条、 堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝 合金焊条以及特殊用途焊条。 如果按照焊条药皮的主要化学成分来分类,可以将电焊条分为:氧化钛型焊
格式:pdf
大小:130KB
页数:2P
人气:51
4.5
采用磷铜焊条火焰钎焊变压器线包 从工作实践出发,叙述了磷铜焊条在变压器铜线线圈及其他线路铜零件设备的焊接性,以及使用磷铜焊条钎焊的工艺过程。
格式:pdf
大小:56KB
页数:未知
人气:51
4.7
用低熔点磷铜焊条焊接电动机引线 电动机过流、过压均能造成漆包线与引线连接处烧损,导致接触不良发生事故。利用低熔点磷铜焊条焊接引线的钎焊工艺,可以收到较好效果。
格式:pdf
大小:89KB
页数:未知
人气:51
4.4
焊条的型号和牌号的区别 型号是国家标准中对焊条规定的编号,用来区别各种焊条熔敷金属的力学性能、化学成分、药皮类型、焊接位置和焊接电流种类。标有型号的焊条,其技术要求、性能指标、检验方法都应按国家标准的规定进行。国家标准中通常只规定该种焊条最基本的要求。焊条国家标准不可能包括所有的焊条。
格式:pdf
大小:1.7MB
页数:5P
人气:51
4.3
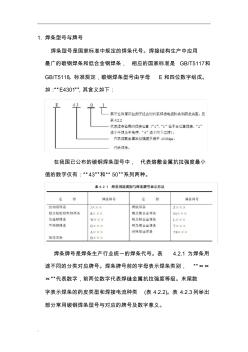
. .. 1.焊条型号与牌号 焊条型号是国家标准中规定的焊条代号。焊接结构生产中应用 最广的碳钢焊条和低合金钢焊条,相应的国家标准是gb/t5117和 gb/t5118。标准规定,碳钢焊条型号由字母e和四位数字组成。 如:“e4301”,其含义如下: 在我国已公布的碳钢焊条型号中,代表熔敷金属抗拉强度最小 值的数字仅有:“43”和“50”系列两种。 焊条牌号是焊条生产行业统一的焊条代号。表4.2.1为焊条用 途不同的分类对应牌号。焊条牌号前的字母表示焊条类别,“×× ×”代表数字,前两位数字代表焊缝金属抗拉强度等级。末尾数 字表示焊条的药皮类型和焊接电流种类(表4.2.2)。表4.2.3列举出 部分常用碳钢焊条型号与对应的牌号及数字意义。 . .. 表4.2.3部分常用碳钢焊条型号与牌号对应表 焊条型号是根据熔敷金属抗拉强度、药皮类型、焊接位置、 电流种
格式:pdf
大小:45KB
页数:6P
人气:51
4.6

焊条型号与牌号的识别 (一)焊条药皮的作用与类型 1、焊条药皮的基本功能: (1)保护电弧与熔池。药皮比焊芯熔化慢,形成一个套筒,保护金属熔滴顺利地 向熔池过渡;同时药皮放出气体和形成熔渣,保护电弧及熔池免受空气的有害作用。熔渣覆 盖于熔敷金属表面,也降低了焊缝金属的冷却速度,有利于改善接头性能。 (2)冶金处理。通过冶金反应直到脱氧、脱硫、脱磷等去除杂质作用,同时还对 焊缝金属起合金化作用。 (3)赋予焊条良好的焊接工艺性能。使电弧容易引燃,燃烧稳定,减少飞溅,增大 熔深,保证焊缝成形等。 (4)满足某些专用焊条的特殊功能。如铁粉焊条药皮内含较多的铁粉,增加了焊条 的熔敷系数,提高了焊接生产率。 2、焊条药皮的类型: 序 号 药皮类型对应牌号对应型号焊接电源 1特殊型×××0e××00 2钛型×××1e××13直流或交流 3钛钙型×××
文辑创建者
我要分享 >
职位:主创规划师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐