推土机铲刀推杆接头与球座焊接工艺改进
2024-05-30
1.焊缝开裂原因推土机铲刀两侧推杆承受较大的冲击载荷。推杆接头内焊接有球座,若接头与球座的焊接质量不佳,推土机推土作业产生的推力,极易造成接头与球座焊缝的开裂,如图1所示。分析认为,推杆接头开裂的原因有下4点:一是焊接坡口小。只在推杆接头的内孔处铸造20°坡口,球座处没有坡口,焊接时焊材与球座不能充分融合,焊接后强度达不到要求。


机器人焊接工作站在推土机后桥箱焊接中的应用
 装载机多功能铲斗焊接工艺的改进与应用
装载机多功能铲斗焊接工艺的改进与应用 本文从焊接应力和焊接变形的控制角度出发,对斗底的焊接工艺进行分析和改进。实践证明,利用改进后工艺制造的斗底,变形量得到有效控制,产品合格率也大大提高,较好地解决了长期以来该部件在焊接变形和焊接难度等方面的加工难题。
编辑推荐下载
格式:pdf
大小:699KB
页数:4P
人气:52
 4.7
4.7
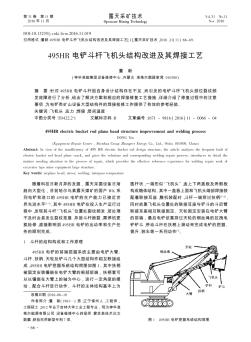
针对495hr电铲斗杆因自身设计结构存在不足,而引发的电铲斗杆飞机头部位裂纹频发故障进行了分析,给出了解决方案和相应的焊接修复工艺措施,详细介绍了修复过程中的注意事项,为电铲类矿山设备大型结构件的焊接检修工作提供了有效的参考经验。
格式:pdf
大小:55KB
页数:4P
人气:52
4.7

轨道接头焊接工艺 1.钢轨变形的控制 在施焊过程中钢轨接头将向下弯曲变形,为此在焊接前必须将钢轨端头垫起 一定的高度以保证在焊接完毕后,钢轨能保持平直。 预先垫起的高度,依钢轨的品种、长度和固定情况以及施焊时的环境温度等 因素而定,在一般情况下,建议采用下图所示做法。 670 钢垫板200×120×20-40 80 压板固定螺栓 808033533580670 赤铜垫板200×100×20 预先用赤铜垫板将钢轨端头垫起40~60mm,利用已制作好的螺栓和压板等 联结件,拧紧螺帽使钢轨固定在吊车梁上,每一钢轨接头附近应至少设置4处固 定点。当焊完轨底部分以后,松开压板,将钢轨端头的垫起高度降低到20mm, 再拧紧压板螺帽,当把轨腰部分焊完后,拆除全部垫板并松开压板,此时钢轨接 头处应该有很小的上挠值,在施焊轨头过程中,根据钢轨恢复平直的情况,决定 是否再拧紧压板
热门文档 推土机铲刀推杆接头与球座焊接工艺改进

格式:pdf
大小:584KB
页数:2P
人气:52
4.5
装载机铲斗主刃板焊接工艺的改进 轮式装载机是以装卸散状物料为主的多用途、高效率的工程机械,前后机架、动臂、铲斗是该机的关键结构件。在铲运过程中,铲斗主刃板是受物料磨损的主要部位,磨损严重后不但影响整机的使用性能,而且会减少铲斗容量。因此,如何改进焊接工艺,保证主刃板堆焊层的焊接质量,提高其耐磨性能,
格式:pdf
大小:384KB
页数:3P
人气:52
4.5
锆换热管与管板接头脉冲焊接工艺 对锆管管板接头焊接特点、接头结构形式及相关影响焊接质量的因素进行分析,制定相关工艺方案,通过管板接头焊接工艺试验,制定了合理的锆管与管板接头焊接结构和工艺,并提出了焊接过程中的工艺质量控制环节和控制方法。

格式:pdf
大小:29KB
页数:5P
人气:52
4.7
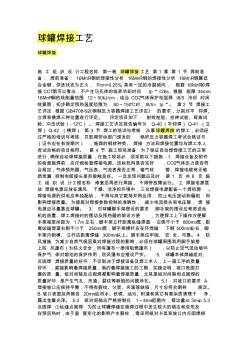
球罐焊接工艺 球罐焊接 施工组织设计工程名称第一卷球罐焊接工艺第1章第1节焊前准 备:焊前准备:16mnr钢的焊接性分析16mnr钢的焊接性分析16mnr钢属低 合金钢,供货状态为正火,pcm>0.25%,具有一定的冷裂倾向,根据16mnr的焊 接cct图可以看出,不产生马氏体的临界冷却时间tp′=26s,根据板厚34mm 16mnr钢的线能量范围12~50kj/cm,结合co2气体保护电弧焊t8/5冷却时间 线算图,初步确定预热温度范围为80~150℃时,t8/5>tp′。第2节焊接工 艺评定根据gb4708-92《钢制压力容器焊接工艺评定》的要求,分别对平仰焊、 立焊和横焊三种位置进行评定。评定项目如下:射线检验、拉伸试验、弯曲试 验、冲击试验(-12℃)。焊接工艺评定报告编号为q-4
精华文档 推土机铲刀推杆接头与球座焊接工艺改进
格式:pdf
大小:450KB
页数:8P
人气:52
4.5
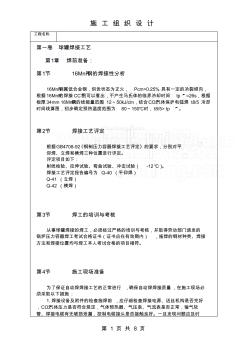
施工组织设计 第1页共8页 工程名称 第一卷球罐焊接工艺 第1章焊前准备: 第1节16mnr钢的焊接性分析 16mnr钢属低合金钢,供货状态为正火,pcm>0.25%,具有一定的冷裂倾向, 根据16mnr的焊接cct图可以看出,不产生马氏体的临界冷却时间tp′=26s,根据 板厚34mm16mnr钢的线能量范围12~50kj/cm,结合co2气体保护电弧焊t8/5冷却 时间线算图,初步确定预热温度范围为80~150℃时,t8/5>tp′。 第2节焊接工艺评定 根据gb4708-92《钢制压力容器焊接工艺评定》的要求,分别对平 仰焊、立焊和横焊三种位置进行评定。 评定项目如下: 射线检验、拉伸试验、弯曲试验、冲击试验(-12℃)。 焊接工艺评定报告编号为q-40(平仰焊) q-41(立焊) q-42(横焊) 第3节焊工的培训与考核
格式:pdf
大小:149KB
页数:7P
人气:52
4.6
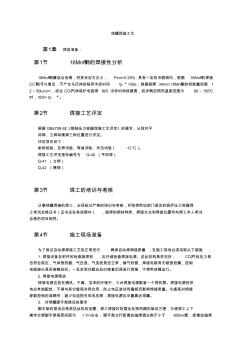
球罐焊接工艺 第1章焊前准备: 第1节16mnr钢的焊接性分析 16mnr钢属低合金钢,供货状态为正火,pcm>0.25%,具有一定的冷裂倾向,根据16mnr的焊接 cct图可以看出,不产生马氏体的临界冷却时间tp′=26s,根据板厚34mm16mnr钢的线能量范围1 2~50kj/cm,结合co2气体保护电弧焊t8/5冷却时间线算图,初步确定预热温度范围为80~150℃ 时,t8/5>tp′。 第2节焊接工艺评定 根据gb4708-92《钢制压力容器焊接工艺评定》的要求,分别对平 仰焊、立焊和横焊三种位置进行评定。 评定项目如下: 射线检验、拉伸试验、弯曲试验、冲击试验(-12℃)。 焊接工艺评定报告编号为q-40(平仰焊) q-41(立焊) q-42(横焊) 第3节焊工的培训与考核 从事球罐焊接的焊工,必须经过严格的培训与考核,并取得劳动
格式:pdf
大小:1.7MB
页数:44P
人气:52
4.8

毕业设计(论文) 题目铝合金搭接接头焊接工艺设计 专业 班级 学生 学号 指导教师 重庆交通大学 年 目录 摘要................................................................................................................................................................i abastract...............................................................................................................................................ii 前言............
格式:pdf
大小:432KB
页数:3P
人气:52
4.4
钢制凸形封头拼接焊接接头的焊接工艺评定 本文按照凸形封头的成形加工工艺、封头材料种类,封头拼接焊接接头的焊接方法和焊后热处理类别,分别叙述封头拼接焊接接头的焊接工艺评定所需项目。
最新文档 推土机铲刀推杆接头与球座焊接工艺改进
格式:pdf
大小:96KB
页数:2P
人气:52
4.4
贯流锅炉集箱T型接头焊接工艺探究 通过采用不同的焊接方法对贯流锅炉集箱t型接头进行焊接工艺试验,对比分析了各种焊接工艺下的焊接质量、生产效率以及其操作方便性,最终选定了其较适宜的焊接方法。
格式:pdf
大小:102KB
页数:4P
人气:52
4.3
钢结构柱接头现场焊接工艺的实施及控制 返回 摘要:本文简要介绍了q345c钢材的基本性能,在现场焊接时的焊接工艺及焊接操作基本要领。 关键词:q345c现场焊接工艺 河北定洲发电厂一期工程2×600mw机组的主厂房钢结构由河北电力设计院设计,三门峡水工机械厂制 造。主厂房钢结构分为:除氧煤仓间、加热器平台、汽机房a0-a列柱。钢架的主立柱、梁、垂直支撑全部 采用"h"型钢,母材材质为q345c(属低合金结构钢),钢架主立柱采用分段对接方式连成一体,其中"h" 型钢的腹板采用高强螺栓连接,翼缘板之间的连接采用对口焊接方式。 一、材料介绍 1.q345化学成分如下表(%): 元素c≤mnsi≤p≤s≤al≥vnbti 含量0.21.0-1.60.550.0350.0350.0150.02-0.150.015-0.060.0
格式:pdf
大小:104KB
页数:4P
人气:52
4.4

钢结构柱接头现场焊接工艺的实施及控制 返回 摘要:本文简要介绍了q345c钢材的基本性能,在现场焊接时的焊接工艺及焊接操作基本要领。 关键词:q345c现场焊接工艺 河北定洲发电厂一期工程2×600mw机组的主厂房钢结构由河北电力设计院设计,三门峡水工机械厂制 造。主厂房钢结构分为:除氧煤仓间、加热器平台、汽机房a0-a列柱。钢架的主立柱、梁、垂直支撑全部 采用"h"型钢,母材材质为q345c(属低合金结构钢),钢架主立柱采用分段对接方式连成一体,其中"h" 型钢的腹板采用高强螺栓连接,翼缘板之间的连接采用对口焊接方式。 一、材料介绍 1.q345化学成分如下表(%): 元素c≤mnsi≤p≤s≤al≥vnbti 含量0.21.0-1.60.550.0350.0350.0150.02-0.150.015-0.060.02
格式:pdf
大小:783KB
页数:2P
人气:52
4.6
**资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:176KB
页数:未知
人气:52
4.6
推土机铲刀提升系统中快降阀的应用研究 研究了快降阀的工作条件,计算出快降阀开启时节流口的液体流量,分析了快降阀节流口的大小对推土机提升系统的影响.通过实验测出快降阀对推土机铲刀提升时间的影响,分析了实验数据中的液压流量关系,为快降阀的设计与改进提供了支持.
格式:pdf
大小:337KB
页数:未知
人气:52
4.5
连续管焊接工艺及接头性能研究 根据连续管结构特点开发了专用工装及优化的焊接工艺,并对焊接接头的强度、塑性、硬度、耐腐蚀性能进行了研究。结果表明,连续管对接接头的热影响区中总存在不同程度的软化,该软化区的存在使得接头断裂于焊缝附近,同时接头的强度降低。采用专门开发的水冷焊接工艺可以明显改善软化程度,接头强度下降幅度降低。接头的弯曲、压扁试验结果表明焊接接头具有良好的变形能力。在28%hcl模拟溶液中焊接接头的腐蚀速度很快,由于材质的不同及结构特点的影响,焊缝的腐蚀速度明显高于母材及热影响区。
格式:pdf
大小:455KB
页数:未知
人气:52
4.5
大型铝型材焊丝、焊接工艺及焊接接头组织与性能 概述了车辆用大型铝合金型材配用焊丝、焊接工艺,并以车辆用7005铝型材焊接接头为例详细说明了这类型材焊接接头的组织与性能。
格式:pdf
大小:186KB
页数:5P
人气:52
4.4
焊接工艺对空调机活塞球杆焊接接头显微组织的影响 分析了三种不同焊接工艺焊接的汽车空调机活塞球杆焊接接头的显微组织,并对其显微硬度分布进行了测定,探讨了焊接工艺对显微组织的影响。
格式:pdf
大小:89KB
页数:未知
人气:52
4.4
柔性管接头焊接工艺及质量检验 柔性管接头是柔性钻具组合的重要环节,接头焊接工艺的选择直接影响到焊缝的强度,论述了对40crmnmo合金风柔性管坯料所进行的取样分析,并介绍了所采用的焊接设备和焊丝的选用、待焊接头的结构、焊接准备及焊接工艺过程等,指出合理地选择焊接工艺参数能避免柔性管接头在焊接过程中产生缺陷,并且焊后具有良好的综合机械性能,符合柔性钻具组合的强度设计要求。
文辑创建者
我要分享 >
职位:燃气工程总监工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐