铜银焊条介绍
2024-05-28
银铜焊条介绍 Ag 银焊条(即银焊料、银焊丝、银焊环、银焊片、银焊膏)系列主要有: 2%银 焊条 (即国标 HL209 银焊条 );5%银焊条 (HL205 银焊条 );15%银焊条 (HL204 银焊 条 );18%银焊条 (德标+00Degassa1876 银焊条 );25%银焊条 (HL302 银焊条 );30% 银焊条 (德标 L-Ag30cd 银焊条 );35%银焊条 (Bag-2 银焊条 );40%银焊条 (Bag-28 银焊条 );45%银焊条 (HL303 银焊条 );50%银焊条 (HL324 银焊条 );56%银焊条 (Bag-7 银焊条 );60%银焊条 ;65%银焊条 70%银焊条 ;72%银焊条 (HL308 银焊 条 );85%银焊条等品种 ,形状有条状、丝状、环状、粉状、膏状、非晶太等。广泛 应用于机电、电子、家电、五金、汽配等行业。 产品牌号和性能: 一、银

银焊条、银焊丝、银焊片,银焊环银钎料具有优良的工艺性能,不高的溶点、流动性好、 良好的润湿性和填满间隙的能力,并且强度高、塑性好,导电性和耐蚀性优良,配合102 焊粉可以用来钎焊除铝、镁及其他低熔点金属以外的所有黑色和有色金属,广泛应用于制冷、 灯饰、五金电器、仪器仪表、化工、航空航天等工业制造领域。银钎料可用多种方法进行钎 焊,推荐接头间隙0.05~0.13m/m,钎焊紫铜,其接头强度160~200mpa,钎焊黄铜、不锈 钢等材料300~400mpa,并能在200°c条件下连续工作,是高要求钎焊的理想焊料。 常用银钎料对照表: hzag-50b,熔化温度:690-775用于电子、食品及承受振动载荷场合下材料的焊接。 hzag-47b熔化温度:663-730综合性能好,有优良的韧性和渗透性,抗拉强度好。常 用于机电、食品及表面光洁要求较高另件的钎焊。 hz
银焊条规格 hl205 hl206 hl303 hl304 hl306 agcuznygag25bag25cuzn (hl302)24-2640-42余量700-850钎焊温度较高,润湿性及填缝能力好,适 宜钎焊铜及硬质合金、钢等ygag30bag30cuzn29-3137-39余量680-77 0熔点稍低,润湿性及填缝能力好,适宜钎焊及铜合金ygag45bag45cuzn (hl303)44-4629-31余量665-745熔点稍低,润湿性及填缝能好,接头强度 高且能承受震动载荷,适用范围广ygag50bag50cuzn (hl304)49-5133-35余量690-775具有良好的漫流性和填满间隙能力,钎焊 接头强度高,塑性好,适用于钎焊铜及铜合金、钢及不锈钢ygag65bag65c uzn (h
编辑推荐下载
格式:pdf
大小:1.1MB
页数:5P
人气:80
 4.6
4.6
一、银基铜磷环保焊料(银铜磷钎料)牌号及性能 (1)hag-2b含银2%等同美标awsbcup-6、国标bcu91pag及l209,具有良好的流 动性和填充能力,广泛用于空调、冰箱、机电等行业,铜及铜合金的钎焊。熔点645-790摄 氏度。 (2)hag-5b含银5%等同于美标awsbcup-3国标bcu88pag及l205,有一定塑性,适 用不能保持紧密配合的铜及其合金接头的焊接。熔点645-815摄氏度。(3)hag-15b含 银15%等同于美标awsbcup-5国标bcu80agp及l204,具有接头塑性好,导电性提高, 特别适用间隙不均场合。可钎焊承受振动载荷的铜及其合金接头的钎焊。熔点645-800摄氏 度。 二、银基铜锌环保焊料(银钎料)牌号及性能简介 (1)hag-18bsn含
格式:pdf
大小:49KB
页数:3P
人气:80
4.7
金华博威焊业有限公司银焊条介绍 博威银焊条是一种以银或银基固深体的钎料,具有优良的工艺性能,不高的溶点、 良好的润湿性和填满间隙的能力,并且强度高、塑性好,导电性和耐蚀性优良, 可以用来钎焊除铝、镁及其他低熔点金属以外的所有黑色和有色金属,广泛应用 于制冷、灯饰、五金电器、仪器仪表、化工、航空航天等工业制造领域。 一.银磷铜焊条牌号对照及简介(标准:gb/t10046-2000) 环保银铜磷焊料,不高的熔点,也能加工成焊片,焊圈,盘丝产品,可用来钎焊 铜,铜合金产品,符合rosh标准,用途广泛。 bw-agp2awsbcup-6bcu91pag料209含银2%,熔点645-790摄氏度,具有良好的流 动性和填充能力,广泛用于空调,冰箱,机电等 行业的铜及铜合金的钎焊. bw-agp5awsbcup-3bcu89pag料205含银5%
热门文档 铜银焊条介绍
格式:pdf
大小:49KB
页数:3P
人气:80
4.6
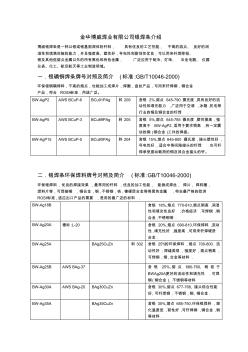
金华博威焊业有限公司银焊条介绍 博威银焊条是一种以银或银基固深体的钎料,具有优良的工艺性能,不高的溶点、良好的润 湿性和填满间隙的能力,并且强度高、塑性好,导电性和耐蚀性优良,可以用来钎焊除铝、 镁及其他低熔点金属以外的所有黑色和有色金属,广泛应用于制冷、灯饰、五金电器、仪器 仪表、化工、航空航天等工业制造领域。 一.银磷铜焊条牌号对照及简介(标准:gb/t10046-2000) 环保银铜磷焊料,不高的熔点,也能加工成焊片,焊圈,盘丝产品,可用来钎焊铜,铜合金 产品,符合rosh标准,用途广泛。 bw-agp2awsbcup-6bcu91pag料209含银2%,熔点645-790摄氏度,具有良好的流 动性和填充能力,广泛用于空调,冰箱,机电等 行业的铜及铜合金的钎焊. bw-agp5awsbcup-3bcu89pag料205含银
格式:pdf
大小:168KB
页数:2P
人气:80
4.3
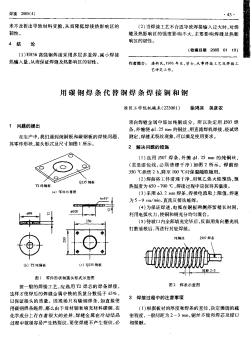
 不用银焊条的紫铜焊接方法
不用银焊条的紫铜焊接方法 我厂过去对于紫銅工件的焊接,大多采用60%銀焊条的办法。后来,电焊师付們共同商量研究,下定决心,要攻破不用銀焊进行紫銅焊接的难关。經过不断实践,总結經驗,摸索到一些方法,解决了这个問題。
格式:pdf
大小:13KB
页数:1P
人气:80
4.4
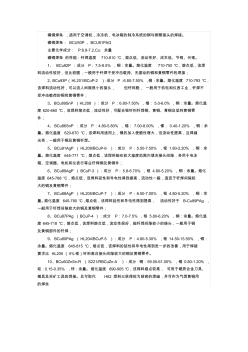
磷铜焊条,适用于空调机,冷冻机,电冰箱的制冷系统的铜与铜管接头的焊接。 磷铜焊条:bcu93p、bcu91pag 主要化学成分:p:6.8-7.2,cu:余量 磷铜焊条的性能:钎焊温度710-810℃,熔点低、流动性好、成本低、节银、代银。 1、bcu92p:成分p:7.5-8.5%,铜:余量。熔化温度710-750℃,熔点低,该焊 料流动性较好,但比较脆,一般用于钎焊不受冲击载荷、无振动的铜和黄铜零件的焊接; 2、bcu93p(hl201/bcup-2):成分p:6.80-7.50%,铜:余量。熔化温度710-793℃, 该焊料流动性好,可以流入间隙很小的接头,但钎料脆,一般用于机电和仪表工业,钎焊不 受冲击载荷的铜和黄铜零件; 3、bcu89snp(hl208):成分p:6.80-7.50%,锡:5.0-6.0%,铜:余量。熔化温
精华文档 铜银焊条介绍
格式:pdf
大小:168KB
页数:3P
人气:80
3
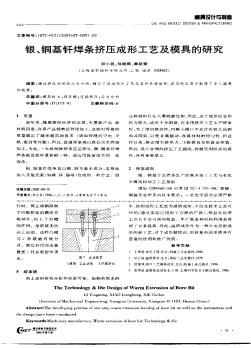
银、铜基钎焊条挤压成形工艺及模具的研究——通过挤压成形的应力分析,确定了连续挤压工艺及其挤压模结构,在实际应用中取得了令人满意的效果。
格式:pdf
大小:22KB
页数:1P
人气:80
4.3

牌号主要成份(%)特性和用途相当aws 紫铜焊丝s201curem. 机械性能好,抗裂性好。紫铜气焊及氩弧 焊用 ercu 硅青铜s211 si3mn1 curem. 机械性能好,铜合金氩弧焊及钢的mig钎 焊用 ercusi-al 锡青铜s212sn5curem.耐磨性好。铜合金氩弧焊及钢的堆焊用ercusn-a 锡青铜s213sn8curem.耐磨性好。铜合金氩弧焊及钢的堆焊用ercusn-c 铝青铜a1s214al7.5curem.耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用ercual-a1 铝青铜a2s215al9curem. 耐磨、耐蚀。铜合金氩弧焊及钢 的堆焊用 ercual-a2 铝青铜(a3)a110.5curem. 耐磨、耐蚀。铜合金氩弧焊及钢 的堆焊用。 ercua1-a3 锡
格式:pdf
大小:673KB
页数:6P
人气:80
4.4
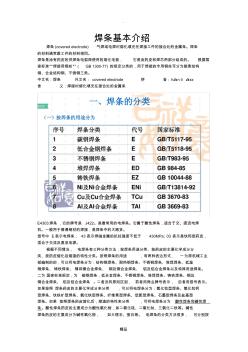
. 精品 焊条基本介绍 焊条(coveredelectrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。焊条 的材料通常跟工件的材料相同。 焊条是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。根据国 家标准“焊接用钢丝”(gb1300-77)的规定分类的,用于焊接的专用钢丝可分为碳素结构 钢、合金结构钢、不锈钢三类。 中文名:焊条外文名:coveredelectrode拼音:hàntiáo 含义:焊接时熔化填充在接合处的金属条 e4303焊条,它的牌号是j422。是最常用的电焊条。它属于酸性焊条,适合于交、直流电焊 机。一般用于普通钢材的焊接,是焊条中的大路货。 型号中e表示电焊条;43表示焊缝金属的抗拉强度不低于430mpa;03表示是钛钙型药皮, 适合于交流及直流电源。 根据不同情况,电焊条有三种分类
格式:pdf
大小:689KB
页数:5P
人气:80
4.4
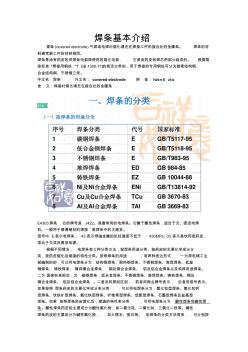
焊条基本介绍 焊条(coveredelectrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。焊条的材 料通常跟工件的材料相同。 焊条是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。根据国 家标准“焊接用钢丝”(gb1300-77)的规定分类的,用于焊接的专用钢丝可分为碳素结构钢、 合金结构钢、不锈钢三类。 中文名:焊条外文名:coveredelectrode拼音:hàntiáo 含义:焊接时熔化填充在接合处的金属条 e4303焊条,它的牌号是j422。是最常用的电焊条。它属于酸性焊条,适合于交、直流电焊 机。一般用于普通钢材的焊接,是焊条中的大路货。 型号中e表示电焊条;43表示焊缝金属的抗拉强度不低于430mpa;03表示是钛钙型药皮, 适合于交流及直流电源。 根据不同情况,电焊条有三种分类方法:按焊条用途
最新文档 铜银焊条介绍

格式:pdf
大小:24KB
页数:2P
人气:80
4.7
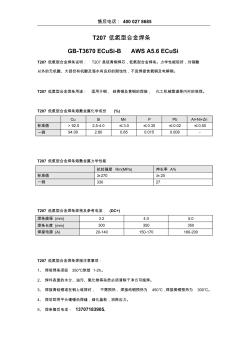
售后电话:4000278685 t207低氢型合金焊条 gb-t3670ecusi-bawsa5.6ecusi t207低氢型合金焊条说明:t207是硅青铜焊芯,低氢型合金焊条。力学性能较好,对销酸 以外的无机酸、大部份有机酸及海水有良好的耐蚀性,不宜焊接含氧铜及电解铜。 t207低氢型合金焊条用途:适用于铜,硅青铜及黄铜的焊接,化工机械管道等内衬的堆焊。 t207低氢型合金焊条熔敷金属化学成份(%) cusimnppbal+ni+zn 标准值>92.02.5-4.0≤3.0≤0.30≤0.02≤0.50 一例94.002.800.850.0150.008- t207低氢型合金焊条熔敷金属力学性能 抗拉强度rm(mpa)伸长率a% 标准值≥270≥20 一例33027 t207低氢型合金
格式:pdf
大小:17KB
页数:13P
人气:80
4.6

钼及铬钼耐热钢焊条:r107r207r307r317r327r337r347r407r507r707r807r817r307lr317l r407l 低温钢焊条:w607w607hw707niw907niw107w107niw406fe 不锈钢焊条:g202g207g217g242g247g257g267g302g307g357g357mg367367mg200m520 bm831am837aa002a002aa002nb347la002022la0322209-16a042a052a062309la072a082a 102a102aa107a132a137a14219-9-6a146a172a202a207a212a222a232a237a24
格式:pdf
大小:15KB
页数:7P
人气:80
4.5
1、焊条选用的原则 焊条的选用须在确保焊接结构安全、可靠使用的前提下,根据被焊材料的化学成分、力 学性能、板厚及接头形式、焊接结构特点、受力状态、结构使用条件对焊缝性能的要求、焊 接施工条件和技术经济效益等综合考查后,有针对性地选用焊条、必要时还需进行焊接性试 验。 (1)同种钢材焊接时焊条选用要点 1)考虑焊缝金属力学性能和化学成分对于普通结构钢,通常要求焊缝金属与母 材等强度,应选用熔敷金属抗拉强度等于或稍高于母材的焊条。对于合金结构 钢,有时还要求合金成分与母材相同或接近。在焊接结构刚性大、接头应力高、 焊缝易产生裂纹的不利情况下,应考虑选用比母材强度低的焊条。当母材中碳、 硫、磷等元素的含量偏高时,焊缝容易产生裂纹,应选用抗裂性能好的碱性低 氢型焊条。 2)考虑焊接构件使用性能和工作条件对承受动载荷和冲击载荷的焊件,除满足 强度要求外,主要应保证焊缝金
格式:pdf
大小:96KB
页数:9P
人气:80
4.7

钢筋焊接对焊条有哪些要求? 2008-10-0817:28:20|分类:工程資料|举报|字号订阅 j422焊条与e50焊条的区别 j422的强度為420mpa,牌号是e4303。 e50**强度在500mpa,常见的有e5015,5016等,相当于j506,j507 j是焊条牌号,中文结jie(结构钢)的首拼。字母后边的参数包括强度、药皮、电源种类等。 e是焊条型号。e是表示焊条,后面的数字一般是4位数,分别表示12强度,34焊接位置和焊 接电流种类和药皮类型。 焊条的型号与牌号有何区别 含条的型号是国家标准规定的,其含义包括药皮类型、合金类型、强度、适用焊接电源等等,其 分类很细。焊条牌号是生产企业制定的相对比较通用的叫法。如焊条型号e4303对应的牌号是 j422 常用的焊条有哪些牌号或是型号? 母材是
格式:pdf
大小:19KB
页数:8P
人气:80
4.4
钢筋焊接焊条的型号应根据设计确定,如设计没有规定,应按不 同的接头形式采用不同的焊条。 帮条焊、搭接焊:hpb235采用e4303焊条; hrb335采用e4303焊条; hrb400采用e5003焊条; rrb400采用e5003焊条。 坡口焊、预埋件穿孔塞焊:hpb235采用e4303焊条; hrb335采用e5003焊条; hrb400采用e5503焊条; rrb400采用e5503焊条。 窄间隙焊:hpb235采用e4316,e4315焊条; hrb335采用e5016,e5015焊条; hrb400采用e6016,e6015焊条。 钢筋与钢板搭接焊接、预埋件t型焊接:hpb235采用e4303焊 条;hrb335采用e4303焊条;hrb400采用e5003焊条。 其中,“03”表示钛钙型药皮焊条(酸性),脚、直两用,工艺性
格式:pdf
大小:254KB
页数:11P
人气:80
4.5
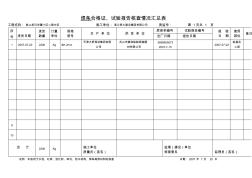
焊条合格证、试验报告核查情况汇总表 工程名称:胜山拆迁安置小区二期中区施工单位:浙江恒大建设集团有限公司质监号:第1页共1页 序 号进货日期 进货 数量 计量 单位 规格 型号 生产单位供货单位 质保单编号试验报告编号报验 日期 使用 部位 备注 出厂日期报告日期 12007-07-222200kgφ1.2mm 天津大桥焊材集团有限 公司 舟山市雍和船舶焊接器 材有限公司 5698655573 2007-7-15 2007-07-22 桩基及 上部 9 10 合计2200kg施工单位 质量员(签名) 监理(建设)单位 核查意见监理员(签名) 说明:本表用于水泥、红砖、淡化砂、碎石、防水材料、焊条等原材料的核查日期:2007年7月25日 管桩合格证核查情况汇总表 工程名称:胜山拆迁安置小区二期(中区)施

格式:pdf
大小:48KB
页数:5P
人气:80
4.5

1 (1)焊条的选用 ①焊条选用基本原则焊条的种类繁多,每种焊条都有一定的特性和用途。为了保证产品质量、提高生产效率和降低生产成本, 必须正确选用焊条。在实际选择焊条时,除了要考虑经济性、施工条件、焊接效率和劳动条件之外,还应考虑以下原则: a.等强度原则对于承受静载荷或一般载荷的工件或结构,通常按焊缝与母材等强的原则选用焊条,即要求焊缝与母材抗拉强 度相等或相近。 b.等条件原则根据工件或焊接结构的工作条件和特点来选用焊条。如在焊接承受动载荷或冲击载荷的工件时,应选用熔敷金 属冲击韧性较高的碱性焊条;而在焊接一般结构时,则可选用酸性焊条。 c.等同性原则在特殊环境下工作的焊接结构,如耐腐蚀、高温或低温等,为了保证使用性能,应根据熔敷金属与母材性能相 同或相近原则选用焊条。 ②碳钢焊条的选用根据我国碳钢焊条标准,目前主要使用的碳钢焊条主是有e43系列及e50系列两种型号。
格式:pdf
大小:155KB
页数:8P
人气:80
4.3
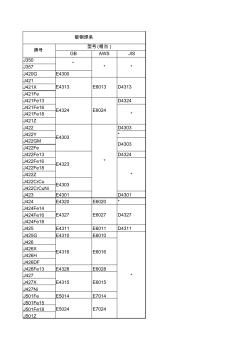
gbawsjis j350 j357 j420ge4300 j421 j421x j421fe j421fe13d4324 j421fe16 j421fe18 j421z j422d4303 j422y* j422gm j422fe j422fe13d4324 j422fe16 j422fe18 j422z j422crcu j422crcuni j423e4301d4301 j424e4320e6020* j424fe14 j424fe16 j424fe18 j425e4311e6011d4311 j425ge4310e6010 j426 j426x j426h j426df j426fe13e4328e6028 j427 j427x j427ni j501fee5014e7014 j501fe15 j501fe18 j501z d4327 碳钢
文辑创建者
我要分享 >
职位:工程机械员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐