通用卧式车床改装为焊接钢管的专用轧辊车床
2025-01-23

 用普通车床加工焊接钢管专用轧辊
用普通车床加工焊接钢管专用轧辊 本文介绍了将普通车床进行简单改造,就可以加工各类不同直径的焊接钢管轧辊的生产方法,以及使用时的刀具、安装、对刀方法。

1 目录 第一章cw6136卧式车床简介及运动分析..................................................................................2 一、cw6136a卧式车床..............................................................................................................2 二、cw6136a卧式车床运动分析..........................................................................................2 第二章控制方案设计..................................
编辑推荐下载
格式:pdf
大小:281KB
页数:未知
人气:81
 4.7
4.7
数控轧辊车床增加花纹钢板轧辊铣削功能 对数控车床进行改进,增加花纹板轧辊铣削主轴全闭环装置,结合原有数控车床的两个全闭环的线性轴(x、z轴),实现三轴二联动,使a轴具备准确分度,x轴、z轴具有自动移动功能,且在加工中断后可以准确续接,实现了花纹板轧辊数控全闭环铣削控制.改造后,数控车床具有车削和铣削两大功能.
格式:pdf
大小:222KB
页数:未知
人气:81
4.5
大型卧式车床附件机动装置的设计 目前国内外卧式车床导轨上可移动部件往往采用独立驱动或手动吊运的方式,这样无疑增加了成本和增加了加工辅助时间。为避免现有技术的不足,设计了一种利用机床已有动力源拖拽附件移动的装置。
热门文档 通用卧式车床改装为焊接钢管的专用轧辊车床
格式:pdf
大小:748KB
页数:10P
人气:81
4.6
卧式车床电气控制系统 车床是机床中应用最广泛的一种,它可以用于切削各种工件的外圆、内孔、端面及螺纹。 车床在加工工件时,随着工件材料和材质的不同,应选择合适的主轴转速及进给速度。但目 前中小型车床多采用不变速的异步电动机拖动,它的变速是靠齿轮箱的有级调速来实现的, 所以它的控制电路比较简单。为满足加工的需要,主轴的旋转运动有时需要正转或反转,这 个要求一般是通过改变主轴电动机的转向或采用离合器来实现的。进给运动多半是把主轴运 动分出一部分动力,通过挂轮箱传给进给箱来实现刀具的进给。有的为了提高效率,刀架的 快速运动由一台进给电动机单独拖动。车床一般都设有交流电动机拖动的冷却泵,来实现刀 具切削时冷却。有的还专设一台润滑泵对系统进行润滑。 一、机床的主要结构和运动形式 卧式车床的电气控制车床的种类很多,其中卧式车床是应用极为广泛的金属切削机床。 它用于对具有旋转表
格式:pdf
大小:356KB
页数:4P
人气:81
4.4
卧式车床防护结构设计 文章分别从卧式车床防护结构设计步骤、防护主要部件的设计原则、方法、注意事项等方面进行了详细研究,并对其进行了归纳总结。最后,提出了卧式车床防护外观设计原则。文中归纳总结出的卧式车床防护成熟结构,其设计方法、研究思路对从事设计车床防护的设计人员具有一定的参考价值。
格式:pdf
大小:293KB
页数:4P
人气:81
4.7
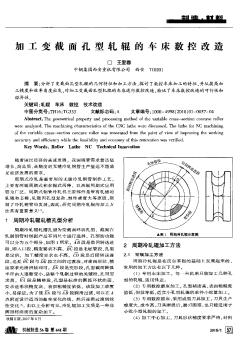
分析了变截面孔型轧辊的几何特征和加工方法,探讨了数控车床加工的特征,并从提高加工精度和效率角度出发,对加工变截面孔型轧辊的车床进行数控改造。验证了车床数控改造的可行性和经济性。
格式:pdf
大小:962KB
页数:4P
人气:81
4.7
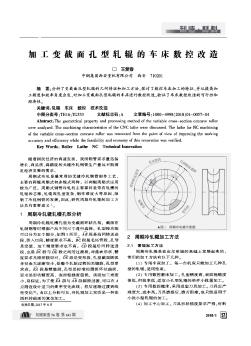
分析了变截面孔型轧辊的几何特征和加工方法,探讨了数控车床加工的特征,并从提高加工精度和效率角度出发,对加工变截面孔型轧辊的车床进行数控改造,验证了车床数控改造的可行性和经济性。
格式:pdf
大小:182KB
页数:2P
人气:81
4.4
重型卧式车床卡盘设计 介绍了重型卧式车床卡盘结构的组成、特点和优点。主轴与卡盘之间采用1∶30锥度过盈配合,消除了联接间隙并可靠传递主轴扭矩。顶尖结构采用短锥柄法兰式结构,卡爪增加手动移动装置,四套主卡爪采用进口双向机械增力丝杠夹紧。
精华文档 通用卧式车床改装为焊接钢管的专用轧辊车床
格式:pdf
大小:554KB
页数:未知
人气:81
4.4
高频焊接钢管机平轧辊设计 给出了焊接钢管设计时带钢尺寸的计算公式以及卷圆中开口平辊、闭口平辊和定径中定径平辊的计算方法,特别是对轧制时钢带厚度和宽度与受力和变形的关系进行了探讨.实践证明,据此算法设计的平轧辊使用时间长,且生产出的焊接钢管表面质量也有较大幅度的提高.
格式:pdf
大小:85KB
页数:未知
人气:81
4.5
《焊接钢管轧辊》国家标准正式发布 据悉,2015年9月11日《中华人民共和国国家标准公告2015年第25号公告》公布:由山东省四方技术开发有限公司(简称山东四方)负责起草制订的《焊接钢管轧辊》国家标准,经国家质量监督检验检疫总局和中国国家标准化管理委员会正式批准发布,标准号为gb/t31936—2015,实施日期2016年6月1日。该项标准的制订发布,为促进和适应焊管行业和焊管轧辊的进步和发展,提高产品的市场竞争力,规范市场准入
格式:pdf
大小:213KB
页数:未知
人气:81
4.6
普通车床改装为微机控制电缆头加工机床 本文主要介绍纯铝软金属在钻孔加工中如何采用微机控制,解决自动化加工中切屑阻塞现象及用8031单片微机进行控制的原理及具体电路.
格式:pdf
大小:460KB
页数:3P
人气:81
4.5
防振垫铁与卧式车床的稳定性 1防振垫铁的类型按防振垫铁与机床的紧固方式分,有用螺栓紧固和不紧固两类。与机床紧固的防振垫铁只有下平面采用橡胶隔振元件,与机床不紧固的防振垫铁上、下两个平面都采用橡胶隔振元件。
最新文档 通用卧式车床改装为焊接钢管的专用轧辊车床
格式:pdf
大小:331KB
页数:17P
人气:81
4.6

目录 1零件的工艺性分析.......................................................................................................................1 1.1零件的功能.结构及特点..................................................................................................1 1.2主要加工表面及其要求.....................................................................................................1 2毛坯的选择.................
格式:pdf
大小:1.8MB
页数:65P
人气:81
4.3
本科毕业设计(论文)任务书 题目:ca6140车床进给箱设计 专题题目:离合器m3所连接轴上的一双联滑移齿轮设计与 校核 原始依据(包括设计(论文)的工作基础、研究条件、应用环 境、工作目的等): ca6140型车床是我国自行设计制造的一种卧式车床,具 有以下特点:机床刚性好,抗振性能好,可进行高速强力切 削和重载荷切削;机床操纵手柄集中,安排合理,溜板箱有 快速移动机构,进给操纵较直观,操作方便,可减轻劳动强 度;机床具有高速细进给量,加工精度高,表面粗糙度小(公 差等级能达到it6一it7,表面粗糙度可达ral.25):机床 溜板刻度盘有照明装置,尾座有夹紧机构,操作方便等等。 c6140车床是我国设计制造的典型的卧式车床,在我国 机械制造类工厂中使用极为广泛。近年来又在机床结构上进 行改革,并在此机床的基础上,开发出来新的先进的系列产
格式:pdf
大小:18KB
页数:1P
人气:81
4.7
卧式车床安全操作规程 适用机型:1、普通车床:c613,1613,cm6125,cg6125,c615,c616, c616a,1616m,c6132a,1617,c6136a,c618,c618k,c618-1,c620,c620-1,c620-1b, c620-3,cw6140,cy6140,cm6140,cw6140a,ca6140,c6140,ta1620,mk53kc, cw6143,cm6150,c630,cm6163,c630-1c640,cw61100,111c,1602,sv18r,1n61, s1-200,s1-250,tr70b,sn4002000,c650,165,1670,eu-500,龟城3#。2、铲齿 车床:c8904,c8955。3、其他非标准车床:一、认真执行《金属切削机床通用操作规 程》有关规定。 二、认真执行下述有关普通车床通用规定:
格式:pdf
大小:57KB
页数:未知
人气:81
4.7
小直径超薄壁焊接钢管轧辊孔型设计 介绍了津侨薄壁钢管有限公司开发小直径超薄壁(s/d=1.5%)焊接钢管所采用的w孔型。该孔型调试方便,成型稳定。
格式:pdf
大小:79KB
页数:未知
人气:81
4.5
大型卧式车床设备基础及机床安装质量问题的处理 大型卧式车床设备基础及机床安装质量问题的处理
格式:pdf
大小:399KB
页数:2P
人气:81
4.6
卧式车床上加工薄壁长铝管件内孔的夹具设计 针对普通车床加工薄壁长铝管件内孔的难加工现状进行分析,介绍了一种在普通车床上通过夹具的改进设计来车削加工各种类型的薄壁长铝管件内孔的方法,并分析了该工装夹具的结构及工作原理,夹具使用过程中应注意的事项等。经过实践证明,该夹具使用方便且安全可靠,减轻了工人的劳动强度,生产效率比常规装夹要高出1倍,并且保证了薄壁铝管件内孔的尺寸精度与表面粗糙度。
格式:pdf
大小:238KB
页数:24P
人气:81
4.4

1 机械制造工艺学课程设计 设计说明书 题目:车床尾座套筒 学校:湖南工业大学 学院:机械工程学院 专业:机械工程及其自动化 班级: 姓名: 指导老师: 设计时间:2011年12月19日 至2011年12月25日 机械工程学院 2011年12月 2 《机械制造工艺课程设计》任务书 一.设计题目: 设计车床尾座套筒零件的机械加工工艺规程及车床尾座套筒工序的设计计 算 二、原始数据和技术要求: 该零件图样一张 生产纲领:单件小批量生产 生产条件:金工车间加工 三、设计内容与要求: (1)毛坯图 零件图1张 零件-毛坯合图1张 (2)机械加工工艺规程卡片1张 工序卡1套 (3)课程设计说明书1份 四、进度安排: 序号内容基本要求时间备注 1准备阶段⑴阅读、研究任务书;明确设计内容和要求。
格式:pdf
大小:10KB
页数:5P
人气:81
4.4
焊接钢管的标准 焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管 生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20 世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊 缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢 管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般 比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产 管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产 速度较低。 因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 1.低压流体输送用焊接钢管(gb/t3092-1993)也称一般焊管,俗称黑管。是用 于输送水、煤气、空气
格式:pdf
大小:510KB
页数:未知
人气:81
4.3
厚大断面球墨铸铁卧式车床卡盘的铸造 简述了厚大断面球墨铸铁卧式车床卡盘的铸造技术,提出了生产该类铸件适宜的工艺措施。
文辑创建者
我要分享 >
职位:装修预算员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐