调整焊管工业结构
2025-03-26
2000年以来,我国焊管产量连续多年高速增长,但从2007年下半年至今,由于美国次级债危机引发全球金融风暴,造成世界经济大幅动荡,我国经济发展也受到波及,对我国焊管行业影响很大。通过对我国焊管行业2000~2008年9月份生产经营形势的分析,可以看出,我国焊管工业的调整期已经到来,焊管工业的结构调整势在必行。只有坚持科学发展观,实现焊管行业深层次的结构调整,提高焊管产业的集中度,才能促进我国焊管工业更好更快地发展。

焊管调整对焊接质量的影响 a,感应器 (1)感应器与钢管的距离为3---5毫米. (2)多匝感应器应为二到四匝,用圆形或方形铜管缠成圆桶状,当中通水冷却. (3)单匝感应器的宽度:焊1,5寸以下管时为管直径的1.5倍, 焊2—3寸管时,为管直径的1.2倍; 焊4寸以上时,与管直径相等. 多匝感应器的宽度:参照单匝选取,比单匝稍窄即可. (4)放置位置:感应器与管同心放置,其应尽量靠近挤压辊.为提高效率,可将感应器斜 放与焊缝成一个角度. b,阻抗器(磁棒) (1)间隙:与管子的间隙为6—15毫米 (2)长度:焊1.5寸以下管时150—200毫米. 焊2—3寸管时250—300毫米. 焊四寸以上时350---400毫米. (3)放置位置:其头部应与挤压辊中心线重合
 高频焊管焊接挤压辊的调整
高频焊管焊接挤压辊的调整 针对高频焊管焊接挤压辊的孔型特点,介绍了生产不同规格焊管时焊接挤压辊的调整方法。结合高频焊管的成型工艺特点,提出了通过观察断面焊接区的金属流线方法,判定带钢边部端面焊接过程中合缝状态,并给出了不同合缝状态下调整挤压辊的具体办法。
编辑推荐下载
格式:pdf
大小:183KB
页数:15P
人气:70
 4.7
4.7
焊管 焊管 焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的 钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备 资少,但一般强度低于无缝钢管。 简介 20世纪30年代以来,随着优质带钢连轧生产的迅速发展以 及焊接和检验技术的进步,焊缝质量不断提 高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了 无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按 生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频) 气焊管,炉焊管。直缝焊管生产工艺简单,生产效率高,成本低, 发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料 生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的 焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%, 而且生产速度较低。 材料 焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分 为炉焊管、电
热门文档 调整焊管工业结构
格式:pdf
大小:16KB
页数:2P
人气:70
4.6
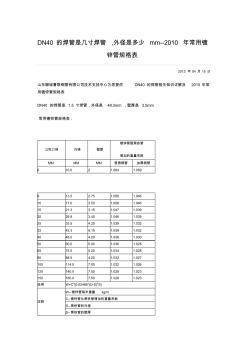
dn40的焊管是几寸焊管,外径是多少mm--2010年常用镀 锌管规格表 2013年04月15日 山东聊城鲁联钢管有限公司技术支持中心为您提供dn40的焊管相关知识详解及2010年常 用镀锌管规格表 dn40的焊管是1.5寸焊管,外径是48.3mm,壁厚是3.5mm 常用镀锌管规格表: 公称口径外径壁厚 镀锌管壁黑铁管 增加的重量系数 mmmmmm普通钢管加厚钢管 610.021.0641.059 813.52.751.0561.046 1017.03.501.0561.046 1521.33.151.0471.039 2026.83.401.0461.039 2533.54.251.0391.032 3242.35.151.0391.032 4048.04.00
格式:pdf
大小:79KB
页数:2P
人气:70
4.5

工业焊管规格及参考重量表(标准一) 称直径外径 壁厚、重量 sch.5ssch.10ssch.20ssch.40s dnnpsin.mmin.mmkg/min.mmkg/min.mmkg/min.mmkg/m 151/20.84021.340.0651.650.8090.0832.111.01 203/41.05026.670.0651.651.030.0832.111.29 2511.31533.400.0651.651.300.1092.772.110.1203.052.310.1333.382.53 3211/41.66042.160.0651.651.670.1092.772.720.1203.052.970.1403.563.42
格式:pdf
大小:20KB
页数:11P
人气:70
4.4
低压流体焊管和直缝焊管 直缝焊管是一种笼统得叫法,方式用钢带生产,在高频焊接设备直缝焊接的管子都叫直缝焊管。(由于钢 管的焊接处成一条直线故而得名)。 其中按照用途不同,又不同的后道生产工序.(大致可分为脚手架管,流体管,电线套管,支架管,护 栏管等几种) 而低压流体焊管是直缝焊管的一种,一般用水,煤气的输送,在焊接完毕后比普通焊管多加以一道水 压测试,故而低压流体管比普通直缝焊管价格一般高出一点(按现在的市场价来说,大概高出80元左右) 例如:焊接钢管流体管1寸(dn25)(就是φ33.5*3.25)价格大概在3950每吨。 而普通直缝焊管在3880左右。 无缝化钢管与无缝钢管的区别 市面上常见的焊管有几种,直缝焊管、螺旋焊管和无缝化焊管,但直缝焊管和螺旋焊管都非常好辩认,无 缝化. 焊管和无缝钢管的区别可以从几个方面来看: 首先焊管一般来说都
格式:pdf
大小:14KB
页数:2P
人气:70
4.8

焊管机组——装饰管焊管机知识归纳 一、装饰管焊管机用途: 装饰管焊管机主要用于装饰、制品、家电用不锈钢管的生产。本系列机组 模具成型后拉出圆管、方管、矩形管,也可以生产椭圆管、半圆管、梅花管等 各种异形管。如:楼梯扶手用管、防盗门窗用管、室内室外护栏用管等。 二、装饰管焊管机特性功能: 焊管机特点:机台坚固耐用、高精度、全自动化、操作简单,连续生产、 效率高、材料浪费少,成品率高、生产成本低。 三、远兴鸿焊管机技术参数: 型号制管范围(mm)制管厚度(mm)出管速度(m/min) 30机40轴φ6-φ25.40.2-0.81-20 小zg40φ6-φ31.80.2-1.01-20 标zg40φ8-φ50.80.2-1.51-15 大zg40φ8φ63.50.3-2.01-10 zg50φ25.4-φ76.20.3-2.51-
格式:pdf
大小:9KB
页数:5P
人气:70
4.4

为汽车生产企业提供用于汽车制动管路、燃油管路、输气管路、发动机燃油管路、机油管路 等。根据客户的不同要求对管材表面进行镀锌、锌铝合金、铝锌合金,并对镀层进行白色钝 化、橄榄绿钝化,同时还可以进行pvf涂层、pvdf涂层材料的涂敷。 双层卷焊管是用宝山钢铁股份有限公司生产的材质为bhg2的超深冲钢通过冷轧加工成精密 带钢,再通过连续电镀铜生产线将该精密带钢镀成镀铜钢带,该镀铜钢带即为双层卷焊管的 原材料。 带钢物理化学性能 化学成分 拉伸试验(标距50mm) c si mn p s 屈服强度 抗拉强度 伸长率 mpa % 0.03-0.035 ≤0.02 0.1-0.2 <0.02 ≤0.01 ≥160 ≥300 ≥40 双层卷焊管的生产工艺如下:镀铜钢带(一般为白色钢带,厚度为0.35±0.012mm)通过 成型卷绕双层后(其中内、
精华文档 调整焊管工业结构
格式:docx
大小:20KB
页数:未知
人气:70
3
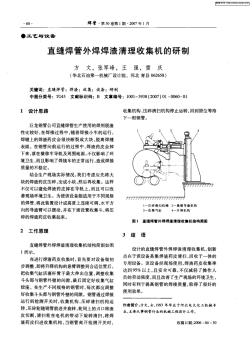
 螺旋焊管制作及螺旋焊管技术特性
螺旋焊管制作及螺旋焊管技术特性 螺旋焊管制作及螺旋焊管技术特性——本人介绍了螺旋焊管制作及螺旋焊管技术特性,还和直缝焊管技术特性进行了比较。

格式:pdf
大小:30KB
页数:1P
人气:70
4.8

订货单位 consumer 收货单位 purchaser 产品名称 productname 炉号钢号规格屈服点抗拉强度伸长率水压压力测试直度质量测试备注 heatsteelyieldtensileelongationhydraulicstraughtnessdimentionsremarks nogradesizepointstrengthpressurestest&outside mpampaδ%testqualitytest 10t20136a53gr.b8"*sch200.190.210.450.0160.01624542326passpasspass 10t20136a53gr.b10"*sch200.210.180.430.0190.01925045029passpa
最新文档 调整焊管工业结构
格式:pdf
大小:44KB
页数:8P
人气:70
4.5
焊管质量证明书 篇一:镀锌焊管产品质量证明书 购货单位收货单位昆山炅悦 昆山正阳镀锌有限责任公司执行标准 gb/t13793-20xx 质保书编号合同号车号苏e39713 业务员:检查单位: 购货单位收货单位昆山炅悦 昆山正阳镀锌有限责任公司执行标准 gb/t13793-20xx 质保书编号合同号车号苏e39713 业务员:检查单位: 购货单位收货单位昆山炅悦 昆山正阳镀锌有限责任公司执行标准 gb/t13793-20xx 质保书编号合同号车号苏e39713 业务员:检查单位: 篇二:钢管产品质量证明书 钢管产品质量证明书钢管产品质量证明书 一、要尽可能到大型钢筋生产企业的经销部门或专卖店 去购买,这些销售部门的钢筋由生产企业直供,钢筋质量较 有保证;
格式:pdf
大小:621KB
页数:9P
人气:70
4.5
直缝焊管 目录 简介 管子的成型工艺 焊接钢管 直缝焊管 一般焊管 直缝焊管的技术 直缝焊管质量检验 直缝焊管的材质 直缝焊管的用途 展开 简介 管子的成型工艺 焊接钢管 直缝焊管 一般焊管 直缝焊管的技术 直缝焊管质量检验 直缝焊管的材质 直缝焊管的用途 展开 编辑本段简介 直缝焊管,凡是生产直缝焊管,热扩管等,以带钢为生产原料,在高频焊接设备上进行直 缝焊接得到的管子都叫直缝焊管。(由于钢管的焊接处成一条直线故而得名)。其中按照用途 不同,又不同的后道生产工序,.(大致可分为脚手架管,流体管,电线套管,支架管,护栏管 等几种)。直缝焊管标准gb/t3091-2008而低压流体焊管是直缝焊管的一种,一般用水,煤气 的输送,在焊接完毕后比普通焊管多加以一道水压测试,故而低压流体管比普通直缝焊管价 格一般高出一点(按现在的市场价来说,大概高出80元左右)例如:焊接钢管流体
格式:pdf
大小:1022KB
页数:7P
人气:70
4.5
直缝焊管制管工艺对钢管横向拉伸性能影响探讨 根据包辛格效应和形变强化理论,结合焊管生产实践,探讨了uoe、jcoe、erw制管工艺对钢管横向拉伸性能的影响。结果表明:弯曲变形对包辛格效应并无明显影响,如果变形量足够大,将对钢管强度的提高起到较大作用;压缩变形对钢管强度的影响主要取决于钢的金相组织,针状铁素体组织的钢,包辛格效应不明显,而传统的铁素体-珠光体(或少珠光体)钢,则具有明显的包辛格效应;钢管扩径具有非常明显的加工硬化作用,扩径后钢管强度较扩径前普遍升高。最后提出,由于不同的制管工艺对钢管拉伸性能有各不相同的影响,制管厂可以根据自己的制管工艺,制定原材料钢板(卷)技术条件来满足钢管的性能要求。
格式:pdf
大小:141KB
页数:5P
人气:70
4.5
高频直缝焊管的焊接机制分析及其控制与调整 本文详细剖析了高频直缝焊管的焊接过程,针对实际生产中造成焊管质量缺陷的主要原因,介绍了操作调整心得,并指出了判断、解决所述主要问题的方法。
格式:pdf
大小:97KB
页数:5P
人气:70
4.4
直缝焊管在钢结构中的应用前景 比较了无缝管、直缝焊管和螺焊管的各自优缺点,简要介绍了直缝焊管的制造工艺,综述了国内外钢管结构的应用现状,分析了直缝焊管在钢结构中的应用前景,提出了相关建议。
格式:pdf
大小:159KB
页数:未知
人气:70
4.7
P.T.东南亚钢管工业公司的年产20万t的大口径焊管厂投产 P.T.东南亚钢管工业公司的年产20万t的大口径焊管厂投产
格式:pdf
大小:1.1MB
页数:9P
人气:70
4.5
直缝焊管在钢结构中的应用前景 摘要:文章比较了无缝管、直缝焊管和螺焊管的各自优缺点,提出了钢结构用钢管的选 型建议,综述了国内外钢管结构的应用现状,分析了直缝焊管在钢结构中的应用前景. 随着人类文明的不断进步,许多大空间、大跨度建筑如体育馆、展览馆、机场航站 楼、地铁站、大型工业厂房等不断涌现出来,特别是2008年奥运会在北京召开,钢结构 经典之作在北京、天津、青岛、沈阳等地精彩展现,极大地带动国内钢结构行业的发展, 给予钢结构行业创新发展的历史机遇,显然传统的钢筋混凝土结构、木结构、砌筑结构 等很难实现这种大跨度空间结构形式。 自然界中的许多例子显示了圆管形状在受压、受扭以及多方向受弯下的卓越的结构 性能人们正是从这些风中芦苇、雨中翠竹中受到启发,钢结构传统设计理念得到突破,将 圆管结构与建筑外形相结合,形成极具魅力的钢管结构,给世人以无限的视觉冲击和美
格式:pdf
大小:18KB
页数:2P
人气:70
4.4

焊管货资源表: 焊管φ18*2-3-4-6 焊管φ20*2-3-4-6 焊管φ22-2-3-4-6-8 焊管φ25*2-3-4-5-6-8-10 焊管φ28*2.5-3-5-8-10-12 焊管φ30*3-4-5-9-12-14- 焊管φ32*3-4-6-8-12-14 焊管φ48*3-6-8-10-12-14-16 焊管φ51*5-6-8-10-12-14-16 焊管φ57*3.5-5-6-8-10-12-14-16 焊管φ60*4-5-6-8-10-12-14-16 焊管φ68*3.5-6-8-10-12-14-16 焊管φ70*3.5-6-8-10-12-14-16-20 焊管φ76*3.5-6-8-10-12-14-16-20 焊管φ83*4-6-8-10-12-14-16-20 焊管φ89*4-6-8-10-12-14-1
文辑创建者
我要分享 >
职位:燃气工程总监工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐