弯扭小带冠导叶片D600B112的加工工艺
2025-01-17
根据弯扭小带冠导叶片D600B112的特点,在其制造的过程中利用MasterCAM、Pro/E联合造型.采用数控卧式加工中心加工基准,数控立式四轴加工中心加工汽道部分型线,有效地提高了叶片汽道精度,从而得出一条合理的方案。

 弯扭小带冠导叶片D6008112的加工工艺分析
弯扭小带冠导叶片D6008112的加工工艺分析 根据弯扭小带冠导叶片d6008112的特点,在其制造的过程中利用mastercam、pro/e联合造型.采用数控卧式加工中心加工基准,数控立式四轴加工中心加工汽道部分型线,有效地提高了叶片汽道精度,从而得出一条合理的方案。
弯扭小带冠导叶片的加工工艺分析 本文根据弯扭小带冠导叶片的特点,在其制造的过程中利用mastercam、pro/e联合造型.采用数控卧式加工中心加工基准,数控立式四轴加工中心加工汽道部分型线,有效的提高了叶片汽道精度,从而得出一条合理的方案。
编辑推荐下载
格式:pdf
大小:159KB
页数:3P
人气:71
 4.5
4.5
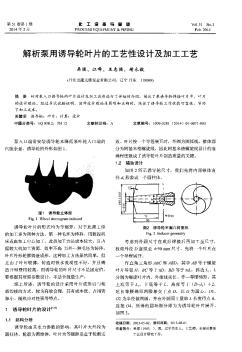
针对泵入口诱导轮的叶片设计及加工成形进行了详细的介绍,阐述了泵诱导轮焊接叶片中,叶片的设计理论。经过多次试验证明,该种设计理论是简明和正确的,保证了诱导轮工作性能可靠性,节约了加工成本。
格式:pdf
大小:113KB
页数:1P
人气:71
4.3
带冠整体叶轮铣削加工工艺的探讨 叶轮是涡轮式发动机的主要部件,时至今日它已经被广泛的应用在各生产领域中,成为制造业、航天工业等国民经济部门的主要设备。本文从带冠整体叶轮铣削加工工艺现状入手,探讨了其相关加工新工艺,以供同行参考。
热门文档 弯扭小带冠导叶片D600B112的加工工艺
格式:pdf
大小:99KB
页数:7P
人气:71
4.6
金属风管矩形弯管导流叶片 施工工艺标准 陕建一建集团安装公司 第二工程公司 金属风管矩形弯管导流叶片 施工工艺标准 桂建平 1.范围 本标准适用于新建、扩建和改建的工业与民用建筑通风空调工 程中金属风管矩形弯管制作过程中导流叶片的设置原则及要求。并规 定了矩形弯管导流叶片制作的方法、要求及质量控制等方面的相关要 求。 2.规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是 注日期的引用文件,其随后所用的修改单(不包括勘误的内容)或修 订版不适用于本标准。 《建筑工程施工质量验收统一标准》gb50300—2001; 《通风与空调工程施工质量验收规范》gb50243—2002; 《通风管道技术规程》jgj141—2004; 陕西省《通风与空调工程施工工艺标准》dbj/t61-39-2005。 3.术语 3.1金属风管 是指采用金属薄板制作而成,用于空气流通
格式:pdf
大小:104KB
页数:2P
人气:71
4.6
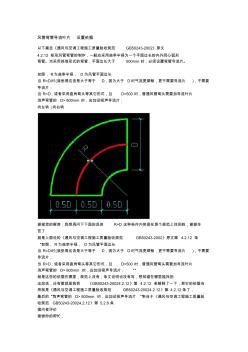
风管弯管导流叶片设置依据 以下摘自《通风与空调工程施工质量验收规范gb50243-2002》原文 4.2.12矩形风管弯管的制作,一般应采用曲率半径为一个平面边长的内外同心弧形 弯管。当采用其他形式的弯管,平面边长大于500mm时,必须设置弯管导流片。 如图,r为曲率半径,d为风管平面边长 当r=d时(我觉得应该是大于等于d,因为大于d时气流更顺畅,更不需要导流片),不需要 导流片; 当r500时,普通风管弯头需要加导流叶片 消声弯管的d>800mm时,应加设吸声导流片; 向左转|向右转 谢谢您的解答,我想再问下下面的具体r=d这种条件内容是在那个规范上找到的,谢谢辛 苦了 就是上面说的《通风与空调工程施工质量验收规范gb50243-2002》原文第4.2.12条 “如图,r为曲率半径,d为风
格式:pdf
大小:450KB
页数:未知
人气:71
4.8
浅谈汽轮机弯扭叶片设计与研发 随着火力发电技术的日趋成熟,汽轮机叶片研发已成为科研的重要领域。叶片是汽轮机的重要部分,其直接决定着汽轮机的工作效率、安全性等。从弯扭变截面叶片出发,介绍了1000mw凝汽式汽轮机主要参数,汽轮机叶片设计的发展现状,分析了叶片设计的流程,并对其进行优化。
格式:pdf
大小:6KB
页数:2P
人气:71
4.5

1.一般规定 a.防腐层施工应在湿度低于75%以下进行。 b.在风沙较大时,没有可靠的防护措施不宜涂刷底漆和缠绕冷缠带。 2.钢管表面预处理 a.钢管表面及焊缝处必须处理。 b.用不留残渣余物的安全涂料擦抹,除去可见的油污。 c.用锉磨、钢丝刷或其它方法除去管道上的残渣。 d.手工除锈:使用钢丝刷、电动砂轮进行除锈。管道上应不含松散氧化皮、铁斑、隆起物、 潮气、污物。其除锈质量达到《涂装前钢材表面锈等级和除锈等级》gb/t8923中规定的 sa2级。 e.除锈后,对钢管表面露出的缺陷应进行处理,除掉附着于钢管表面的灰尘,废料应清理 干净,使钢管表面保持干燥整洁。 f.防腐前应再次检查钢管的干燥整洁,如出现返锈或表面污染时,必须按标准重新进行表 面预处理。 g.钢管表面预处理后至涂刷底漆前6小时内,必须使钢管表面干燥无尘。 3.涂底漆的要求 a.底漆应在容器内搅拌
格式:pdf
大小:249KB
页数:4P
人气:71
4.7
斜流泵叶轮和导叶叶片数对压力脉动的影响 为了研究斜流泵叶轮和导叶由于动静相干作用(rsi)而引起的压力脉动规律,基于标准k-ε湍流模型、simplec算法和滑移网格技术,根据叶轮和导叶叶片数及其叶片厚度设计了多种计算方案,并对不同方案的斜流泵模型进行了非定常数值模拟.采用叶轮进口、叶轮出口和导叶内部布点监测压力的方法获得了压力脉动曲线,并基于时域图分析了叶轮叶片数、导叶叶片数及其厚度对斜流泵内部压力脉动特性的影响.数值计算结果表明:斜流泵叶轮叶片动静干涉对整个流场的压力脉动影响较大,叶轮叶片数越少,叶轮进、出口压力脉动幅值越大;在设计工况下,导叶内部的压力脉动波形主要受叶轮叶片数影响,而导叶厚度对导叶内部压力脉动影响较小.研究结论将为斜流泵的设计和稳定运行提供参考.
精华文档 弯扭小带冠导叶片D600B112的加工工艺
格式:pdf
大小:84KB
页数:未知
人气:71
4.3
TN_1150/1200板框压滤机双级叶片泵的改进 TN_1150/1200板框压滤机双级叶片泵的改进
格式:pdf
大小:32KB
页数:1P
人气:71
4.3
TN1150/1200板框压滤机双级叶片泵的改进 TN1150/1200板框压滤机双级叶片泵的改进
格式:pdf
大小:10KB
页数:1P
人气:71
4.6
弯头导流叶片面积怎么算? 通风管道工程量计算规则 1,薄钢板风管 (1)风管按不同规格以展开面积计算,管上检查孔、测定孔、送风口、吸风口等所占 面积不扣除。 (2)计算风管长度时一律以图注中心线长度为准,包括弯头、三通、变径管、天圆地 方等管件的长度,但不得包括通风部件(如风阀、风口等)所在位置的长度。风管直径和 周长按图注尺寸展开。但咬口风管的接口及翻边量不得计算在展开面积内。 (3)风管导流叶片按叶片的面积计算。 (4)风管附件(除软性接头按平方米计算外),检查孔、测定孔等按不同类型、规格分 别以个为单位计算。 2,不锈钢风管及铝板风管 风管的计算规则同薄钢板风管,部件按设计成品重量计算。 3.塑料风管及部件 (1)风管按图注不同规格以展开面积计算,检查孔、测定孔、送风口、吸风口等所占 面积不扣除。 (2)计算风管长度时,一律以图注中心线长度为准,包括弯头、三通、变径管、天圆地
格式:pdf
大小:6KB
页数:2P
人气:71
4.7
1.一般规定 a.防腐层施工应在湿度低于75%以下进行。 b.在风沙较大时,没有可靠的防护措施不宜涂刷底漆和缠绕冷缠带。 2.钢管表面预处理 a.钢管表面及焊缝处必须处理。 b.用不留残渣余物的安全涂料擦抹,除去可见的油污。 c.用锉磨、钢丝刷或其它方法除去管道上的残渣。 d.手工除锈:使用钢丝刷、电动砂轮进行除锈。管道上应不含松散氧化皮、铁斑、隆起物、 潮气、污物。其除锈质量达到《涂装前钢材表面锈等级和除锈等级》gb/t8923中规定的 sa2级。 e.除锈后,对钢管表面露出的缺陷应进行处理,除掉附着于钢管表面的灰尘,废料应清理 干净,使钢管表面保持干燥整洁。 f.防腐前应再次检查钢管的干燥整洁,如出现返锈或表面污染时,必须按标准重新进行表 面预处理。 g.钢管表面预处理后至涂刷底漆前6小时内,必须使钢管表面干燥无尘。 3.涂底漆的要求 a.底漆应在容器内搅拌
格式:pdf
大小:333KB
页数:1P
人气:71
4.7
轴流式风扇加装导叶片性能研究 风扇是车辆冷却系统的主要部件,当前应用比较广泛的是轴流式风扇,为了提高风扇的冷却能力,对改进的某型轴流式风扇进行实验研究和数值模拟。实验结果表明,轴流式风扇加装后导叶片质量流量提高约20%,加装前导叶片质量流量提高约15%,在提高质量流量方面加装后导叶要优于加装前导叶。加装导叶片能在相同转速下显著增加风扇的质量流量,提高冷却性能。以前导叶为例,运用numeca软件进行数值模拟计算,数值模拟结果与实验较吻合。
最新文档 弯扭小带冠导叶片D600B112的加工工艺
格式:pdf
大小:111KB
页数:未知
人气:71
4.3
11号机给泵小汽机A断叶片处理 1概况1994年10月31日,11号机小机a振动大,当时负荷250mw左右,小机转速为5100r/min左右,测得瓦水平振动最大,达7μm,小机排气管、波纹管振动亦大。当负荷下降些,转速为4800r/min时,测得瓦最大
格式:pdf
大小:101KB
页数:未知
人气:71
4.6
叶片动力学公司建造100米风电叶片巨无霸 诞生仅6年的叶片动力学公司(bladedynamics)近日宣布,它们已研发出能制造世界最大风电叶片的技术。知名企业美国超导公司(americansuperconductor)拥有叶片动力学公司的部分股权,它是风电场电子设备领域风轮机的设计和生产商。叶片动力学公司通过制造49米长的风电叶片展示
格式:pdf
大小:104KB
页数:2P
人气:71
4.4
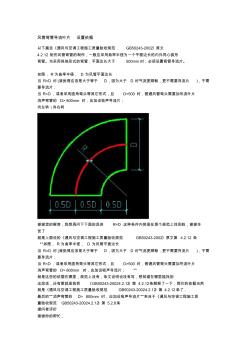
风管弯管导流叶片设置依据 以下摘自《通风与空调工程施工质量验收规范gb50243-2002》原文 4.2.12矩形风管弯管的制作,一般应采用曲率半径为一个平面边长的内外同心弧形 弯管。当采用其他形式的弯管,平面边长大于500mm时,必须设置弯管导流片。 如图,r为曲率半径,d为风管平面边长 当r=d时(我觉得应该是大于等于d,因为大于d时气流更顺畅,更不需要导流片),不需 要导流片; 当r500时,普通风管弯头需要加导流叶片 消声弯管的d>800mm时,应加设吸声导流片; 向左转|向右转 谢谢您的解答,我想再问下下面的具体r=d这种条件内容是在那个规范上找到的,谢谢辛 苦了 就是上面说的《通风与空调工程施工质量验收规范gb50243-2002》原文第4.2.12条 “如图,r为曲率半径,
格式:pdf
大小:72KB
页数:1P
人气:71
4.7
汽轮机导叶片大小头锥面的简易量具设计与实现 针对汽轮机导叶片大小头锥面测量量具加工精度和测量精度要求较高的特点,对传统的叶片大小头锥面测量量具进行了简化和改进,设计出了大小头简易量具,与传统的大小头锥块量具比较达到了相同的测量效果。
格式:pdf
大小:551KB
页数:4P
人气:71
4.7
钛合金叶片型面电解加工工艺研究 通过对某型机钛合金叶片型面电解加工工艺技术的研究,总结了叶片电解加工的一般规律。在工艺试验中研制了电极及夹具,同时获得了可靠的工艺参数,保证了零件加工质量,积累了钛合金叶片型面电解加工的经验,为航空发动机生产提供了强有利的支持。
格式:pdf
大小:175KB
页数:未知
人气:71
4.6
带分流叶片的变螺距诱导轮的设计与实验 为进一步提高某一型号输送易汽化介质高速离心泵的抗汽蚀性能,提出了带分流叶片的变螺距诱导轮的设计方案。入口叶片设计为具有较小液流角、叶片数为2的等螺距结构;出口叶片设计为具有较大液流角、叶片数为4的等螺距结构;前后叶片组合成一变螺距诱导轮。实验结果证明带分流叶片的变螺距诱导轮高速泵具有优越的汽蚀性能。
格式:pdf
大小:6KB
页数:2P
人气:71
4.5
1.一般规定 a.防腐层施工应在湿度低于75%以下进行。 b.在风沙较大时,没有可靠的防护措施不宜涂刷底漆和缠绕冷缠带。 2.钢管表面预处理 a.钢管表面及焊缝处必须处理。 b.用不留残渣余物的安全涂料擦抹,除去可见的油污。 c.用锉磨、钢丝刷或其它方法除去管道上的残渣。 d.手工除锈:使用钢丝刷、电动砂轮进行除锈。管道上应不含松散氧化皮、铁斑、隆起物、 潮气、污物。其除锈质量达到《涂装前钢材表面锈等级和除锈等级》gb/t8923中规定的 sa2级。 e.除锈后,对钢管表面露出的缺陷应进行处理,除掉附着于钢管表面的灰尘,废料应清理 干净,使钢管表面保持干燥整洁。 f.防腐前应再次检查钢管的干燥整洁,如出现返锈或表面污染时,必须按标准重新进行表 面预处理。 g.钢管表面预处理后至涂刷底漆前6小时内,必须使钢管表面干燥无尘。 3.涂底漆的要求 a.底漆应在容器内搅拌
格式:pdf
大小:6KB
页数:2P
人气:71
4.3
1.一般规定 a.防腐层施工应在湿度低于75%以下进行。 b.在风沙较大时,没有可靠的防护措施不宜涂刷底漆和缠绕冷缠带。 2.钢管表面预处理 a.钢管表面及焊缝处必须处理。 b.用不留残渣余物的安全涂料擦抹,除去可见的油污。 c.用锉磨、钢丝刷或其它方法除去管道上的残渣。 d.手工除锈:使用钢丝刷、电动砂轮进行除锈。管道上应不含松散氧化皮、铁斑、隆起物、 潮气、污物。其除锈质量达到《涂装前钢材表面锈等级和除锈等级》gb/t8923中规定的 sa2级。 e.除锈后,对钢管表面露出的缺陷应进行处理,除掉附着于钢管表面的灰尘,废料应清理 干净,使钢管表面保持干燥整洁。 f.防腐前应再次检查钢管的干燥整洁,如出现返锈或表面污染时,必须按标准重新进行表 面预处理。 g.钢管表面预处理后至涂刷底漆前6小时内,必须使钢管表面干燥无尘。 3.涂底漆的要求 a.底漆应在容器内搅拌
格式:pdf
大小:6KB
页数:2P
人气:71
4.8
1.一般规定 a.防腐层施工应在湿度低于75%以下进行。 b.在风沙较大时,没有可靠的防护措施不宜涂刷底漆和缠绕冷缠带。 2.钢管表面预处理 a.钢管表面及焊缝处必须处理。 b.用不留残渣余物的安全涂料擦抹,除去可见的油污。 c.用锉磨、钢丝刷或其它方法除去管道上的残渣。 d.手工除锈:使用钢丝刷、电动砂轮进行除锈。管道上应不含松散氧化皮、铁斑、隆起物、 潮气、污物。其除锈质量达到《涂装前钢材表面锈等级和除锈等级》gb/t8923中规定的 sa2级。 e.除锈后,对钢管表面露出的缺陷应进行处理,除掉附着于钢管表面的灰尘,废料应清理 干净,使钢管表面保持干燥整洁。 f.防腐前应再次检查钢管的干燥整洁,如出现返锈或表面污染时,必须按标准重新进行表 面预处理。 g.钢管表面预处理后至涂刷底漆前6小时内,必须使钢管表面干燥无尘。 3.涂底漆的要求 a.底漆应在容器内搅拌
文辑创建者
我要分享 >
职位:大气环境影响评价
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐