铣床控制系统维护手册模板
2025-01-17
目 录 1 规格概要 ....................................................................................................................................1-1 1.1 产品规格 ...............................................................................................................................1-1 1.2 工作环境 .......................................................................................................

数控铣床的控制系统的设计与研究
通过对x62w万能铣床电气控制系统的plc改造过程的介绍,对x62w万能铣床电气控制系统工作原理进行了阐述,详细说明了基于三菱fx2n-48mr型plc进行电气控制系统设计的改造方案,并完成了系统程序设计。结果表明,电气控制系统整体工作性能得到了有效提高。
编辑推荐下载
格式:pdf
大小:266KB
页数:3P
人气:61
 4.7
4.7
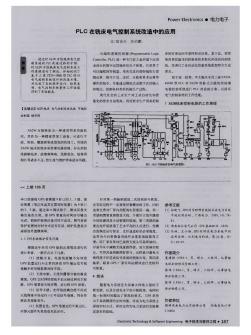
采用三菱plc对双面铣床进行技术改造,针对双面铣床的控制要求,给出两种程序设计方案,并简单分析了各自的优缺点,plc的应用不但大大提高了系统运行的可靠性和抗干扰能力,降低了设计运行的故障率,同时给设计维护带来极大的便利,对同类设备的技术改造有较大的参考价值。
格式:pdf
大小:18.0MB
页数:71P
人气:61
4.4

뫏럊릤튵듳톧쮶쪿톧캻싛컄죽ퟸ뇪쫽뿘쾳뒲뿘훆쾵춳뗄뾪럅탔짨볆탕쏻ꎺ폠톫짪쟫톧캻벶뇰ꎺ쮶쪿튵ꎺ믺킵뗧ퟓ릤돌횸떼뷌쪦ꎺ믆췮쯕20080201 죽ퟸ뇪쫽뿘쾳뒲뿘훆쾵춳뗄뾪럅탔짨볆ퟷ헟ꎺ폠톫톧캻쫚폨떥캻ꎺ뫏럊릤튵듳톧놾컄뛁헟튲뛁맽(1쳵ì1.역퇇쓈뾪럅쪽쫽뿘쾵춳뗄퇐뺿[톧캻싛컄]2004놾컄솴뷓ꎺhttp://d.g.wanfangdata.com.cn/thesis_y1334994.aspx
热门文档 铣床控制系统维护手册模板
格式:pdf
大小:1.7MB
页数:9P
人气:61
4.3
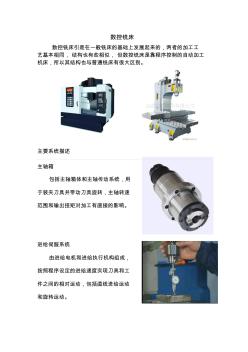
数控铣床 数控铣床引是在一般铣床的基础上发展起来的,两者的加工工 艺基本相同,结构也有些相似,但数控铣床是靠程序控制的自动加工 机床,所以其结构也与普通铣床有很大区别。 主要系统描述 主轴箱 包括主轴箱体和主轴传动系统,用 于装夹刀具并带动刀具旋转,主轴转速 范围和输出扭矩对加工有直接的影响。 进给伺服系统 由进给电机和进给执行机构组成, 按照程序设定的进给速度实现刀具和工 件之间的相对运动,包括直线进给运动 和旋转运动。 控制系统 数控铣床运动控制的中心, 执行数控加工程序控制机床进行 加工。 辅助装置 如液压、气动、润滑、冷却系统、排屑和防护等装置。 机床基础件 通常是指底座、立柱、横梁等,它是整个机床的基础和框架 数控铣床的特点 1、零件加工的适应性强、灵活性好, 能加工轮廓形状特别复杂或难以控制 尺寸的零件,如模具类零件、壳体类 零件等。 2、能加工普通机床无法加工或很难加 工
格式:pdf
大小:5KB
页数:1P
人气:61
4.5
铣床操作、维护保养、安全规范 一、操作规范 1.送上电源,打开工作灯,将工作台上不需要的工具、夹具、工件等移放到其他相关位置整齐摆放,将 工作台清理干净。检查手柄是否紧固,如有松动,应先旋紧。 2.将需要的工具在钻夹头上夹紧(锥柄钻头应向上推紧)。 3.打开上盖,根据需要调整转速,顺手盖好上盖;调整工具与工件高度,使用自动进刀时,应先调整好 进给速度,锁紧立柱、活动工作台。 4.启动开关,待转速均匀后方可开始工作,如有异常,应急时关机检查。 5.对准需加工孔位,缓慢均匀下压手柄,根据不同材质适当加少许冷切液。 注意事项: 1.调整好转速后,上盖必须急时盖好,以免皮带断裂时伤人。 2.开始加工时不得戴手套,工作台上不得有擦布等杂物,以免工具转动时夹入工具一起旋转,造成不必 要的工伤。 3.必须确保工件不会与工具一起回转,必要时将工件先夹在铺助夹具或固定在工作台上,以免工甩出

格式:pdf
大小:2.4MB
页数:35P
人气:61
4.4

第1页共35页 一、dcs培训资料 (一)、dcs系统结构图 1.网络结构图 1)50~57为本系统的8台操作员站,其中50为工程师站兼操作员站; 2)a、b为本系统的服务器站,由51和52操作员站兼任; 3)10#站为本系统的窑炉控制站;11#站为本系统的1、2通路控制站;12#站为本 系统的3、4通路控制站; 4)配置为冗余结构,服务器互为冗余、操作员站互为冗余、网络通讯线互为冗余、 控制站主控单元互为冗余; 2.机柜成套图 见附录。 3.网络结构及设备示意图 见附录。 1)服务器与控制站之间使用工业以太网协议; 2)服务器与操作员站之间使用tcp/ip协议; 3)现场控制站与远程i/o站及拉丝机控制柜之间使用profibusdp总线; (二)、dcs系统设备状态灯含义 1.fm801:主控单元
格式:pdf
大小:53KB
页数:9P
人气:61
4.8

某某·项目 安防系统维护合同 委托方: 受托方: 签订时间: 签订地点: 委托方(以下简称甲方): 地址: 法定代表人: 电话:传真: 受托方(以下简称乙方): 地址: 法定代表人: 电话:传真: 依照《中华人民共和国合同法》及其他有关规定,甲乙双方遵循平等、自愿、公平和诚实 信用的原则,就安防系统日常维护保养和维修的有关事宜协商订立本合同。 第一条系统基本的情况及设备清单: 序 号 系统名称主要设备单位数量 单价 (元/月) 金额 (元/月) 备注 1 嵌入式 2 3 4 5 a合计 优惠造价每月合计(人民币大写): 说明:以上价格为系统日常维保人工费及元以下(含元)的设备或材料费,更换 设备或材料超过元以上的报甲方书面同意后,方可进行更换维修。本合同项下的维护 费用按上述“优惠造价”计付。 第二条合同服务地点、期限: 一、服务地点:乙方实
精华文档 铣床控制系统维护手册模板
格式:pdf
大小:810KB
页数:88P
人气:61
4.4

××信息系统项目 维护方案 (模板) 目录 一、概述-------------------------------------------------------------------------------------------------------------4 1.1××信息系统维护外包的重要意义--------------------------------------------------------------------------4 1.2客户现状---------------------------------------------------------------------------------------------------------5 1.3××网络拓扑结构------------------------------
格式:pdf
大小:7.6MB
页数:35P
人气:61
4.6
:数控铣床控制系统的设计 系部:机械工程系 专业:机电一体化 班级: 姓名:崔志军学号: 指导教师: 2011年4月1日 目录 第一章前言1 1.1机械部分2 1.2电控部分2 1.2.1输入系统3 1.2.2伺服系统4 1.2.3冷却系统4 第二章数控铣床电气线路图6 2.1ac380v进线电压分配图6 2.220v进线电压分配图7 2.3ac110电路分配图8 1 第三章plc控制系统的概论10 3.1plc的概念10 3.2可编程控制器的工作原理10 3.3可编程控制器的意义和特点11 第四章数控铣床的i/o分配表13 4.1plc控制器i/o分配表13 4.2数控铣床的plc控制过程15 4.3控铣床plc控
格式:pdf
大小:106KB
页数:1P
人气:61
4.8
 403龙门铣床电气控制系统PLC改造
403龙门铣床电气控制系统PLC改造 x2010a型龙门铣床可以加工多种所需形状的金属零部件,但在电气控制系统方面,传统的铣床存在着很大的弊端。主要是传统的机床控制系统采用继电器、接触器、v5调速系统等硬件逻辑控制电路,由于严重老化给生产与维护带来诸多不便,严重影响生产率。plc和全数字调速系统,特别适合于机床控制系统的改造和应用。信捷plc,op,ssd590c对这种机床进行改造方法和方案。
格式:pdf
大小:119KB
页数:7P
人气:61
4.4
数控铣床实训报告 2011~2012学年第一学期 院(部)工程技术学院 教研室机械教研室 课程名称《数控加工编程及操作》 班级09机电(普招) 姓名李成 学号200925040152 完成日期2011/11/12 实训任务书 一、目的与要求 通过实训,使学生在学完数控技术等相关理论课程的同时,熟练操作数控机床, 熟练数控机床的日常维护及常见的故障的判断和处理,进一步掌握数控程序的编 程的方法,以便能够系统、完整的掌握数控技术,更快更好的适应机械专业的发 展和需要。 1、了解数控铣床的基本结构和加工特点 2、熟悉操作面板及功能键的使用 3、通过零件的加工实践,熟练掌握数控铣床的操作方法 4、掌握洗削过程中,数控加工工艺过程处理 5、能够独立用手工编程并对零件进行加工 二、任务说明 按图纸
格式:pdf
大小:3.0MB
页数:46P
人气:61
4.8
毕业设计(论文) 题目:铣床用组合夹具设计 系(部): 专业: 班级: 学生: 学号: 指导教师: 铣床用组合夹具设计 摘要 夹具是能够使产品按一定的技术要求准确定位和牢固夹紧的工艺装置,它的 主要用于保证产品的加工质量、减轻劳动强度、辅助产品检测、展示、运输等。 轴类工件是常见的工程结构,提高轴类工件铣床夹具设计效率有实际工程意义。 目前,世界上许多国家在计算机辅助夹具设计方面,都做了大量工作。我国 在该项领域中尚处于研究阶段。计算机辅助夹具设计是通过计算机软件程序来完 成夹具结构设计、总装图和零件图的绘制,以及制定出夹具零件的制造工艺等主 要工作的计算机辅助机械设计的一个分支。传统的机床夹具设计需要检索许多资 料,并花费许多绘图时间,设计的效率低、成本高。机床夹具设计往往还需借助 于设计者的经验。计算机辅助夹具设计的开发和应用,既可缩短设计周期,又
最新文档 铣床控制系统维护手册模板
格式:pdf
大小:34KB
页数:4P
人气:61
4.6
课程设计说明书 学生姓名:学号: 学院:机械工程与自动化学院 专业:机械设计制造及其自动化 题目:数控技术课程设计 ——数控铣床的主传动系统设计 1.设计目的: 通过本课程设计的训练,使学生在完成数控机床及金属切削机床的结构课程学习之 后,让学生能够运用所学的知识,独立完成数控机床传动系统的设计,从而使学生进一 步加深和巩固对所学知识的理解和掌握,并提高学生的分析、设计能力,同时巩固《金 属切削机床》课程的部分知识。 1)运用所学理论及知识,进行数控机床部分机械结构设计,培养学生综合设计能力; 2)掌握数控机床传动系统的设计方法和步骤; 3)掌握设计的基本技能,具备查阅和运用标准、手册、图册等有关技术资料的能力; 4)基本掌握编写技术文件的能力。 2.设计内容和要求(包括原始数据、技术参数、条件、设计要求等): 参数:数控铣床,其主轴最高转速min
格式:pdf
大小:1.2MB
页数:42P
人气:61
4.5
摘要 现代机械一般多是机械、电气、液压三者紧密联系、结合的综合体,液压传动系 统的设计在现代机械设计中占有重要地位。液压专用铣床是以电机提供动力基础,使 用液压泵将机械能转化为压力,推动液压油,通过控制各种阀门改变液压油的流向, 从而推动液压缸做出不同行程、不同方向的动作。完成铣床各种不同的动作。同时液 压专用铣床是用来加工简单工序的零件的,在结合液压缸的直线运动、效率高的特点, 使其在低成本加工中得到广泛应用。 本液压系统的设计,除了满足铣床在动作和性能方面规定的要求外,还必须符合 体积小、重量轻、成本低、效率高、机构简单、工作可靠、使用和维修方便等一些公 认的普通设计原则。液压系统的设计主要是根据已知的条件,来确定液压工作方案、 液压流量、压力和液压泵及其它元件的设计。 关键词:液压传动、稳定性、铣床、直线运动 abstract modernmachineryi
格式:pdf
大小:1.0MB
页数:48P
人气:61
4.7
大学毕业论文 论文题目:数控铣床主传动系统设计 学院: 年级: 专业: 姓名: 学号: 指导教师: 2011年6月10日 i 摘要 数控技术和数控装备是制造工业现代化的基础,这个基础是否牢固直接影响到一 个国家的经济发展和综合国力,关系到国家的战略地位。 数控机床主传动系统是用来实现机床主运动的传动系统。包括电动机、传动系统 和主轴部件。 本文通过对xk5025数控铣床主传动系统的各方面设计,以达到低制造成本、简 化机构、实现优化。采用变频电机和一级机械调速达到调速和传递功率的要求;用步 进电机驱动主轴上下运动达到z行程的要求;数控装置采用51单片机来实现对电机 更加精确的控制和实现机械调速的自动控制。 关键词 主传动;设计;数控铣床 ii abstract thenumericalcontroltechnologyandthenumeric
格式:pdf
大小:1.0MB
页数:19P
人气:61
4.5

第五节数控铣床编程实例(参考程序请看超级链接) 实例一毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽, 工件材料为45钢。 1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线 1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作 台上。 2)工步顺序 ①铣刀先走两个圆轨迹,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。 ②每次切深为2㎜,分二次加工完。 2.选择机床设备 根据零件图样要求,选用经济型数控铣床即可达到要求。故选用xkn7125型数控立式铣床。 3.选择刀具 现采用φ10㎜的平底立铣刀,定义为t01,并把该刀具的直径输入刀具参数表中。 4.确定切削用量 切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。 5.确
格式:pdf
大小:84KB
页数:未知
人气:61
4.7
普通铣床铣窄槽专用夹具设计分析 普通铣床铣窄槽一般采用锯片铣刀,但其存在很大的缺陷,例如易打刀、效率低等缺点。为了提高其加工效率在加工不同零件时,设计专用夹具已达到高效。铣窄槽夹具的设计就是根据零件的特点而设计的一种专用夹具。
格式:pdf
大小:128KB
页数:9P
人气:61
4.4
生产实习报告 学院:土木建筑工程学院 专业:工程力学081班 指导老师:xxx 学生姓名:xxx 学号:xxxxxxx 2011年7月16日 一、实习目的: 1、了解车床、铣床及相关安全知识。 2、熟悉车床的基本操作方法,常见零件的生产工艺及流程。 3、注意普通车床与数控车床的区别,尤其注意机床结构、加工方式、、工艺、控 制、精度等方面。 二、实习单位及岗位介绍: 实习地点:西安理工大学高等技术教育学院机电训练中心 单位简介: 西安理工大学高等技术教育学院机电训练中心是一所集车床、铣床、数控车 床、数控铣床为一体的综合性机电实训中心。 机电实训中心车工车间主要承担我院车工实训教学任务,职业资格取证培 训,社会人员培训及外协零件加工等任务。车工车间师资力量雄厚,共有教师七 名,其中技师二名,高级工二名。拥有车床32台,其中c620-1型车床22台, c
格式:pdf
大小:32KB
页数:1P
人气:61
4.4
ZX750CWA钻铣床90°弯铣头的设计 介绍一个自制90°弯铣头的结构及用途,使用效果显著。
格式:pdf
大小:219KB
页数:3P
人气:61
4.7
出油阀铣床原有的电气控制系统控制线路复杂、维修困难,需要改造。介绍了该铣床控制系统改造用的可编程微机顺序控制器,出油阀铣床的工作原理,以及该铣床改造的设计过程。试验结果表明:改造后的油阀铣床控制线路简单、维修方便,达到了如期的要求
格式:pdf
大小:399KB
页数:2P
人气:61
4.6

铣床是工业上应用比较广泛的一种机床,它既可以加工曲面、齿轮,还可以生产平面、沟槽,所以很多的机械制造和修理部门都在使用这种油线铣床。随着工业的发展,人们对油线铣床数的精度和质量也有了更高的要求,这就使得工厂必须要对油线铣床进行改造,以满足生产和加工的需要。另外,对铣床继续改造还能够使操作更加方便,并且提高生产的效率和质量。笔者针对油线铣床数控化改造设计研究进行了探讨,希望能为社会各界人士提供一些参考依据。
格式:pdf
大小:325KB
页数:未知
人气:61
4.5
键槽铣床工件专用卡具设计 设计了一种键槽铣床工件专用卡具,使轴类工件的安装方式由工人手动操作改为卡具机动操作,减少了轴类工件夹紧、放松、找正的时间,降低了工人的劳动强度,大大提高了轴类工件键槽加工的工作效率。
文辑创建者
我要分享 >
职位:钢结构预算员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐