宣钢公司高速线材技术改造工程设计
2024-06-01

 唐钢高速线材生产线的消化、改造工程
唐钢高速线材生产线的消化、改造工程 介绍了唐钢高速线材厂的工艺、设备特点及对引进生产线的消化、改造工程。通过消化、改造,使设备状况有了明显好转,使生产能力和产品质量均有明显提高

编辑推荐下载

格式:pdf
大小:256KB
页数:2P
人气:52
 4.7
4.7
为了进一步提高产量,改善线材的包装质量,提高产品档次,南钢宝兴钢铁公司对其高线厂的加热、粗轧和精整系统进行了技术改造,使盘卷单重增至2t以上,年产量增加10万t左右。
热门文档 宣钢公司高速线材技术改造工程设计

格式:pdf
大小:240KB
页数:11P
人气:52
4.5
一、高速线材 高速线材是二钢公司生产的重点产品之一,生产线从美国摩根公司引进,主要由步进式加热炉、粗轧机组、中 轧机组、预精轧机组、45度精轧机组和标准型斯太尔摩控制冷却线等组成。产品规格范围为ф5.5~ф14.0毫米; 产品单重1350公斤左右;成品线速度约76米/秒;年生产能力54万吨。 高速线材生产自1998年投产以来,为确保成品质量,公司选用宝钢提供的优质方坯作原料,并集50多年线材 生产技术和管理经验,制定了科学合理的生产技术工艺制度。而且,产品质量控制和检测手段相当齐全,从原料至 成品,有化学成份、金相组织、脱碳层深度、晶粒度等分析检测;生产现场有表面酸洗、扭转、冷镦等质量检查; 有力学和工艺抗拉强度、断面收缩率、伸长率等性能检测。同时,生产线上还专门设立了工序工艺控制点,有重点 地进行红坯质量跟踪控制。使整个产品生产过程始终能够处在受控状态下进行



精华文档 宣钢公司高速线材技术改造工程设计
格式:pdf
大小:318KB
页数:18P
人气:52
4.7
一、高速线材 高速线材是二钢公司生产的重点产品之一,生产线从美国摩根公司 引进,主要由步进式加热炉、粗轧机组、中轧机组、预精轧机组、45度 精轧机组和标准型斯太尔摩控制冷却线等组成。产品规格范围为ф5.5 ~ф14.0毫米;产品单重1350公斤左右;成品线速度约76米/秒;年生 产能力54万吨。 高速线材生产自1998年投产以来,为确保成品质量,公司选用宝钢 提供的优质方坯作原料,并集50多年线材生产技术和管理经验,制定了 科学合理的生产技术工艺制度。而且,产品质量控制和检测手段相当齐 全,从原料至成品,有化学成份、金相组织、脱碳层深度、晶粒度等分 析检测;生产现场有表面酸洗、扭转、冷镦等质量检查;有力学和工艺 抗拉强度、断面收缩率、伸长率等性能检测。同时,生产线上还专门设 立了工序工艺控制点,有重点地进行红坯质量跟踪控制。使整个产品生 产过程始终能够处在受控状态下进
格式:pdf
大小:1.6MB
页数:5P
人气:52
4.7
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:110KB
页数:11P
人气:52
4.7

宝钢高速线材车间设计简介 摘要:描述了具有当今世界一流水平的宝钢高速线材车间的工艺、设备情况及 主要技术参数,并对其拥有的处于世界领先水平的线材tekisun减定径机、电气 传动全交流化、优质高碳钢步进梁式加热炉、探伤测径装置、闭环冷却控温系统 等技术及设备进行了进一步阐述。 关键词:高速线材轧机;工艺特点;设备特点 中图分类号:tg335.6文献标识码:a introductiononhigh-speedwiremillofbaosteel yangxiao-ming (chongqingiron&steeldesigninginstitute,chongqing400013,china) abstract:thepaperintroducedtheprocess,equipmentandmaintechnology
最新文档 宣钢公司高速线材技术改造工程设计
格式:pdf
大小:33KB
页数:2P
人气:52
4.4
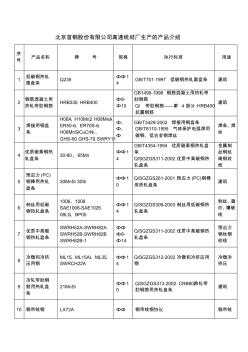
北京首钢股份有限公司高速线材厂生产的产品介绍 序 号 产品名称牌号规格执行标准用途 1低碳钢热轧 圆盘条 q235фф1 4 gb/t701-1997低碳钢热轧圆盘条建筑 2钢筋混凝土用 热轧带肋钢筋 hrb335、hrb400ф8- ф10 gb1499-1998钢筋混凝土用热轧带 肋钢筋 q/带肋钢筋——第4部分:hrb400 抗震钢筋 建筑 3焊接用钢盘 条 h08a、h10mn2、h08mna、 er50-6、er70s-6、 h08mnsicucrni、 ghs-60、ghs-70、swry11 ф、 ф、 ф gb/t3429-2002焊接用钢盘条 gb/t8110-1995气体保护电弧焊用 碳钢、低合金钢焊丝 焊条、焊 丝 4 优质碳素钢热 轧盘条 30-80、65mn фф1 4 gb/t4354-1994优质碳素钢热轧
格式:pdf
大小:54KB
页数:4P
人气:52
4.5
包钢高速线材加热炉装备分析 2009-12-1714:27:16 1.高线加热炉 1.1加热质量 在我国投产的高速线材轧钢加热炉绝大多数采用步进式,为了保证高速线材高尺寸精度 和高机械性能,除合理的生产工艺外,对钢坯的加热质量提出了严格要求。 (1)钢坯温差:要求出炉钢坯断面心表温差≤30℃。钢坯头尾温差:由于轧件的头部 经受水冷失温较多,轧件尾部进入粗轧第一架轧机大大滞后于头部,失温较多,为补偿钢坯 的热量损失,要求出炉钢坯头、尾部温度高于中部约30℃。 (2)脱碳:为保证产品机械性能,对诸如高碳钢和弹簧钢等钢种加热,应尽量防止和 减少其脱碳,要求氧化层下部脱碳厚度<0.5mm。 (3)氧化烧损:为提高成材率,应尽量减少钢坯加热过程中的氧化烧损,要求氧化烧 损率不大于0.7%。 (4)钢坯加热温度:(950℃–1100℃)±20℃,低温轧制时为(9
格式:pdf
大小:37KB
页数:3P
人气:52
4.7
technologyandequipmentcharacteristicofthehigh speedwirerodofzhangdianironandsteel xiehongwei zhangdianironandsteelworks,zibo,china email:1inkdzjw@163.com,2xiehw555@126.com abstract:theworldclasstechnologyandequipmentcharacteristic,andthemaintechnicalparametersofthehigh speedwirerodrollinglineofzhangdianironandsteelareintroduced;thisarticleal

格式:pdf
大小:1.4MB
页数:3P
人气:52
4.5
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:56KB
页数:2P
人气:52
4.6
高速线材风冷线保温改造 介绍了对高速线材厂风冷辊式运输线进行的保温改造,使得焊丝钢整体强度大幅下降,帘线钢同圈强度差降低,小规格弹簧钢的强度降低,达到提高焊丝钢、帘线钢和小规格弹簧钢内在质量的目的。
格式:pdf
大小:21KB
页数:3P
人气:52
4.5
高线(高速线材)的特点 字体大小:大|中|小2007-03-3016:40-阅读:501-评论:2 它的尺寸精度高,椭圆度小。 它采用集散卷风冷却,它成分均匀,机械性能好。 由于采用负公差轧制,它节约了金属,相同重量的高线要比普 线长度更长。 每件只有一个头和尾。 高线要比普线一般要贵20~40元/t! 样子又差不多,谁会去看圆盘条钢筋到底是高线还是普线 了! 又有几个人知道高线与普线的区别了!(商业回扣的密 秘之一,有采购的注意了!) 高线:是指用“高速无扭轧机”轧制的盘条。轧制速度在 80-160米/秒,每根重量(盘)在1.8-2.5吨,尺寸公差精度 高(可达到0.02mm),在轧制过程中可通过调整工艺参数(特 别是在冷却线上)来保证产品的不同要求。 普线:是指用“普通轧机(一般是横列式复二重轧机)”轧制的 盘条。轧制速
格式:pdf
大小:464KB
页数:3P
人气:52
4.4
介绍了南京钢铁集团有限公司原高速线材生产线的生产和工艺概况,分析了其存在的问题及对其改造的必要性,并进一步介绍了近期工艺优化改造的目标、内容、方案及经济效益。
文辑创建者
我要分享 >
职位:中/高级建筑师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐