小径薄壁管对接接头射线透照时使用坐标法确定偏心距
2024-05-13

 用~(75)Seγ射线透照小管径对接焊接接头
用~(75)Seγ射线透照小管径对接焊接接头 对小管径管道的射线探伤采用了75seγ射线,75se放射源能量较低符合射线探伤的工艺要求而且75se射线在小径管射线透照中具有较高的灵敏度和较好的宽容度,使小管径管道的透照时间缩短,提高了工作效率;而且降低了散射线的影响,降低了射线底片的灰雾度,提高了底片的成像质量,使底片的对比度、灵敏度和清晰度符合标准要求,可获得理想的射线底片质量,有效地检出焊缝内部缺陷。
浅谈钢制小径薄壁管环向对接接头的超声波检测工艺 在承压类特种设备的制造和安装过程中,当钢制小径薄壁管环向对接接头因为受到结构或位置限制而不能优先选择射线检测方法时,超声波检测无疑是更为合理的检测方法。本文较为详细地介绍了钢制小径薄壁管环向对接接头超声波检测的一般性工艺方法,包括探头和试块的选用、仪器探头系统的校准,以及dac曲线的制作方法等方面内容,可做为承压类特种设备中钢制小径薄壁管环向对接接头采用超声波检测时的参魂
编辑推荐下载
格式:pdf
大小:80KB
页数:未知
人气:67
 4.6
4.6
小径管焊接接头射线检测 小径管的射线检测经过多年的发展已经成为一个非常成熟的无损检测工艺,在特种设备检验行业中广泛使用。各检测机构都有自身的检测工艺,现就本公司的工艺作探讨。
格式:pdf
大小:103KB
页数:1P
人气:67
4.8
中径管对接接头射线检验新工艺 介绍了通过采取适当曝光量等措施,使用低能量、长时间透照工艺;对中径管对接接头的射线底片评定得知:通过射线机当时的曝光曲线对应的透照厚度采用适当曝光量,得到符合质量要求的射线底片,从而保证发现的缺陷准确评定,确保焊接接头的内在质量。
热门文档 小径薄壁管对接接头射线透照时使用坐标法确定偏心距
格式:pdf
大小:214KB
页数:未知
人气:67
4.6
浅谈小径管环向对接接头的超声波检测 本文指出了小径管超声检测相比射线检测的优点,对检测仪器、探头及试块的选择做了说明,分析了余高干扰波产生原因、屏幕显示位置及波形特点,结合压力管道安装检测实例介绍了检测工艺并验证了最终检测结果的可靠性,探讨了小径管环向对接接头超声检测的难点及注意事项。
格式:pdf
大小:544KB
页数:未知
人气:67
4.7
薄壁小径管焊接接头超声波探伤 为进一步提高薄壁小口径管焊缝的超声波检验准确度,以《管道焊接接头超声波检验技术规程》(dl/t820—2002)标准为检验依据,介绍了薄壁小径管焊缝超声波探伤的常规方法,重点探讨了常规探伤方法在实际探伤中缺陷定位方面遇到的一些问题,提出了解决问题的方案。
格式:pdf
大小:311KB
页数:未知
人气:67
4.6
小径管焊接接头侧销钉对射线探伤的影响 ug75/5.3-m3锅炉鳍式水冷壁管排焊接接头两侧布置有保温销钉,从而对x射线探伤产生了影响,文章重点探讨销钉如何布置才不会对探伤产生影响。
格式:pdf
大小:2.7MB
页数:5P
人气:67
4.5
350mm厚管板对接接头拼缝的射线检测 介绍了使用现有dz-6/1000型6mev直线加速器对350mm厚管板对接接头拼缝进行射线检测,在检测过程中通过改变射线检测时机、加大散射线的防护和控制边蚀效应等三种方法来优化射线检测工艺,从而保证检测灵敏度,最终获得符合jb/t4730—2005标准要求的合格底片。
格式:pdf
大小:1.1MB
页数:4P
人气:67
4.5
小径管对接焊接接头相控阵超声检测技术 对小径管对接接头中存在的裂纹、未熔合和未焊透等自然缺陷分别进行相控阵超声检测和射线检测,比较分析了两种检测方法的检测结果,评述了相控阵检测的优势及其在小径管检测中的应用前景。
精华文档 小径薄壁管对接接头射线透照时使用坐标法确定偏心距
格式:pdf
大小:97KB
页数:未知
人气:67
4.8
小径管对接焊接接头超声波探伤探讨 一、概述管子和压力管道其主要作用是输送介质,除常见的石油、天燃气外,还有工业用气体,如氧气、二氧化碳等、乙烯、液氨、矿浆、煤浆等介质。与其他特种设备相比,主要由以下几方面的特点:1.管道与输送介质相对流动,所以管道内要减小阻力,保证光洁;还要对介质有所考虑,腐蚀性强的在设计上要增加相应的裕量。2.管道是相应固定的。一般埋于地下,不发生位移。3.输送的连续性。一般情况下应连续运行。4.在役运行的管道对地面建筑或区域构成威胁,尤其是易燃气
格式:pdf
大小:105KB
页数:4P
人气:67
4.4

各种型钢对接接头参考值 1.等边角钢对接接头参考值(mm) 角钢对接接头角钢接头角钢长(l)空隙(δ)焊缝高(h)角钢对接接头角钢接头角钢长(l) 空隙 (δ) 焊缝高(h) 50×50×5 50×50×6 60×60×5 60×60×6 65×65×6 65×65×8 75×75×6 75×75×8 80×80×6 80×80×8 90×90×8 90×90×10 100×100×8 100×100×10 50×50×5 50×50×6 60×60×5 60×60×6 65×65×6 65×65×8 75×75×6 75×75×8 80×80×6 80×80×8 90×90×8 90×90×10 100×100×8 100×100×10 210 220 230
格式:pdf
大小:352KB
页数:13P
人气:67
4.6
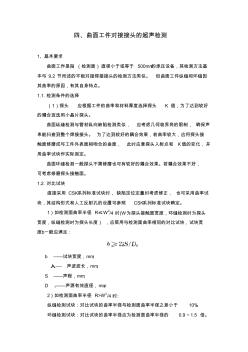
四、曲面工件对接接头的超声检测 1、基本要求 曲面工作是指(检测面)直径小于或等于500mm的承压设备,其检测方法基 本与9.2节所述的平板对接焊接接头的检测方法类似。但曲面工件纵缝和环缝因 其曲率的原因,有其自身特点。 1.1.检测条件的选择 (1)探头应根据工件的曲率和材料厚度选择探头k值,为了达到较好 的耦合宜选用小晶片探头。 曲面纵缝检测与管材纵向缺陷检测类似,应考虑几何临界角的限制,确保声 束能扫查到整个焊接接头。为了达到较好的耦合效果,若曲率较大,应将探头接 触面修磨成与工件外表面相吻合的曲面,此时应意探头入射点和k值的变化,并 用曲率试块作实际测定。 曲面环缝检测一般探头不需修磨也可有较好的耦合效果。若耦合效果不好, 可考虑修磨探头接触面。 1.2.对比试块 直接采用csk系列标准试块时,缺陷定位定量时考虑
格式:pdf
大小:750KB
页数:4P
人气:67
4.7
小径管焊接接头超声波检测分析 介绍了单晶片、大折射角度、短前沿超声波探头在小直径薄壁(4~8mm)管子焊缝探伤应用过程中存在的缺陷定位不准、定性困难和缺陷分辨率低等问题,对存在的问题进行分析、探讨并制订了相应措施,使小直径薄壁管焊缝探伤方法更加精准,避免了漏检、误判,实际应用效果明显。
最新文档 小径薄壁管对接接头射线透照时使用坐标法确定偏心距
格式:pdf
大小:309KB
页数:1P
人气:67
4.6
中小径焊管焊缝纵向裂纹的双壁透照检测方法的讨论 介绍在射线检测中对中小径焊管透照时,为得到清晰的成像做源在外双臂透照射定向x射线机的射线线源的摆放和偏移距离的一些讨论。
格式:pdf
大小:95KB
页数:2P
人气:67
3
奥氏体不锈钢小径薄壁管对接氩弧焊焊接工艺试验研究——详细介绍了在火力发电厂广泛使用的奥氏体不锈钢的焊接性能;并通过工艺试验和现场实践,提出了一套成熟的奥氏体不镑铜小径薄壁管氩孤焊焊接工艺方法,满足了生产现场的需要。
格式:pdf
大小:161KB
页数:未知
人气:67
4.6
厚壁管对接接头中间检验工艺的优化 对厚壁管对接接头的中间检验工艺进行优化比较,通过对影响缺陷检出率的因素进行分析和试验,从理论和实际检验两方面阐述现场检测过程中如何减少不利因素,以提高底片质量和缺陷检出率,从而得到既满足标准要求又能提高缺陷检出率的优化检验工艺。
格式:pdf
大小:2.2MB
页数:4P
人气:67
4.8
铝合金薄壁管T型接头强度及变形特征 将6063铝合金薄壁矩形管焊接成2种类型的t型接头,对其进行弯矩和压缩试验,测定其载荷与变形的响应关系,分析其极限强度.建立有限元模型,研究接头极限强度及变形过程.结果表明,不等宽t型接头在弯矩载荷下,载荷与变形响应曲线上无峰值;等宽管t型接头在弯矩和压缩载荷下,先发生整体屈服,后达到峰值载荷;铝合金薄壁管t型接头强度设计时的极限承载能力应为接头整体屈服时的载荷,焊缝区和热影响区的软化对接头承载能力有比较大的影响.
格式:pdf
大小:190KB
页数:未知
人气:67
4.8
低匹配对接接头尺寸设计原则研究 针对高强钢低匹配对接焊接头,提出了接头静载强度与母材等强、接头疲劳强度满足某一焊趾应力集中系数要求的接头尺寸设计原则,并通过有限元计算给出了30~80mm厚板的低匹配对接接头尺寸参数设计图。
格式:pdf
大小:104KB
页数:4P
人气:67
4.7

各种型钢对接接头参考值 1.等边角钢对接接头参考值(mm) 角钢对接接头角钢接头角钢长(l)空隙(δ)焊缝高(h)角钢对接接头角钢接头角钢长(l) 空隙 (δ) 焊缝高(h) 50×50×5 50×50×6 60×60×5 60×60×6 65×65×6 65×65×8 75×75×6 75×75×8 80×80×6 80×80×8 90×90×8 90×90×10 100×100×8 100×100×10 50×50×5 50×50×6 60×60×5 60×60×6 65×65×6 65×65×8 75×75×6 75×75×8 80×80×6 80×80×8 90×90×8 90×90×10 100×100×8 100×100×10 210 220 230
格式:pdf
大小:139KB
页数:未知
人气:67
4.5
接管与高颈法兰对接接头无损检测探讨 在实际生产过程中,由于工程技术人员对标准的掌握和理解不够全面,致使我们在应用标准时产生很多不同的观点,有时还会造成不必要的浪费。针对此现象,本文就压力容器中接管与高颈法兰对接接头无损检测问题进行了分析与探讨。
格式:pdf
大小:659KB
页数:3P
人气:67
4.4
下向焊大口径管对接接头焊接缺陷分析 为提高下向焊大口径管的焊接质量,针对下向焊大口径管的焊接工艺特点,选择适当的射线透照工艺和技术参数,对下向焊大口径管对接焊缝进行100%x射线探伤。通过所拍x光底片,分析焊接时生成缺陷的类型、位置以及产生原因。
格式:pdf
大小:139KB
页数:3P
人气:67
4.5
新型奥氏体钢小径管焊接接头的超声波探伤 在超(超)临界发电机组的锅炉受热面中,super304h等新型奥氏体材料应用越来越广泛,文章结合铁素体钢小径管焊接接头的超声波探伤方法,对新型奥氏体钢小径管进行分析及对比,指出其中的差异,并提出适用于现场的快速有效检测新型奥氏体钢小径管焊接接头的探伤方法。
文辑创建者
我要分享 >
职位:助理资料员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐