小径薄壁碳钢管UT探伤
2024-09-09
超声波检测工作技术总结 —小径、薄壁供热管道焊缝的超声波检测 一、概述 近几年,由于城市的发展速度和环保的要求,尤其是国家提出“节能减排” 计划以来,各地都在对供热公司进行整合重组以求环保、 高效,其中集中供热工 程因为环境污染小、 供热效率高等优点成为了首选。 受建设单位委托, 我在 2009 年、2010 年先后参加了庆阳市西峰区集中供热改造工程管道焊口的超声波检测 以及正宁县东区供热改造工程管道焊口超声波检测。 供热管道大多为小径管, 小 径管曲率半径小、管壁厚度薄,常规超声波检测困难较大。曲率半径小,普通探 头检测接触面小,曲面耦合损失大。同时超声波在管道内表面发散、反射严重, 检测灵敏度低,薄壁又导致较多的杂波。 大量前人的经验以及实践表明利用大 K 值、小晶片、短前沿的横波探头在焊缝两侧进行检测, 可以有效地检测出焊缝缺 陷。现我把自己在小径、薄壁供热管道焊缝超声波检测的一点心

小径低碳钢管对接垂直固定气焊 摘要:小径钢管的垂直固定气焊在生产中经常遇到,气焊时为横焊缝,横向 焊接的操作较难掌握,因此掌握好焊接操作要领和制定的合理的焊接工艺,可以 有效的提高焊接质量。文中主要讲述了小径钢管对接垂直固定气焊操作要领及焊 接缺陷防止措施。 关键词:垂直固定;横焊缝;质量 前言 气焊具有设备简单、操作方便、成本低、适应性强等优点,因此被广泛应用 于工业生产中。在各种焊接位置的操作中,小径钢管横焊时焊嘴角度难以掌握, 容易出现焊接缺陷,一旦出现缺陷,会削减焊缝的有效强度,降低焊缝的质量。 通过在工作实践中不断摸索,总结了一些焊接方面操作要领和注意事项,希望对 提高焊缝质量有所帮助。 1.焊前准备 1.1试件材质与尺寸 采用q235无缝钢管2件,其规格为φ60mm×4mm×100mm。坡口形式及尺 寸如图1所示 图1试件的坡口形式及尺寸 1.2焊接
经充分 可 7 薄壁低碳钢管钎焊应力腐蚀开裂分析 作者:傅延安,张磊,张国祥,季思凯,fuyan'an,zhanglei,zhangguoxiang,jisikai 作者单位:傅延安,张磊,张国祥,fuyan'an,zhanglei,zhangguoxiang(宝山钢铁股份有限公司产品发展部,上海 ,201900),季思凯,jisikai(宝山钢铁股份有限公司研究院,上海,201900) 刊名: 宝钢技术 英文刊名:bao-steeltechnology 年,卷(期):2011(5) 参考文献(4条) 1.张勇超低碳钢与铜管钎焊接头的裂纹分析[期刊论文]-热加工工艺2004(03) 2.张娟温度对2a12铝合金应力腐蚀开裂的影响[期刊论文]-热加工工艺2008(10) 3.王海滨邦迪管钎焊接头的应力腐蚀断裂研究[期
编辑推荐下载
格式:pdf
大小:395KB
页数:4P
人气:98
 4.7
4.7
 薄壁低碳钢管钎焊应力腐蚀开裂分析
薄壁低碳钢管钎焊应力腐蚀开裂分析 在以钢代铜的背景下,针对薄壁低碳钢管在加工及使用过程中出现泄漏、断裂等个案,运用金相技术、断口扫描分析手段,同时排除其他如材质等可能因素,经分析讨论,推断出应力腐蚀是导致钢管开裂的主要原因之一。通过对应力腐蚀三因子———温度、应力、腐蚀介质影响进行详细分析,提出采取适当的加热工艺、控制钢管残余应力水平等措施,可降低低碳钢管钎焊应力腐蚀开裂的风险。
热门文档 小径薄壁碳钢管UT探伤
格式:pdf
大小:1.0MB
页数:5P
人气:98
4.4
薄壁低碳钢管焊接变形的数值模拟 基于泛用软件abaqus,开发了适用于模拟熔化焊产生的温度场、应力场和应变场的热弹塑性非线性有限元计算方法.通过建立三维有限元模型和采用双椭球高斯体积移动热源,对低碳钢薄壁钢管的焊接温度场和焊接变形进行了数值模拟.同时还采用焊接机器人实际进行了低碳钢薄壁钢管的焊接,并实测了钢管的焊接变形.结果表明,数值模拟得到的变形和试验测量值十分吻合,验证了所开发数值计算方法的有效性.
格式:pdf
大小:16KB
页数:2P
人气:98
4.4
按照防腐层规范对钢管表面的要求,钢管表面处理方法: 1、清洗利用溶剂、乳剂清洗钢材表面,以达到去除油、油脂、灰尘、润滑 剂和类似的有机物,但它不能去除钢材表面的锈、氧化皮、焊药等,因此在防腐 生产中只作为辅助手段。、 2、工具除锈主要使用钢丝刷等工具对钢材表面进行打磨,可以去除松动或 翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到sa2级,动力工具除锈可达 到sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐 施工要求的锚纹深度 3、酸洗一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗, 可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清 洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污 染 4、喷(抛)射除喷(抛)射除锈是通过大功率电机带动喷(抛)射叶片高速旋转, 使钢砂、钢丸、铁丝段、
格式:pdf
大小:395KB
页数:3P
人气:98
4.5
薄壁钢管超声波水浸法探伤 介绍超声波水浸法探伤的原理、设备、技术参数等,并将该技术应用于薄壁钢管产品的分选。
格式:pdf
大小:293KB
页数:3P
人气:98
4.5
T91与12CrlMoV薄壁小径管异种钢焊接 介绍了电厂在建期间t91与12crlmov薄壁小径管异种钢焊接、工艺控制及安装过程中的注意事项,机组投运后的运行结果表明此种工艺,、质量控制方法是可行的。
格式:pdf
大小:61KB
页数:7P
人气:98
4.4

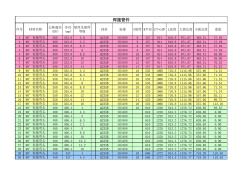
减径薄壁钢管标准 0 q/c h 中韩科技有限公司企业技术标准 q/chj002-20112 镀锌减径薄壁焊接钢管技术要求 2012-02-14发布2012-03-15实施 1 中韩科技有限公司发布 q/chj002-2012 镀锌减径薄壁焊接钢管技术要求 1主要内容及适用范围 本标准规定了镀锌减径薄壁焊接钢管(以下简称钢管)的规格,技术要求,试验方法 等. 本标准适用于镀锌减径薄壁焊接钢管的供货验收检验. 2规范性引用标准 gb223钢铁及合金化学分析方法 gb/t228金属材料室温拉伸试验方法 gb/t232金属材料弯曲试验方法 gb/t242金属管扩口试验方法 gb/t246金属
精华文档 小径薄壁碳钢管UT探伤
格式:pdf
大小:33KB
页数:7P
人气:98
4.7

电气薄壁钢管(jdg管)施工方案 一、施工准备 1、材料准备: 所用主材、附材已运至施工现场,规格、型号符合图纸要求,数量满足现场 需要。材料要求如下: 1)主材:钢管具备有效的产品合格证,原材合格证,镀锌管外表层完整、 无剥落现象。 2)附材:灯头盒、接线盒、开关盒、插座盒、直管接头、螺纹管接头、护 口、管卡、园钢、扁钢、角钢、防锈漆等具有合格证,螺栓、螺母、垫圈为镀锌 件,镀锌层完整无缺。 2、作业条件: 1)暗管敷设: a、各层水平线和墙厚度线弹好,配合土建施工; b、现浇楼板内配管,底层钢筋绑扎完毕,上层钢筋未绑扎前; c、现浇墙体内配管,土建钢筋已绑扎完毕,按墙体线施工; d、砌体内配管随土建施工进行配管; 2)明管敷设: a、土建粗装修抹灰完毕; b、土建内装修墙面油漆或涂料施工完毕; 3)吊顶内管路敷设: a、土建内装修房间或走道标高已确定并弹在墙上; b、
格式:pdf
大小:75KB
页数:6P
人气:98
4.3

焊管 资源表(价格电议) 产品规格米重支重产品规格米重支重 φ159×4.0×1200015.29183.48φ159×6.0×1200022.64271.68 φ159×4.5×1200017.15205.80φ159×6.5×1200024.45293.68 φ159×5.0×1200018.99227.88φ159×7.0×1200026.24314.88 φ159×5.5×1200020.82249.84 φ219.1×4.5×1200023.82285.84φ224.5×4.5×1200026.63319.56 φ219.1×5.0×1200026.40316.80φ224.5×5.0×1200029.53354.36 φ219.1×5.5×1200028.97
格式:pdf
大小:9KB
页数:2P
人气:98
4.8
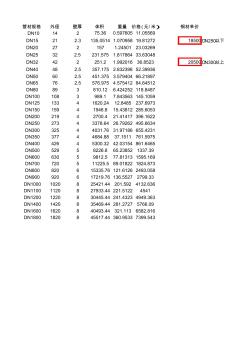
管材规格外径壁厚体积重量价格(元/米)钢材单价 dn1014275.360.59760511.05569 dn15212.3135.05141.07095819.8127218500dn250以下 dn202721571.2450123.03269 dn25322.5231.5751.81786433.63048 dn32422251.21.99201636.852320500dn300以上 dn40482.5357.1752.83239852.39936 dn50602.5451.3753.57940466.21897 dn65762.5576.9754.57541284.64512 dn80893810.126.424252118.8487 dn1001083989.1
格式:pdf
大小:15KB
页数:3P
人气:98
4.8
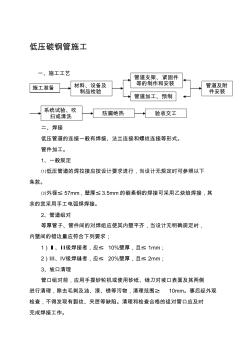
低压碳钢管施工 一、施工工艺 二、焊接 低压管道的连接一般有焊接、法兰连接和螺纹连接等形式。 管件加工。 1、一般规定 ⑴低压管道的焊拉接应按设计要求进行,当设计无规定时可参照以下 条款。 ⑵外径≤57mm,壁厚≤3.5mm的碳素钢的焊接可采用乙炔焰焊接,其 余的宜采用手工电弧焊焊接。 2、管道组对 等厚管子、管件间的对焊组应使其内壁平齐,当设计无明确规定时, 内壁间的错边量应符合下列要求; 1)ⅰ、ⅱ级焊接者,应≤10%壁厚,且≤1mm; 2)ⅲ、ⅳ级焊缝者,应≤20%壁厚,且≤2mm; 3、坡口清理 管口组对前,应用手提砂轮机或使用砂纸、锉刀对坡口表面及其两侧 进行清理,除去毛刺及油、漆、锈等污物,清理范围≥10mm。事后经外观 检查,不得发现有裂纹、夹层等缺陷。清理和检查合格的组对管口应及时 完成焊接工作。 施工准备材料、设备及 制品检验 管道支架、紧固件 等的制作和
最新文档 小径薄壁碳钢管UT探伤
格式:pdf
大小:48KB
页数:4P
人气:98
4.4
1剩磁产生原因及对焊接质量影响 在建设和修理煤气管道进行焊接作业时,有时会出现磁偏吹影响焊接过程的现象。磁 偏吹的形成是管金属中存在剩磁的结果。通常,将剩磁分为感应磁性和工艺磁性两种。感应 磁性常产生在工厂制管的环节中,如:金属熔炼、采用电磁起重机进行装卸、钢管在强磁场 中停置、用磁化法完成无损检查、钢管接近强力供电线放置等等。工艺磁性常产生在进行装 配焊接作业及采用磁性夹持器、夹具与用直流电焊接管道时,如:长时间接触与直流电源相 连的电导线,导线裸露段或者电焊钳与管子的短路等。 焊接带磁性钢管时,经常会看到电弧引燃的困难、电弧燃烧稳定性的破坏、在磁场中电 弧的偏离、液体金属和渣熔融体从焊接熔池中的溅出。为了稳定焊接过程,改善焊接接头质 量,被磁化了的钢管在焊接前要进行消磁。应该指出,被焊接的钢管要达到完全消磁是困难 的。所以,当剩磁不足于影响焊接质量时,便
格式:pdf
大小:24KB
页数:7P
人气:98
4.5
用柠檬酸循环酸洗液压碳钢管道技术 1.前言 20世纪50年代以后,工业生产向大型化、自动化方向发展,液压传动的应用已经遍及国 民经济的各个领域,成为机械行业中发展最快的技术之一。例如在攀钢的三期建设中就广泛 地采用液压传动,是因为它有一系列的优点,如液压操纵力小,在工作过程中能够进行较大 范围的无级调速,在往复和旋转运动中,可经常快速而无冲击的变速及换向,容易获得各种 复杂的动作,使机械自动化程度大大提高。 液压传动设备的安装,就是用管道把各液压设备及阀类元件,按图纸要求联系起来并予以 位置的固定。所以液压系统设备安装中除泵站设备外,大量的工作就是管道的安装,在管道 安装过程中最重要的工作,就是管道的在线循环酸洗除锈工作,特别是碳钢管道,因为锈蚀 比不锈钢管道严重,并且稍微沾水就返锈,碳钢管的除锈工序就比不锈钢管复杂很多,但因 材料价格比不锈钢管便宜很多,所以在工程上有90%
格式:pdf
大小:156KB
页数:4P
人气:98
4.5
碳钢管道全位置自动TIG焊 以20#碳钢管φ88.9×4.5管-管对接焊接为例,简述碳钢管道全位置自动tig焊的焊接工艺和操作要点。主要包括:工作条件;坡口型式的选择和加工;组对工艺参数和要求;焊接试验前的准备;分析主要工艺参数对焊缝成形的影响;根据全位置焊接过程中的受力特点,合理划分焊接区间,通过试验优化焊接工艺参数;最后按照标准进行一系列检查和试验,形成成熟的焊接工艺。
格式:pdf
大小:544KB
页数:未知
人气:98
4.7
薄壁小径管焊接接头超声波探伤 为进一步提高薄壁小口径管焊缝的超声波检验准确度,以《管道焊接接头超声波检验技术规程》(dl/t820—2002)标准为检验依据,介绍了薄壁小径管焊缝超声波探伤的常规方法,重点探讨了常规探伤方法在实际探伤中缺陷定位方面遇到的一些问题,提出了解决问题的方案。
格式:pdf
大小:190KB
页数:未知
人气:98
4.7
航空用小直径薄壁钢管水浸探伤的影响 充分认识影响小直径薄壁钢管探伤的因素,保证产品的检测质量。
格式:pdf
大小:522KB
页数:3P
人气:98
4.4
核电厂碳钢管道壁厚减薄原因分析 近年来,核电厂二回路管道破裂引起的安全事故使得碳钢管道减薄问题受到越来越多关注。本文以某核电厂大修时发现壁厚减薄超标而更换下来的管道作为研究对象,通过成分分析、微观形貌分析和氧化膜分析等手段,结合管道的运行工况环境分析,最终确定管道壁厚减薄模式分别为冲刷腐蚀、流动加速腐蚀和汽蚀,并提出针对性改进措施。
文辑创建者
我要分享 >
职位:投标造价工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐