小直径高压容器杆式焊头焊接技法
2025-01-19


13MnNiMoNbR高压容器的焊接
 超厚容器大直径接管深坡口的焊接
超厚容器大直径接管深坡口的焊接 石化产品中一些超大直径、超深坡口的构件需要专用的自动焊接设备来焊接,以保证其焊接产品的质量。我们利用现有的设备进行了一些改造,并调整焊接坡口尺寸,实现了此类构件的自动焊接。
编辑推荐下载
格式:pdf
大小:111KB
页数:2P
人气:77
 4.7
4.7
小直径中厚板压力容器的焊接工艺 某单位承揽了制造浮头式换热器的制造任务。三台浮头式换热器设计工作压力均为2.5mpa、设计工作温度200℃、工作介质为除氧水。每台换热器由壳体、管箱、浮头三部分组成,共有环焊缝25道、纵焊缝15道,
格式:pdf
大小:9KB
页数:3P
人气:77
4.3
1 高压管母焊接 1.焊接准备及条件 1.1焊前准备 熟悉图纸对焊缝的要求和所焊母材的材质,并选用与母材相匹配的焊接材料。主封母、厂 用分支、励磁母线的材质均为1060,与其匹配的焊丝为hs301和s301,其化学成分为:al99.5%、 fe≤0.30%、si≤0.30%,熔点:660℃。 焊丝应油质保书,使用的焊丝应符合设计规定要求。焊丝使用前应检查有无出厂质量证明, 对焊丝质量有怀疑时,必须按批号抽样检查其化学成分。焊丝按出厂说明书要求使用,焊丝使用 前,应清除其表面的锈垢、油污和氧化膜,直至露出金属光泽。油污可以用汽油或丙酮清除,锈 垢、氧化膜用机械方法处理。 试件的射线检验及结果的评定应符合《钢焊缝射线照相底片分类法》(gb3323-87)中的“焊 缝质量评级”的ⅱ级标准。 焊接接头拉伸试验,其焊接接头抗拉强度一般不低于原材料抗拉强度标准值的下限。经
热门文档 小直径高压容器杆式焊头焊接技法
格式:pdf
大小:2.3MB
页数:4P
人气:77
4.7
长条形超声塑料焊接焊头的简明设计 焊头是超声塑料焊接设备中一个很重要的部件,其设计的好坏直接关系到焊接质量。将长条形焊头通过合理开槽划分为若干相等的单元,每个单元可作为复合阶梯形变幅杆来处理,用传递矩阵法得出了焊头单元的频率方程,为长条形开槽焊头的设计提供了理论依据。实验表明,利用该方程设计的长条形焊头,其实测频率与设计频率符合很好。本设计方法物理意义明显,计算简单,非常适合工程设计。此外利用该方法可方便的求出开槽数、槽宽度以及槽长度等因素对焊头尺寸的影响,也为焊头的优化设计提供了一定的理论依据。
格式:pdf
大小:289KB
页数:3P
人气:77
4.6
高压熔体管异种钢焊接接头失效分析 某厂一台压力容器制造完毕进行水压试验时,与其连接的高压熔体管异种钢焊接接头处发生渗漏失效事故。针对失效接头,采取宏观检查、材料化学成分分析、金相观察、显微硬度测试等方法进行了分析。结果表明,焊接施工操作不当引起的接头处组织异常、材料韧性降低及螺纹孔位置设计不当是引起接头泄漏失效的主要原因。
格式:pdf
大小:18KB
页数:2P
人气:77
4.7
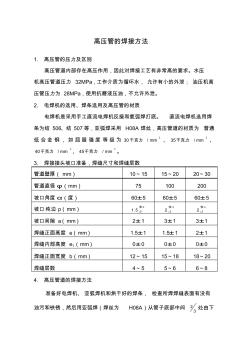
高压管的焊接方法 1.高压管的压力及区别 高压管道内部存在高压作用,因此对焊接工艺有非常高的要求。水压 机高压管道压力32mpa,工作介质为循环水,允许有小的外泄;油压机高 压管压力为28mpa,使用抗磨液压油,不允许外泄。 2.电焊机的选用、焊条选用及高压管的材质 电焊机是采用手工直流电焊机反接和氩弧焊打底。直流电焊机选用焊 条为结506、结507等,亚弧焊采用h08a焊丝,高压管道的材质为普通 低合金钢,如屈服强度等级为 2 mm/30千克力、 2 mm/35千克力、 2 mm/40千克力、 2 mm/45千克力。 3.焊接接头坡口准备,焊缝尺寸和焊缝层数 管道壁厚(mm)10~1515~2020~30 管道直径φ(mm)75100200 坡口角度α(度)60±560±560±5 坡口纯边p(mm)5.015
格式:pdf
大小:266KB
页数:2P
人气:77
4.7
芯片焊接机焊头部件的设计 介绍了芯片焊接机焊头部件的结构原理,提出了提高定位精度、提高生产率以及防止损坏芯片的措施。
格式:pdf
大小:159KB
页数:2P
人气:77
4.5
高速芯片焊接机的焊头部件设计 本文介绍作者设计的高速芯片焊接机焊头的独特结构和工作原理,并给出了主要设计参数和计算公式。
精华文档 小直径高压容器杆式焊头焊接技法
格式:pdf
大小:9KB
页数:1P
人气:77
4.7
浅谈小直径筒体焊接 摘要:小直径筒体焊接的一个重要特点就是,不能双面焊接,这就要求在 施焊时制定一个完善的焊接工艺流程,才能保证施焊的质量,本文从焊接的两个 方法,即手工焊接和自动焊接,分别阐述小直径筒体的焊接工艺。归根结底的要 点,就是要保证焊接的质量! 关键词:小直径筒体焊接工艺 正文:所谓非机加工小直径筒体,在国家标准规范里,并没有明确其 直径范围是多少,一般以卷板机能卷制最小直径。有的筒体直径不大于500mm, 坡口采用半自动火焰或是手工火焰切割;然后打磨至露出金属光泽,手工电弧焊 焊接;也有的小直径碳素钢、低合金钢和奥氏体不锈钢筒体,一般指内径 φ≤600mm,筒体壁厚δ≥3mm,长度l≤1500mm。坡口以机械加工坡口为主,一 般都是小型的压力容器。如气瓶、立式反应罐等。压力容器对焊接要求严格得多, 小直径筒体焊接还包括了一些人能进去但不
格式:pdf
大小:168KB
页数:3P
人气:77
4.5
小口径高压油管与管接头的焊接 1问题的提出我厂生产的oxc1.25吨进箱叉车是为部队生产的特种叉车,液压系统技术含量高,接头型式多,交货期又有严格要求。该车的液压系统是其工作装置的关键部件,小口径高压油管与管接头焊接较多,全部采用手工电弧焊,经4cmpa试压时渗漏油现象比较普遍,很多接头焊缝出现了气孔和裂纹,严重影响了该产品的质量和进度。
格式:pdf
大小:2.8MB
页数:43P
人气:77
4.4

钢制焊接常压容器 2 一、钢制焊接常压容器 jb/t4735—1997 一、概述 本标准属推荐性行业标准,即非强制性标准。而 gb150,151均属于强制性标准。 1、适用范围——本标准适用于符合下表所列条件的 容器 容器种 类 设计压力pd 设计温度 td 容积限制 圆筒形 容器 -0.02mpa<pd <0.1mpa -20<td ≤350℃ ≥500l 立式圆 筒形储 罐 -500pa≤pd< 2000pa -50mmh2o≤p d≤200mmh2o -20℃<t d≤250℃ 20m3~10000m3 圆筒形 料仓 <100℃不限 矩形容 器 连通大气常温 2、不适用范围 ①直接受火焰加热的容器。 ②受核辐射作用的容器。 3 ③盛装毒性为极度或高度危害介质的容器。 ④直接埋入地下的容器。 ⑤可升降式气柜。 ⑥经常搬运的容器。 ⑦
格式:pdf
大小:26KB
页数:16P
人气:77
4.4
钢制压力容器焊接规程 jb/t4709—2000 关于发布《钢制压力容器焊接工艺评定》 等四项行业标准的通知 国机管[2000]401号 各有关单位: 根据国家质量技术监督局规定的压力容器行业标准审批程序,现发布《钢制压力容器焊接工 艺评定》 等四项行业标准,编号与名称如下: 强制性标准: jb4708—2000钢制压力容器焊接工艺评定(代替jb4708—1992) jb4710—2000钢制塔式容器(代替jb4710—1992) jb4744—2000钢制压力容器产品焊接试板的力学性能检验(代替gb150—1998附录e) 推荐性标准: jb/t4709—2000钢制压力容器焊接规程(代替jb/t4709—1992) 以上标准于2000年10月1日起实施,其出版发行工作责成全国压力容器标准化技术委员会按 期组织完 成。 2000年8月15日
格式:pdf
大小:218KB
页数:3P
人气:77
4.4
邻硝高压稳压罐的焊接 稳压罐主要技术特性及材料状况邻硝高压稳压罐工作压力14.7mpa,工作温度80℃,容积0.05m~3,工作介质邻硝基氯化苯,罐身筒体带夹套,罐身直径324×
最新文档 小直径高压容器杆式焊头焊接技法
格式:pdf
大小:154KB
页数:3P
人气:77
4.7
小直径TA2钛管氩弧焊焊接 分析了ti和钛合金的焊接性能及影响焊接质量的各种因素。针对小直径钛管焊接时气体保护难度大、焊道合格率低的问题,在钨极氩弧焊接过程中,采用自制的ar气保护罩,使钛管整个焊接接头处于ar气保护之下,避免了ti在高温下与空气的接触,并结合焊接规范,很好地解决了小直径钛管焊接时ar气保护困难的问题,取得了良好的效果,明显提高了小直径钛管的焊接质量。
格式:pdf
大小:236KB
页数:4P
人气:77
4.7
小直径管内壁自动堆焊焊接工艺 对规格在φ60mm~φ500mm范围内,材质为15crmo的加强管内壁采用不锈钢自动堆焊方法,并对其进行焊接工艺试验与分析,得到较理想的堆焊工艺参数,解决了手工堆焊该材料小管费时耗料成形差等难题,并将此焊接工艺运用在产品的制造中。
格式:pdf
大小:1.3MB
页数:2P
人气:77
4.5
压力容器焊接接头系数取值分析 文章根据实际工作经验,通过理论分析,总结了asme规范焊接接头系数取值规则,指出了我国压力容器规范中关于焊接接头系数取值存在的问题,并提出了解决方案。
格式:pdf
大小:190KB
页数:11P
人气:77
4.8
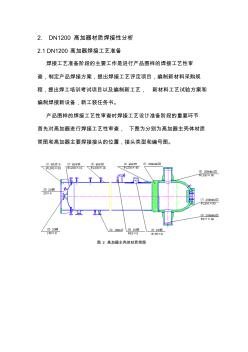
2.dn1200高加器材质焊接性分析 2.1dn1200高加器焊接工艺准备 焊接工艺准备阶段的主要工作是进行产品图样的焊接工艺性审 查,制定产品焊接方案,提出焊接工艺评定项目,编制新材料采购规 程,提出焊工培训考试项目以及编制新工艺,新材料工艺试验方案和 编制焊接新设备,新工装任务书。 产品图样的焊接工艺性审查时焊接工艺设计准备阶段的重要环节 首先对高加器进行焊接工艺性审查,下图为分别为高加器主壳体材质 简图和高加器主要焊接接头的位置,接头类型和编号图。 图2高加器主壳体材质简图 图3高加器主要焊接接头的位置,接头类型和编号图 2.2dn1200高加器焊接性 本产品主要承载,承压焊缝所采用的材质为q345r和 20mnmoⅲ。q345r和20mnmoⅲ钢的化学成分见表3,力学性能见 表4。 表3q345r和20mnmoⅲ化学成分 钢种 技术标
格式:pdf
大小:87KB
页数:2P
人气:77
4.7
高压加热器水室检修隔板焊接工艺 本文所述为菏泽发电厂300mw机组的2#,3#高压加热器在大修时,解体发现水室内的检修隔板结合面冲蚀严重,正常的检修工艺无法修复,严重影响机组安全经济运行,咨询生产厂家技术人员也没有好的检修方案。担任高压加热器检修组的所有成员集思广
格式:pdf
大小:151KB
页数:未知
人气:77
4.4
锻造容器用钢的焊接 通过对材质20mnmo、壁厚26mm、工作温度180℃、工作压力32mpa的锻造容器用钢进行焊接分析,为避免冷热裂纹倾向,对焊接材料的选择、焊接线能量的确定、焊前预热及焊后热处理等,制定出了可行的焊接工艺,确保了焊接质量。
格式:pdf
大小:35KB
页数:未知
人气:77
4.5
小直径精密过滤器的焊接 小直径精密过滤器的焊接安小瑛(河南省洛阳市第二○二厂471003)过滤器由接头、芯和三层滤网等三部分组成。接头和芯是机械加工零件,材质为1cr18ni9ti,首先将这两个零件按图1焊成一体,成为滤网的骨架,再把滤网焊在骨架上(如图2),滤网为1cr1...
格式:pdf
大小:71KB
页数:未知
人气:77
4.6
大直径不锈钢容器底板焊接变形的控制 实际安装工作中,焊接结构的变形比较复杂,怎样控制和矫正焊接变形是安装工作关键之一,特别是不锈钢容器底板的焊接变形,如处理不当会给安装质量和经济效益带来严重的影响。在建造深圳啤酒厂三期扩建工程糖化间时,有一项过滤槽底板的现场拼装工作,由于底板在工艺上要...
格式:pdf
大小:367KB
页数:未知
人气:77
4.4
中高压厚壁长输管道的焊接方法 通过焊接工艺的控制来保证中高压厚壁管的焊接质量,实际应用表明,通过改变焊接工艺,可以大大提高焊口质量,初次探伤i级合格率达到95%以上,具有可观的效益。
文辑创建者
我要分享 >
职位:双证监理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐